Изобретение относится к области сварочного производства и предназначено для изготовления сварных конструкций из стали или титана и алюминиевых сплавов с применением биметаллических переходников (далее по тексту биметалла) в судостроении, судовом машиностроении и может быть использовано при строительстве железнодорожного транспорта, вагоне- и автомобилестроении.
Известен способ непосредственной сварки алюминия со сталью или титаном с расплавленном только алюминиевой составляющей (пайка - сварка), в котором для предотвращения образования хрупких интерметаллидных соединений используют промежуточные покрытия, наносимые на тугоплавкий свариваемый материал, из серебра, никеля, алюминия, титана, цинка и других металлов, действующие как диффузионные барьеры между свариваемыми металлами (Муравейник А. Н., Рябов В. Р. и др. Влияние состава прослойки на структуру переходной зоны сварных сталеалюминиевых соединений // Автоматическая сварка. - 1999. - №3/99. - С.22-25 - аналог).
В частности, использование промежуточного покрытия (цинка), наносимого на тугоплавкий металл (сталь), положено в основу способа сварки плавлением стыковых соединений биметалла со ступенчатой разделкой кромок. При этом способе вначале свариваются выступающие стальные кромки между собой, далее внутренняя поверхность стального шва и прилегающие к нему области околошовной зоны покрываются слоем цинка методами металлизации, гальваническим способом либо горячим покрытием и затем осуществляют аргонодуговую наплавку алюминиевых валиков с заполнением разделки между алюминиевыми слоями биметалла (Рабкин Д.М., Рябов В.Р., Гуревич С.М. Сварка разнородных металлов. - Киев. - "Техника". - 1975. - С.138-139.) - аналог.
Недостатком этого способа является невозможность использования технологий нанесения покрытий на стальной или титановый слой биметалла (гальваническими методами, осаждением и пр.) при сварке стыковых соединений в длинномерных биметаллических конструкциях, изготавливаемых в заводских или монтажных условиях завода-строителя.
Известен способ сварки плавлением стыковых соединений биметалла, например сталь-алюминий (армко-железо - сплав АМг5В или Х18Н10Т-АМг6), предусматривающий V- или Х- образную разделку кромок и раздельную сварку слоев биметалла из одноименных сплавов с использованием соответствующих присадочных материалов, при котором вначале выполняют сварку стального слоя (Рабкин Д. М., Рябов В. Р., Гуревич С. М. Сварка разнородных металлов. - Киев: Техника. - 1975. - С.133) - прототип.
Недостатком прототипа является низкая усталостная прочность, а также водо- и газонепроницаемость стыковых соединений биметалла из-за наличия в центральной части биметаллического шва конструктивного непровара и несплошностей, заложенных технологией способа.
Указанный выше недостаток является недопустимым для изделий ответственного назначения, в том числе корпусных сталеалюминиевых конструкций, подвергающихся воздействию циклических нагрузок, а также конструкций, требующих обеспечения герметичности.
Техническим результатом предлагаемого изобретения является разработка способа сварки плавлением стыковых соединений биметалла на основе слоев из алюминиевых сплавов и стали или титана с одно- или двусторонними швами, обеспечивающего повышение усталостной прочности, водо- и газонепроницаемости стыковых соединений биметалла.
Указанный технический результат достигается тем, что в предлагаемом способе сварки плавлением стыковых соединений биметалла на основе слоев из алюминиевых сплавов и стали или титана с одно- или двусторонними швами, включающем выполнение V- или Х-образной разделки свариваемых кромок и последующую раздельную сварку одноименных слоев биметалла с полным заполнением разделки между ними с использованием присадочных материалов, при этом вначале сваривают стальной или титановый слой, а затем заполняют разделку между свариваемыми кромками слоев из алюминиевого сплава, разделку свариваемых кромок биметалла выполняют ступенчатой, удаляя слой из алюминиевого сплава на величину, составляющую 0,2 - 0,9 от толщины стального или титанового слоя, при этом сварку выполняют с полным проплавлением каждого из слоев биметалла, а разделку между свариваемыми кромками слоев из алюминиевого сплава выполняют не менее чем за два прохода.
Кроме того, в предлагаемом способе заполнение разделки между свариваемыми алюминиевыми кромками выполняют с использованием двух присадочных материалов, причем первый проход выполняют технически чистым алюминием, получая промежуточный слой высотой 0,1-0,5 толщины слоя алюминиевого сплава для предотвращения диффузии магния на границу соединения слоев из алюминиевого сплава и стали или титана при последующем заполнении разделки алюминиево-магниевой проволокой.
