Изобретение относится к прокатному производству, я именно к конструкциям транспортеров для охлаждения катанки, и может быть использовано ни современных проволочных станах.
Целью изобретения является упрощение конструкции и уменьшение ее металлоемкости.
На чертеже изображена схема устройства для охлаждения катанки, вид в плайе.
Устройство для охлаждения катанки на транспортере содержит укладчик витков I, транспортер 2 витков и неприводные направляющие вертикальные ролики 3, установленные на осях 4 вращения по бокам транспортера 2 таким образом, что расстояние между проекциями осей 4 вращения роликов 3 на плоскость, перпендикулярную линии транспортирования, гарантированно меньше суммы диаметров: диаметра витка катанки, уложенной в виде плоской спирали, сформированной витко- укладчиком 1, и диаметра роликов 3, Учитывая то, что интенсивность понижения температуры витков катанки в головной части транспортера 2 витков выше, чем в хвостовой, неприводные направляющие вертикальные ролики 3 размещены вдоль линии транспортирования с дифференцированным шагом (,t :-f,;b а именно, таким образом, что проекция оси 4 каждого последуюв1его в направлении транспортирования витков ролика 3, начиная с третьего, на вертикальную плоскость, параллельную оси транспор
тера 2 витков, отстоит от проекции оси 4 предыдущего ролика 3 на расстоянии, равном 1,1-1,5 расстояния между проекциями осей 4 предыдущей пары роликов 3. Таким образом,плотность размещения роликов 3 по длине транспортера 2 витков, начиная от головной его части, постоянно снижается,
Диапазон изменения (увеличения) величины щага между осями роликов 3 вдоль линии транспортирования от головной части транспортера 2 к хвостовой выбран из условия обеспечения требуемой равномерности температуры
0
5
0
5
0
5
Q
го последующего ролика 3, начиная с третьего, на вертикальную плоскость, параллельную оси транспортера 2 витков, отстояла от проекции оси 4 предыдущего ролика 3 на расстоянии, больщем 1,5 расстояния между проекциями осей 4 предьщущей пары роликов 3, то не будет обеспечено равномерное охлаждение катанки по длине,так как время контакта смежных иитков катанки друг с другом в каких-то исходных точках будет весьма продолжительным, при зтом разница температур катанки на свободной поверхности и в точках контакта витков достигает з начительной величины, и при последующих изменениях точек контакта витков не представляется возможным обеспечить необходимое уменьшение ее. Установка каждого последующего ролика 3, начиная с третьего, таким образом, чтобы проекция его оси 4 на вертикальную плоскость,параллельную оси транспортера 2 витков, отстояла от проекции оси 4 предыдущего ролика 3 на расстоянии, меньщем 1,1 расстояния между проекциями осей 4 предыдущей пары роликов 3, приведет к увеличению количества используемых роликов, т,е. необоснованному усложнению и удорожанию конструкции, а также повыщению ее металлоемкости.
Минимальное значение перепада температур катанки на свободной поверхности и в точках контакта витков, оказывающее заметное влияние на стабильность механических свойств по длине бунта, составляет .
