Изобретение относится к прокатному производству, а именно к способам обработки катанки с прокатного нагрева в потоке стана и может быть использовано на непрерывных проволочных станах.
В производстве высокопрочной арматурной проволоки с пределом прочности σв 125-140 кг/мм2 из высокоуглеродистой катанки марок 70-85 важнейшей операцией технологического процесса является патентирование, обеспечивающее получение требуемых характеристик механических свойств, в частности, прочности катанки. Патентирование предусматривает нагрев катанки до температуры аустенизации (выше точки Ас3), погружение в расплав свинца или соли с температурой 450-550оС и охлаждение на воздухе. Указанная операция предусматривает использование в технологическом процессе расплава свинца, что существенно ухудшает условия работы в цехе.
Известен способ обработки высокоуглеродистой катанки, предусматривающий замену патентирования стальной проволоки в расплаве свинца закалкой ее в горячей воде с последующим отпуском.
Недостатком известного способа является существенное усложнение производства высокопрочной арматурной проволоки, обусловленное необходимостью повторного нагрева, закалки и отпуска катанки, что, кроме прочего, связано с повышением затрат энергии.
Известен способ обработки катанки с прокатного нагрева, включающий ускоренное охлаждение катанки перед виткоукладчиком в секциях водяного охлаждения, укладку витков в закрытую камеру, охлаждение витков в этой камере продувкой газом до температуры не выше 500оС и окончательное охлаждение до температуры цеха.
Недостаток известного способа невозможность обеспечить требуемые прочностные свойства высокоуглеродистой катанки для исключения операции патентирования при производстве высокопрочной арматурной проволоки. Указанное обстоятельство усложняет процесс производства этого вида продукции и ухудшает экологическое состояние цеха.
В качестве прототипа принят способ обработки катанки с прокатного нагрева, включающий ускоренное охлаждение катанки перед виткоукладчиком в секциях водяного охлаждения, укладку витков в закрытую камеру, охлаждение витков в этой камере продувкой газом до температуры не выше 500оС и окончательное охлаждение катанки до температуры цеха.
Недостатком известного способа является необходимость дополнительной обработки катанки для получения требуемых прочностных свойств при производстве высокопрочной арматурной проволоки из катанки марок стали 70-85. Указанное обстоятельство усложняет процесс производства этого вида продукции, увеличивает материальные затраты на это производство, ухудшает экологическое состояние цеха. Кроме того, сужаются технологические возможности процесса обработки катанки с прокатного нагрева.
Цель изобретения упрощение дальнейшей переработки высокоуглеродистой катанки, предназначенной для производства высокопрочной арматурной проволоки, позволяющем снизить материальные затраты на это производство, улучшить экологическое состояние цеха и расширить технологические возможности процесса обработки катанки с прокатного нагрева.
Цель достигается получением высокоуглеродистой катанки с требуемыми механическими характеристиками для производства высокопрочной арматурной проволоки в процессе обработки этой катанки с прокатного нагрева, расширяющем технологические возможности этой обработки, что упрощает технологию подготовки этой катанки к переработке в метизных цехах, сокращает материальные затраты на эту переработку, улучшает экологическое состояние цеха.
Решение поставленной задачи обеспечивается тем, что в способе обработки высокоуглеродистой катанки с прокатного нагрева некоторого размерного сортамента, преимущественно для производства высокопрочной арматурной проволоки, включающем охлаждение катанки перед виткоукладчиком, укладку витков в закрытую камеру с температурой металла tукл, охлаждение витков в этой камере продувкой газом со скоростью охлаждения Vохл, до температуры не выше 500оС и окончательное охлаждение катанки до температуры цеха, охлаждение витков в закрытой камере продувкой газом ведут со скоростью охлаждения, устанавливаемой из зависимости:
Vохл (0,017 Vпот 0,35) (0,047 tукл 2)х
х(0,461 + 0,202 dк 0,019 dк2), оС/с, где Vпот скорость газового потока, м/с;
tукл температура металла при укладке витков в закрытую камеру, оС;
dк диаметр катанки, мм.
Скорость охлаждения Vохл витков в закрытой камере регулируют путем изменения температуры металла tукл при их укладке в эту камеру. Сравнение с прототипом показывает, что заявляемый способ отличается тем, что охлаждение витков в закрытой камере продувкой газом ведут со скоростью охлаждения, устанавливаемой из зависимости:
Vохл (0,017 Vпот 0,35) (0,047 tукл 2)
(0,461 + 0,202 dк 0,019 dк2), оС/с, а также тем, что скорость охлаждения Vохл витков в закрытой камере регулируют путем изменения температуры металла tукл при укладке в эту камеру. Следовательно, заявляемый способ соответствует критерию "новизна".