Как показали результаты экспериментальных исследований, с целью исключения дефектов в виде расслоения биметалла, а следовательно повышения усталостной прочности и обеспечения водо- и газонепроницамости, минимальный размер выступающей части стального или титанового слоя биметалла составляет не менее 0,2, а максимальный - не более 0,9 от толщины тугоплавкого (стального или титанового) слоя биметалла.
Дальнейшее уменьшение ширины удаляемой части алюминиевого слоя приведет при сварке стального или титанового слоя к расплавлению или оплавлению кромок алюминиевого слоя биметалла, а увеличение - к невозможности выполнения на стальной или титановый шов первого слоя алюминиевого присадочного материала за один проход, что в том и другом случаях явится причиной появления недопустимых дефектов (несплошностей и расслоений) биметалла.
При заполнении разделки между кромками слоев из алюминиевого сплава первый слой наносится по выполненному стальному шву с применением сварочной проволоки из технически чистого алюминия, не имеющего в своем составе легирующих элементов, в частности магния, а последующие - основной сварочной проволокой из алюминиево-магниевого сплава средней прочности. При этом с целью предотвращения диффузии магния на границу раздела сталеалюминиевого соединения, накопление которого приведет к появлению несплошностей между слоями, высота наплавленного при первом проходе алюминиевого слоя должна быть не менее 0,1 и не более 0,5 от толщины алюминиевого слоя биметалла.
Оптимальный размер высоты наплавленного алюминиевого слоя должен быть ограничен с одной стороны минимумом, который определяется глубиной диффузионной зоны проникновения магния, входящего в состав основной алюминиевой проволоки, а с другой стороны - максимумом, обеспечивающим достижение требуемых прочностных свойств и герметичности сварного биметаллического соединения.
На фиг.1 показаны конструктивные элементы разделки кромок стыковых соединений биметалла (а, в) и форма выполненного шва (б, г) с одно-(а, б) и двусторонними (в, г) швами, где b - ширина выступающей части стального слоя, h - высота валика, наплавленного технически чистым алюминием, δAl - толщина алюминиевого слоя, δст - толщина слоя стали, 1, 2, 3 и 4 - последовательность выполнения сварочных проходов.
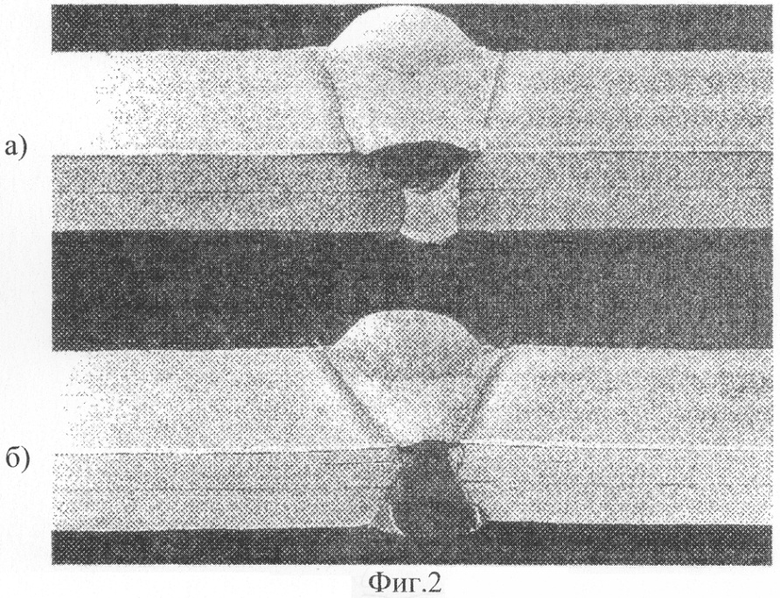
На фиг.2 приведена макроструктура стыковых соединений биметалла, выполненных с односторонней V-образной (а) и двусторонней Х-образной разделкой кромок по предлагаемому изобретению.