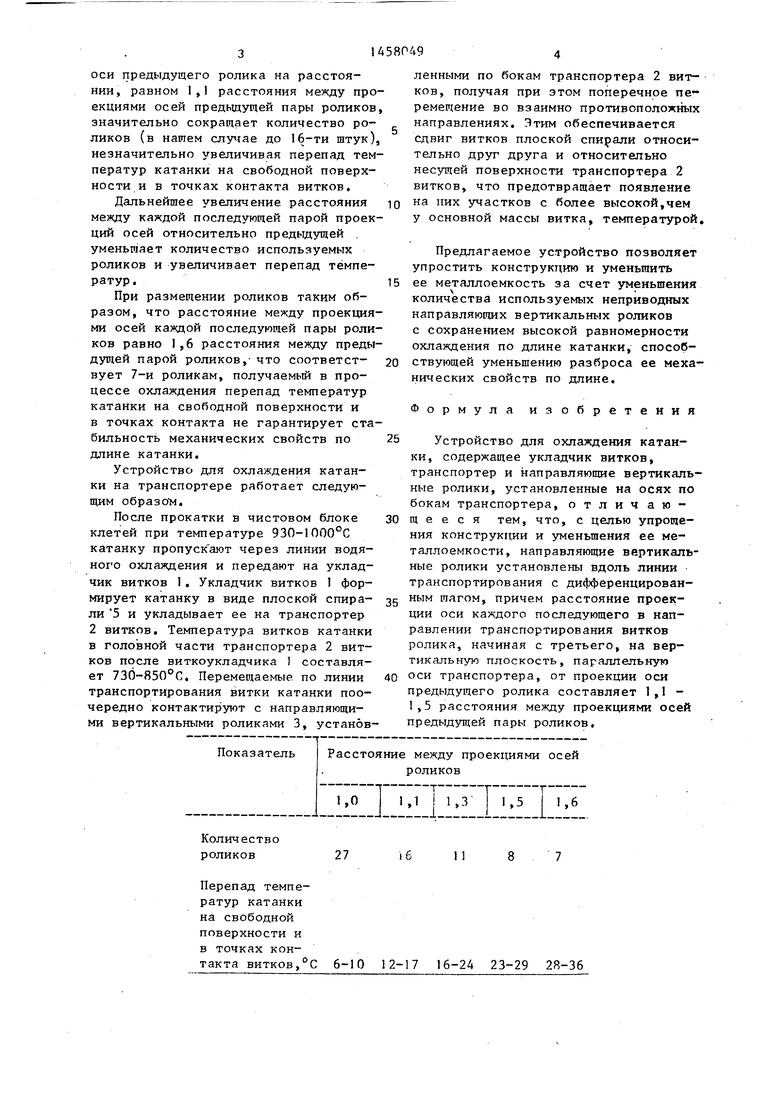
В таблице приведены данные, характеризующие работу устройства в пределах заявляемого диапазона расстояний между осями роликов и за его границами для проволочного стана 150 БМК, оборудованного транспортером витков- длиной 54 м.
Из таблицы видно, что при неизменном расстоянии между проекциями осей роликов достигаются наилучшие условия охлаждения витков катанки, однако для этого необходимо использ.ова- ние 27-и нелриводных направляющих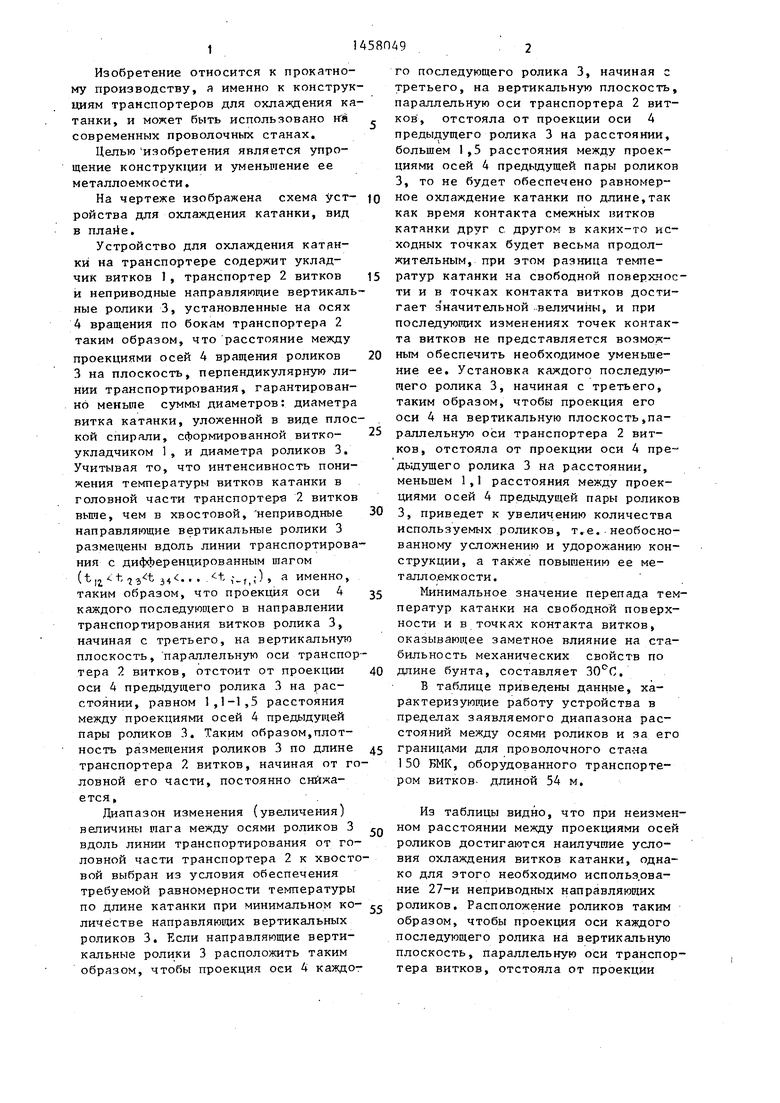
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения катанки | 1986 |
|
SU1355637A1 |
| Устройство для охлаждения катанки | 1989 |
|
SU1740458A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Линия для лакирования и сушки щитовых изделий | 1979 |
|
SU856581A1 |
| ИЧМ-способ термической обработки катанки с прокатного нагрева | 1986 |
|
SU1421773A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ПОЛОСЫ ПО ОСИ АГРЕГАТА | 2010 |
|
RU2423198C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПОЛОСЫ | 2012 |
|
RU2499642C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОУГЛЕРОДИСТОЙ КАТАНКИ С ПРОКАТНОГО НАГРЕВА | 1992 |
|
RU2044073C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПОЛОСЫ | 2012 |
|
RU2499645C1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2384377C1 |
Изобретение относится к прокатному производству, а именно к конструкциям транспортеров Для охлаждения катанки и может быть использовано на современных проволочных станях. Цель изобретения - упрощение конструкции и уменьшение ее металлоемкости. Сущность изобретения заключается в сокращении числа элементов конструкции (количества роликов) при сохранении ее полезных качеств. Устройство содержит укладчик витков, транспортер 2 витков, направлякицие вертикальные неприводные ролики 3, установленные на осях 4 вдоль линии транспортирования с дифференцированным шагом, а именно таким образом, чтобы проекция оси 4 казвдого последующего в направлении транспортирования витков ролика 3, начиная с третьего, на вертикальную плоскость, параллель ную оси транспортера 2 витков, отстояла от проекции оси пре-ь дьщущего ролика на расстояние, равное 1,1...1,5 расстояния между проекциями осей предыдущей пары роликов. 1 ил., I табл. (Л СП 00 QD