Сравнение с другими техническими решениями в данной области техники показало, что известен способ обработки проволоки, предусматривающий регулирование скорости охлаждения путем изменения скорости газового потока Vпот. в широких пределах. Однако использование при обработке высокоуглеродистой катанки с прокатного нагрева для производства высокопрочной арматурной проволоки только одного регулирующего скорость охлаждения параметра скорости газового потока может привести при обработке катанки увеличенного сечения (диаметром 8,0-10,0 мм) к подкалке ее поверхности, что не позволяет получить требуемого уровня качества высокоуглеродистой стали, предъявляемого к ней при последующей ее переработке в высокопрочную арматурную проволоку. Указанное обстоятельство для снижения обрывности при волочении потребует введения в процесс обработки высокоуглеродистой катанки дополнительных операций (патентирования) и усложнит этот процесс. Следовательно, заявляемый способ имеет изобретательский уровень.
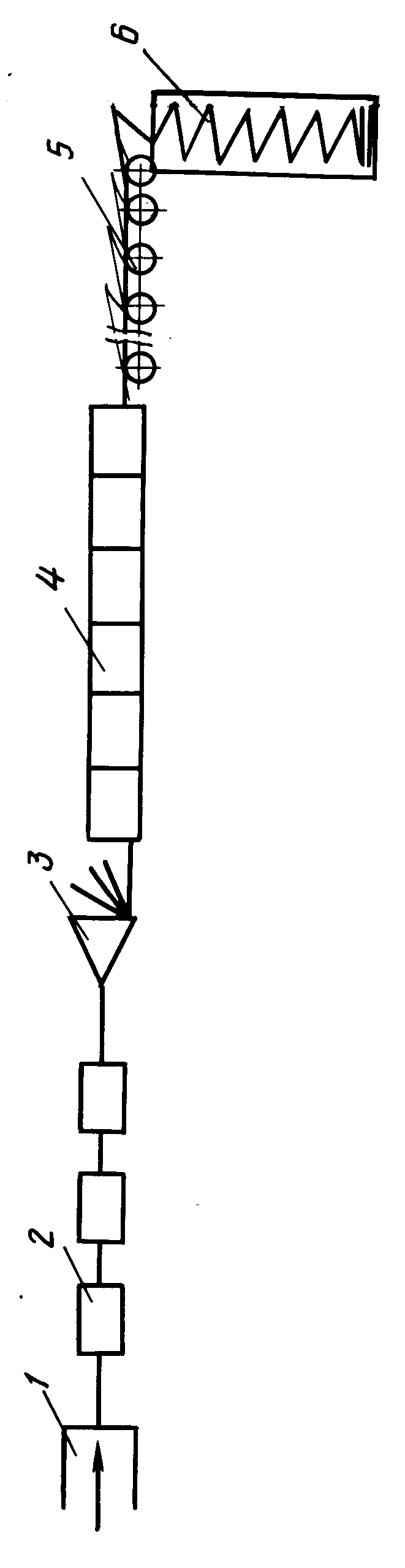
На чертеже представлена технологическая схема реализации предлагаемого способа.
Способ осуществляется следующим образом.
Катанку с температурой металла порядка 1000-1050оС из высокоуглеродистой стали марок 70-85 диаметром 5,5-10 мм, предназначенную для производства высокопрочной арматурной проволоки, получают из блока чистовых клетей 1 проволочного стана и пропускают через установку ускоренного охлаждения (линию водяного охлаждения 2), в которой охлаждают ее до температуры укладки tукл 680-950оС. С помощью виткоукладчика 3 формируют витки катанки и укладывают их в закрытую камеру 4 с температурой металла tукл. Охлаждение витков катанки в этой камере осуществляют продувкой газом, преимущественно воздухом или азотом, со скоростью охлаждения Vохл до температуры не выше 500оС. Окончательное охлаждение катанки до температуры цеха осуществляют в процессе транспортирования витков по транспортеру 5. Охлажденные витки собирают в мотки в виткосборник 6.