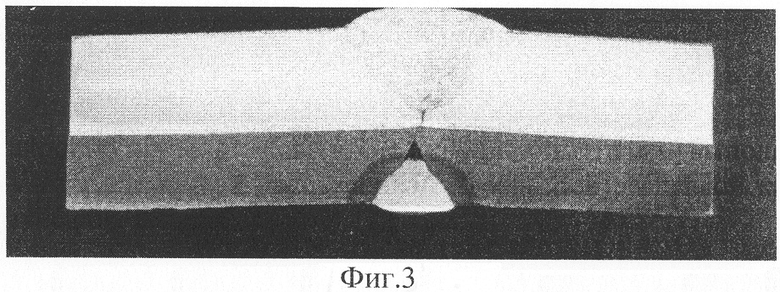
На фиг.3 приведена макроструктура стыкового соединения биметалла, выполненного с двусторонней Х-образной разделкой кромок по известному решению (прототип).
Пример осуществления предлагаемого изобретения.
В качестве основного свариваемого материала использован биметалл марки КБМ-1Т на основе низколегированной стали марки 10ХСНД (Д40) и алюминиевого сплава марки 1561, полученный совместной горячей прокаткой, толщиной 10 мм. Соотношение толщин слоев стали и алюминия -1:1.
Стыковые соединения биметалла выполняли сваркой плавлением в защитных газах с соблюдением принципа раздельной сварки слоев из одноименных материалов. Сварку стального слоя выполняли полуавтоматическим способом в среде углекислого газа с использованием присадочной проволоки марки Св08Г2С по двум вариантам конструктивно-технологического оформления стыкового соединения: с V- и Х- образной разделкой свариваемых кромок. На сварной шов из низколегированной стали осуществляли комбинированное заполнение разделки между свариваемыми кромками из алюминиевого сплава присадочной проволокой из технически чистого алюминия марки СвА97 и из алюминиево-магниевого сплава марки СвАМг61.
Геометрические размеры подготовленных под сварку кромок биметалла, последовательность выполнения проходов и форма выполненных швов соответствовали приведенным значениям на фиг.1.
Следует отметить, что при необходимости выполнения коротких швов стальные кромки могут быть соединены между собой ручной аргонодуговой сваркой с использованием присадочной проволоки из аустенитной стали.
Макроструктура стыковых соединений биметалла, выполненных одно- и двусторонними швами по заявляемому варианту, приведена на фиг.2, а по прототипу- на фиг.3.
Результаты испытаний сварных стыковых соединений биметалла марки КБМ-1, выполненных по заявляемому варианту и по прототипу, приведены в таблице.
100
>2000000
Сопоставительный анализ приведенных в таблице результатов показывает, что усталостная долговечность при уровнях нагружения 0,5 от предельной прочности и ниже для соединений, выполненных по предлагаемому изобретению, в 5-7 раз выше, чем для соединений, выполненных по прототипу, что подтверждает преимущества предлагаемого способа сварки стыковых соединений биметалла.
Испытания биметаллических стыков на непроницаемость, проведенные методом смачивания керосином, показали, что швы, выполненные по предлагаемому решению, обеспечивают 5 класс герметичности, в отличие от швов, выполненных по прототипу, и являющихся проницаемыми.
Исключение возможности водо- и газопроницаемости биметаллических стыков вдоль границы соединения алюминиевого и стального швов способствует повышению эксплуатационной коррозионной стойкости сварных сталеалюминиевых соединений в конструкциях, контактирующих с морской средой или находящихся в районе брызг и волнений.
