Изобретение относится к сварке плавлением и может быть использовано в машино-, авиа-, судостроении, химической промышленности, строительстве и других отраслях техники.
Известны способы сварки плавлением стали и алюминиевых сплавов, предусматривающие применение биметаллических переходников, например, сварные сталеалюминиевые узлы, в которых используют соединения внахлест. М. Машиностроение [1] Сварку плавлением нахлесточных соединений алюминиевых и стальных деталей с биметаллом осуществляют методами, соответствующими свариваемым однородным материалам. К недостаткам этого способа сварки плавлением биметалла следует отнести отсутствие оптимальной подготовки свариваемых кромок, рациональной последовательности и регламентированных параметров выполнения швов. При этом способе в процессе сварки не исключена возможность образования дефектов на границе раздела сталеалюминиевого переходника в виде расслоений и трещин, которые являются недопустимыми для биметаллического материала. Указанные недостатки существенно снижают качество сварных соединений, их надежность, технологическую и эксплуатационную прочность, увеличивают объем работ, направленных на устранение сварочных дефектов.
Цель изобретения повышение качества и надежности сталеалюминиевых соединений, выполненных с применением биметаллических переходников внахлест угловыми швами со стороны одноименных материалов. Поставленная цель достигается тем, что площадь сечения сварных швов выбирается из условия исключения расслоений биметалла в процессе эксплуатации; регламентируется последовательность выполнения сварных швов, устанавливается оптимальная форма и подготовка кромок привариваемого алюминиевого элемента.
Способ иллюстрируется чертежом.
Сущность изобретения заключается в следующем. Способ сварки плавлением нахлесточных соединений алюминия со сталью с применением биметаллического переходника осуществляют угловыми швами со стороны одноименных материалов. Нахлесточный шов 1, выполненный со стороны торцевой кромки алюминиевой детали, характеризуется отношением катета L, прилегающего к поверхности биметалла, к его высоте h от 2 до 5. Указанное отношение катетов обеспечивает прочность биметалла при передаче усилий в сталеалюминиевом соединении. Разрушение узла будет происходить, предпочтительным образом, по сварным швам, соединяющим алюминиевую деталь с алюминиевым слоем биметалла. Выбор значений в заявляемом диапазоне зависит от толщины как привариваемого элемента, так и алюминиевого слоя биметалла. Максимальные значения соответствуют толщинам, не превышающим толщину алюминиевого слоя биметалла, максимальные превышающим (вплоть до 3-4 раз). Это условие вытекает из следующего обоснования. Величина усилия, воспринимающегося швом, с одной стороны, определяется высотой шва, очевидно зависящей от толщины привариваемого элемента, а с другой определяет прочность сцепления локальной области, ограниченной размером L, в биметаллической части переходника. Повышение передающего усилия, возможное благодаря увеличению высоты шва h, требует увеличения катета нахлесточного шва L для обеспечения условия прочности сцепления слоев сталеалюминиевого материала. В случае, если отношение катета L/h меньше 2, возможен отрыв слоев биметалла, отношение L/h более 5 не целесообразно ввиду увеличения материалоемкости способа без адекватного положительного эффекта.
Катеты К углового шва 2, прилегающего в торцевой кромке биметалла, назначают от 0,2 до 0,9 толщины алюминиевого слоя биметалла (δAl). Указанный угловой шов в нахлесточном узле является соединительным. Этот шов способствует, но не определяет эксплуатационную прочность нахлесточного соединения. Геометрические параметры шва выбирают исходя из исключения при сварке расслоений биметалла на торцевых кромках. Значения, указанные в заявляемом диапазоне, зависят от соотношения толщин свариваемых материалов, а значит, тепловложения при сварке. При малых толщинах привариваемых алюминиевых деталей с целью исключения прожогов рекомендуется выбирать минимальные значения (0,2), при больших максимальные (0,9). Дальнейшее увеличение катета недопустимо, так как приведет к возникновению расслоений на границе раздела биметалла.
Выполнение сварных швов в нахлесточном соединении сталеалюминиевой конструкции в соответствии с заявленными соотношениями обеспечивает монолитность биметаллического материала в процессе эксплуатации, разрушение узла произойдет по сварным алюминиевым швам.