Охлаждение витков в закрытой камере 4 для каждого профилеразмера катанки ведут с регламентированной скоростью охлаждения Vохл, которую регулируют изменением скорости газового потока Vпот. При необходимости, в качестве дополнительного регулирующего скорость охлаждения Vохлфактора используют температуру укладки витков tукл в закрытую камеру 4. Скорость охлаждения катанки в закрытой камере устанавливают исходя из экспериментальной зависимости:
Vохл (0,017 Vпот 0,35) (0,047 tукл 2)х
х(0,461 + 0,202 dк 0,019 dк2), оС/с, где Vпот скорость газового потока, м/с;
tукл температура укладки, оС;
dк диаметр катанки, мм.
Выдерживая для каждого конкретного профилеразмера катанки заданную исходя из указанной зависимости скорость охлаждения, регулируемую путем изменения скорости газового потока и, при необходимости, температурой укладки витков в закрытую камеру, обеспечивается производство высокоуглеродистой катанки стали марок 70-85 с характеристиками механических свойств, требуемыми для производства высокопрочной арматурной проволоки, на стадии прокатного передела в процессе обработки катанки с прокатного нагрева, что расширяет технологические возможности этой обработки, упрощает технологический процесс подготовки катанки к переработке в метизных цехах, исключая необходимость патентирования катанки, что способствует сокращению материальных затрат на эту переработку и улучшает экологическое состояние метизных цехов.
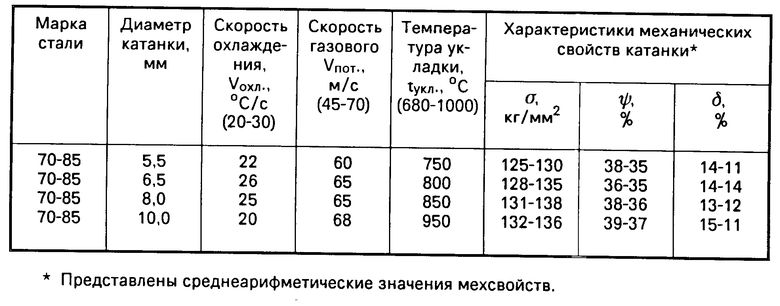
П р и м е р. Эксперименты по определению условий обработки катанки диаметром 5,5-10,0 мм из высокоуглеродистой стали марок 70-85 для производства высокопрочной арматурной проволоки выполнялись в прокатной лаборатории Института черной металлургии и на проволочном стане 150 Белорецкого меткомбината. Анализ результатов экспериментов показал, что требуемые прочность (σв 125-140 кг/мм2) и пластичность (Ψ= 35-40% и δ 11-15%), позволяющие устранить патентирование катанки этих марок стали диаметром 5,5-10,0 мм при ее дальнейшем переделе в высокопрочную арматурную проволоку, достигаются при скоростях охлаждения, находящихся в пределах 20-30оС/с. При меньших скоростях охлаждения прочность катанки снижается ( σв < 125 кг/мм2), поэтому не удается исключить патентирование. При больших скоростях охлаждения снижается пластичность катанки при волочении.
Исследования показали, что при охлаждении катанки диаметром 5,5-10,0 мм указанные скорости охлаждения обеспечиваются газовым потоком, имеющим в зависимости от диаметра катанки и температуры укладки витков в закрытую камеру скорость порядка 45-116 м/с. При меньших скоростях не достигается требуемая скорость охлаждения, а при скоростях газового потока, больших 70 м/с, на поверхности катанки образуется структура подкалки (сорбит отпуска), что пpиводит к повышенной ее обрывности при волочении.
На существующих проволочных станах с целью уменьшения количества окалины перед виткоукладчиком осуществляют ускоренное охлаждение катанки водой. Так как от температуры укладки tукл зависит требуемая для создания необходимой скорости охлаждения Vохл скорость обдува катанки газовым потоком Vпот, для получения требуемая свойств и структуры металла эта температура (tукл) должна устанавливаться таким образом, чтобы при заданном, конкретном диаметре катанки скорость газового потока Vпот находилась в пределах 45-70 м/с (не превышала 70 м/с), а скорость охлаждения Vохл в пределах 20-30оС/с. Таким образом, учитывая, что диаметр катанки dк заданный параметр; скорость потока Vпот регулирующий параметр, а скорость охлаждения Vохл регулируемый параметр, а также то, что регулирование скорости охлаждения только скоростью потока не обеспечивает получение катанки с требуемыми свойствами и структурой, введение дополнительного регулирующего скорость охлаждения параметра температуры укладки tукл позволяет получить катанку с требуемыми свойствами и структурой.