Таким образом, анализ макро- и микроструктуры стыковых соединений биметалла, выполненных по предлагаемому изобретению, а также результаты испытаний образцов на переменное нагружение и результаты цветной дефектоскопии на непроницаемость, приведенные в таблице, в сравнении с прототипом и запредельными вариантами подтверждают достижение технического эффекта предлагаемого способа сварки плавлением стыковых соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| Способ сварки плавлением алюминия со сталью | 1991 |
|
SU1797540A3 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2043889C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| Способ сварки многослойных композиционных материалов | 1975 |
|
SU523771A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
Изобретение относится к области сварочного производства и предназначено для изготовления сварных конструкций из алюминиевых сплавов и стали или титана с применением биметаллических переходников. На свариваемых кромках выполняют ступенчатую V- или Х-образную разделку, удаляя слой из алюминиевого сплава на величину, составляющую 0,2-0,9 от толщины стального или титанового слоя. Осуществляют последующую раздельную сварку одноименных слоев биметалла с полным заполнением разделки между ними с использованием присадочных материалов. Вначале сваривают стальной или титановый слой, а затем заполняют разделку между свариваемыми кромками слоев из алюминиевого сплава. Разделку между свариваемыми кромками слоев из алюминиевого сплава заполняют не менее чем за два прохода с использованием двух присадочных материалов. Первый проход выполняют технически чистым алюминием, получая промежуточный слой, высотой 0,1 - 0,5 толщины слоя алюминиевого сплава для предотвращения диффузии магния на границу раздела соединения слоев из алюминиевого сплава и стали или титана при последующем заполнении разделки алюминиево-магниевой проволокой. Это позволит повысить усталостную прочность стыковых соединений, а также их водо- и газонепроницаемость. 1 з.п. ф-лы, 3 ил., 1 табл.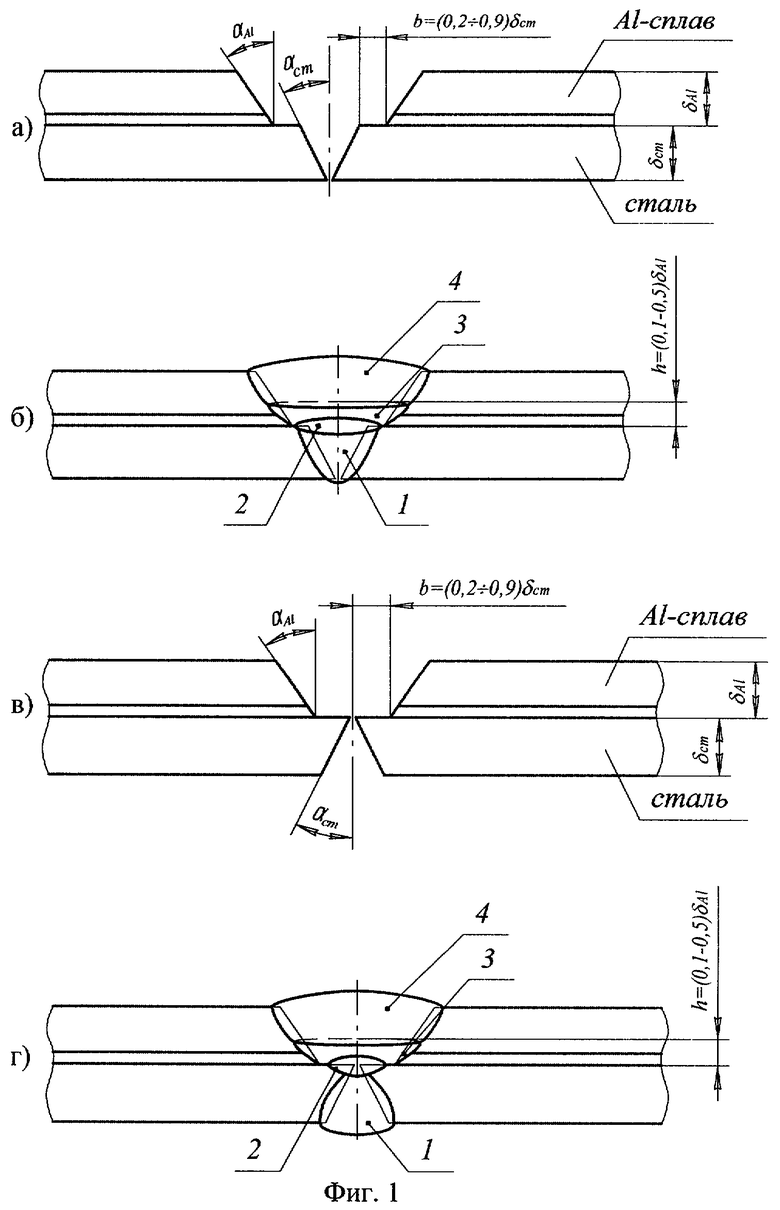
| ГУРЕВИЧ С.М | |||
| и др | |||
| Сварка разнородных металлов, Киев: Техника, 1975, с.133-135,105 | |||
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| Способ соединения плакированных материалов | 1988 |
|
SU1570870A1 |
| Способ изготовления сварных конструк-ций | 1979 |
|
SU835678A1 |
| Способ сварки биметаллов в восстановительной атмосфере | 1947 |
|
SU71098A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| JP 10034340 A, 10.02.1998. | |||