Таким образом, совокупность существенных признаков, заключающихся в установлении оптимального диапазона конструктивно-технологических параметров швов в нахлесточном сталеалюминиевом соединении, обеспечивает получение важного технического результата повышение качества и надежности конструкций за счет исключения при разрушении расслоений биметалла.
Частные решения. В случае больших толщин привариваемой алюминиевой детали целесообразно назначить высоту нахлесточного шва, не превышающей толщины алюминиевого слоя биметалла. Это условие вытекает исходя из ограничения тепловложения при сварке и получения компактных швов в нахлесточном соединении. При этом катет шва 1, прилегающий к биметаллу, составляет от 2 до 5 толщин алюминиевого слоя биметалла. Вышеуказанное частное решение проверено экспериментально и обеспечивает достижение поставленной цели.
Важное значение в получении качественного нахлесточного соединения имеет последовательность выполнения сварных швов. Установлено, что выполнение вначале нахлесточного шва 1 со стороны торцевой кромки привариваемого элемента, а затем углового шва 2 со стороны торцевой кромки биметалла обеспечивает получение соединения с минимальными конструктивными зазорами между соединяемыми поверхностями. Объясняется тем, что при выполнении в сборочно-сварочном приспособлении нахлесточного шва, сварка которого сопровождается значительным тепловложением, алюминиевый сплав пластически деформируется, при этом выбираются зазоры, обусловленные возможной непрямолинейностью сопрягаемых деталей. Сведение зазоров в нахлесточном соединении к минимальным способствует получению качественной конструкции, повышению прочности, улучшению коррозионной стойкости в любых условиях эксплуатации.
Для улучшения условий проплавления в формировании корня шва в нахлесточных соединениях целесообразно торцевую кромку привариваемого элемента выполнять со скосом под углом 5-65о. Угол скоса зависит от толщины детали: для малых толщин угол скоса может составлять 5-20о, средних (соизмеримых с толщиной алюминиевого слоя биметалла) 20-45о, больших 45-65о. При этом корень шва в области сопряжения внутренних поверхностей деталей в нахлесточном соединении отличается плавным формированием, без острых трещиноподобных надрезов.
Прямолинейные нахлесточные швы при соединении алюминиевой детали с алюминиевым слоем биметалла предопределяют локализацию в одной плоскости действующих напряжений, что способствует формированию критического объемного напряженного состояния на границе раздела биметалла. С целью более равномерного распределения напряжений в плоскости контакта сталеалюминиевого переходника и более рационального использования биметалла целесообразно кромку алюминиевой детали выполнять в виде ломанного или криволинейного профиля. Равномерное распределение усилий по ширине сталеалюминиевого переходника достигается путем замены швов продольной ориентации на швы с криволинейной траекторией. Это может быть траектория с треугольным профилем, когда швы располагаются под углом 10-70о к торцевой кромке биметалла. Угол менее 10о и более 70о не следует считать целесообразным в связи с их неэффективностью в первом случае (практически продольный шов) и из-за возможности опасного воздействия термического цикла сварки на границу раздела биметалла, обусловленного близким расположением нахлесточных швов между собой, во втором случае.
Наибольший эффект достигается, когда траектория шва торцевой кромки алюминиевой детали выполняют синусоидальной с периодом, равным ширине В, и амплитудой, равной 0,1-0,9 ширины В биметалла.
Изобретение распространяется на способ сварки, предусматривающий применение биметаллического переходника как с симметричным, так и асимметричным расположением слоев.
Способ сварки сталеалюминиевого соединения с применением симметричного биметаллического переходника предусматривает выполнение нахлесточных соединений со стороны алюминия и со стороны стали. Рациональной последовательностью является, когда вначале приваривается (швы 1,2) алюминиевая, а затем стальная деталь (швы 3,4). В технологическом плане эта последовательность играет небольшую роль, но с точки зрения улучшения условий теплоотвода рекомендуется вначале выполнять алюминиевые швы, а затем стальные. При этом уменьшится отрицательное влияние воздействия термического цикла сварки на структуру границы раздела биметалла, что будет способствовать стабильности и надежности свойств сталеалюминиевого соединения.
Пpимер конкретного выполнения. Способ сварки плавлением нахлесточных соединений алюминиевой детали из сплава марки АМг6 со стальной (Ст.3) с применением биметаллического переходника алюминиевый сплав АМг61 сталь 10ХСНД, полученного прокаткой по двум вариантам: с симметричным и асимметричным (выступающий слой стали) расположением слоев. Ширина биметаллической части переходника составляла 50 мм.