Так, для катанки диаметром 10 мм минимальная температура укладки составляет 870оС. При tукл < 870оС для получения скорости охлаждения Vохл 20оС/с необходимо создание газового потока со скоростью Vпот > 70 м/с, что приведет к повышению обрывности катанки при волочении из-за образования структуры подкалки на поверхности катанки. С уменьшением диаметра катанки допускается ускоренное охлаждение ее водой до более низких температур.
Данные экспериментов были обработаны с помощью средств вычислительной техники, в результате чего была получена зависимость, определяющая условия реализации заявляемого способа обработки высокоуглеродистой катанки с прокатного нагрева для производства высокопрочной арматурной проволоки. Указанная зависимость охватывает размерный сортамент современных проволочных станов и учитывает возможности технологического оборудования этих станов.
В таблице представлен пример конкретной реализации заявляемого способа для размеров катанки сортамента современного проволочного стана.
Реализация предлагаемого способа в условиях, например, стана 150 Белорецкого металлургического комбината за счет регламентирования скорости охлаждения высокоуглеродистой катанки размерного сортамента проволочного стана в процессе ее обpаботки с прокатного нагрева с использованием двух регулирующих факторов: скорости потока и температуры укладки, позволяет получить подкат (катанку) для производства высокопрочной арматурной проволоки без патентирования, что упрощает процесс ее переработки в метизных цехах и улучшает его экологическое состояние. Кроме того, расширяются технологические возможности проволочных станов за счет получения указанной продукции в прокатном переделе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЧАСТОК ОХЛАЖДЕНИЯ КАТАНКИ | 1994 |
|
RU2116849C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2496888C1 |
| Устройство для охлаждения катанки | 1989 |
|
SU1740458A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ВЫСОКОПРОЧНОЙ НАНОСТРУКТУРИРОВАННОЙ АРМАТУРЫ | 2011 |
|
RU2471004C1 |
| Устройство для охлаждения катанки | 1987 |
|
SU1458049A1 |
| ИЧМ-способ термической обработки катанки с прокатного нагрева | 1986 |
|
SU1421773A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ КАТАНКИ | 2008 |
|
RU2389802C2 |
| Способ эксплуатации укладочной трубы проволочной моталки | 1989 |
|
SU1801039A3 |
| Способ прокатки коррозионностойких сталей мартенситно-ферритного класса | 1990 |
|
SU1785448A3 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СТАЛЬНОГО ПРОКАТА В МОТКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2330735C1 |
Использование: изобретение относится к способам обработки катанки с прокатного нагрева в потоке стана и может быть использовано на непрерывных проволочных станах некоторого размерного сортамента. Сущность: катанку с температурой металла 1000-1050°С из высокоуглеродистой стали марок 70-85 диаметром 5,5-10 мм, предназначенную для производства высокопрочной арматурной проволоки, получают из блока чистовых клетей проволочного стана и пропускают через установку ускоренного охлаждения (линию водяного охлаждения), в которой охлаждают ее до температуры укладки tукл=60-950°C с помощью виткоукладчика формируют витки катанки и укладывают их в закрытую камеру с температурой металла tукл. Охлаждение витков катанки в этой камере осуществляют продувкой газом со скоростью охлаждения vохл до температуры не выше 500°С. Окончательное охлаждение катанки до температуры цеха осуществляют в процессе транспортирования витков по транспортеру. Охлажденные витки собирают в мотки в витко-сборник. Охлаждение витков в закрытой камере для каждого профилеразмера катанки ведут с регламентированной скоростью охлаждения vохл , которую регулируют изменением скорости газового потока vпот. При необходимости в качестве дополнительного регулирующего фактора используют температуру укладки витков tукл в закрытую камеру. Скорость охлаждения катанки в закрытой камере устанавливают исходя из экспериментальной зависимости: (vохл=(0,01пот-0,35)(0,047tукл-2)(0,461+0,202dк-0,019d
СПОСОБ ОБРАБОТКИ ВЫСОКОУГЛЕРОДИСТОЙ КАТАНКИ С ПРОКАТНОГО НАГРЕВА, включающий ускоренное охлаждение катанки перед виткоукладчиком, укладку витков в закрытую камеру, охлаждение витков в этой камере до заданной температуры продувкой газом с заданной скоростью охлаждения и окончательное охлаждение до цеховой температуры, отличающийся тем, что охлаждение продувкой газом ведут до температуры не выше 500oС со скоростью охлаждения, устанавливаемой из зависимости
vохл.= (0,17 vпот-0,35) (0,047tукл.-2) (0,461+0,202dк-0,019d
где Uпот скорость газового потока, м/с;
tукл температура металла при укладке витков, oС;
dк диаметр катанки, мм.
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