Толщины свариваемых деталей составляли: сплав АМг6 4,6 и 10 мм; биметалл 8-10 мм, где слой сплава 1561 4,5 и 6 мм; сталь 10ХСНД 4 мм; сталь Ст.3 4 мм.
Подготовка свариваемых кромок биметалла в части выполнения скосов осуществлена в угол скоса 35о.
Часть алюминиевых деталей толщиной 6 и 10 мм выполнена со скосом торцевой кромки под углом 5, 45 и 65о.
Для выполнения продольных швов по криволинейной траектории свариваемые алюминиевые детали подвергали механической обработке с целью придания соответствующего профиля равностороннего треугольника с углом 30о и высотой 30 мм и синусоиды с периодом, равным 50 мм, и амплитудой 30 мм.
Алюминиевые детали приваривали к алюминиевому слою биметалла ручной аргонодуговой сваркой неплавящимся электродом ⊘эл 5 мм; (Iсн 240-270 А; ⊘прис= 4 мм); стальные полуавтоматической сваркой в углекислом газе (Iсв 130-140 А, ⊘эл 1,2 мм; vсв 10 мм/с). Выбранные режимы сварки исключали образование на границе раздела биметалла хрупких промежуточных фаз и расслоений.
Сварные алюминиевые швы выполняли в последовательности: 1 нахлесточный, прилегающий к поверхности биметалла; 2 угловой, прилегающий к торцевой кромке биметалла. Аналогичный порядок швов соблюдали при сварке стальной детали со стальным слоем симметричного биметаллического переходника.
Размеры выполненных алюминиевых швов соответствовали заявляемому интервалу значений и составляли: длина нахлесточного шва 12, 15 и 20 мм, а его высота 6, 5 и 4 мм; значения катетов углового (соединительного) шва варьировались в диапазоне 1,2 3,6 мм.
Катеты швов, выполненных со стороны стали, составляли 4-5 мм в соответствии с ГОСТ 14771-69 (тип НЧ).
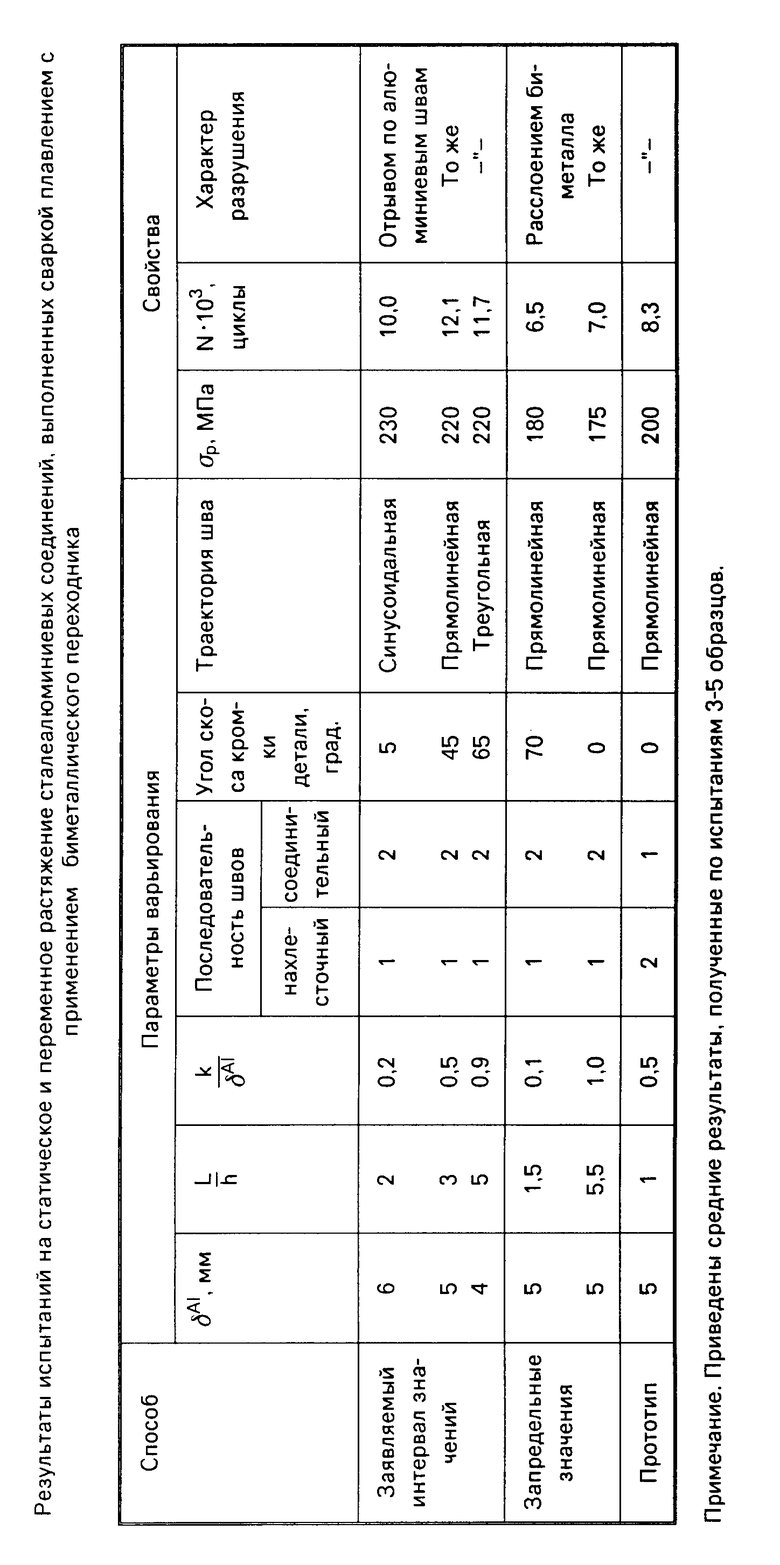
Из сварных проб изготовлены плоские образцы шириной 60 мм и испытаны на статическое и переменное растяжение.
Результаты испытаний приведены в таблице.
Результаты испытаний свидетельствуют, что сталеалюминиевые соединения, выполненные с применением биметалла способом сварки плавлением внахлест в соответствии с заявляемыми параметрами (отношение катетов нахлесточного и углового швов, последовательность их выполнения, подготовки свариваемых кромок алюминиевой детали и траектории шва), обеспечивают возможность получения качественных, надежных узлов и исключают расслоения биметалла в процессе эксплуатации и при действии экстремальных нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2043889C1 |
| Способ сварки плавлением алюминия со сталью | 1991 |
|
SU1797540A3 |
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| ГЕРМЕТИЧНОЕ КОРРОЗИОННОСТОЙКОЕ СОЕДИНЕНИЕ КОРПУСА СОСУДА И ТРУБОПРОВОДА ИЗ НЕСВАРИВАЮЩИХСЯ СВАРКОЙ ПЛАВЛЕНИЕМ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115522C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| УЗЕЛ СОЕДИНЕНИЯ НАДСТРОЙКИ С КОРПУСОМ СУДНА | 1992 |
|
RU2047535C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |

Использование: машино-, судостроение, строительство. Цель: повышение качества и надежности сварных соединений, выполненных с применением биметалла. Сущность изобретения состоит в том, что сварку нахлесточных соединений выполняют угловыми швами со стороны одноименных материалов, при этом отношение катетов нахлесточного шва, прилегающего к поверхности биметалла, составляет от 2 до 5, а катеты углового шва, прилегающего к торцевой кромке биметалла, от 0,2 до 0,9 толщины алюминиевого слоя биметалла. Если толщина присоединяемой детали характеризуется большими значениями, то катет нахлесточного шва, прилегающий к биметаллу, составляет от 2 до 5 толщин алюминиевого слоя биметалла, а высота шва не превышает 1 толщины этого слоя. Порядок наложения швов: вначале сваривают алюминиевые, а затем стальные, причем первым выполняется нахлесточный шов, вторым угловой. Торцевая кромка привариеваемого элемента выполняется со скосом под углом 5-65°, а продольная в виде ломаного или криволинейного профиля, например по синусоидальной траектории с периодом, равным ширине, а амплитудой, равной (0,1-0,9) ширины биметалла. 4 з. п. ф-лы, 1 ил. 1 табл.
| Клячкин Я | |||
| Л | |||
| Сварка цветных металлов и сплавов, М.: Машиностроение, 1964, с.293. |