по длине катанки при минимальном ко- роликов. Расположение роликов таким
личёстве направляющих вертикальных роликов 3. Если направляющие вертикальные ролики 3 расположить таким образом, чтобы проекция оси 4 каждообразом, чтобы проекция оси каждого последующего ролика на вертикальную плоскость, параллельную оси транспортера витков, отстояла от проекции
оси предыдущего ролика на расстоянии, равном 1, расстояния между проекциями осей предьщущей пары роликов, значительно сокращает количество роликов (в нашем случае до 16-ти штук), незначительно увеличивая перепад температур катанки на свободной поверхности и в точках контакта витков.
Дальнейшее увеличение расстояния между каждой последующей парой проекций осей относительно предыдущей . умены11ает количество используемых роликов и увеличивает перепад температур.
При размещении роликов таким образом, что расстояние между проекциями осей каждой последующей пары роликов равно 1,6 расстояния между преды- дув1ей парой роликов,- что соответст- вует 7-и роликам, получаемый в процессе охлаждения перепад температур катанки на свободной поверхности и в точках контакта не гарантирует стабильность механических свойств по длине катанки.
Устройство для охлаждения катанки на транспортере работает следующим образ о м.
После прокатки в чистовом блоке клетей при температуре 930-1000°С катанку пропуск ают через линии водяного охлаждения и передают на укладчик витков 1. Укладчик витков 1 формирует катанку в виде плоской спирали 5 и укладывает ее на транспортер 2 витков. Температура витков катанки в головной части транспортера 2 витков после виткоукладчика 1 составляет УЗО-ЯЗО С. Перемепдаемые по линии транспортирования витки катанки поочередно контактируют с направляющими вертикальными роликами 3, установ5
0
ленными по бокам транспортера 2 витков, получая при этом поперечное перемещение во взаимно противоположных направлениях. Этим обеспечивается сдвиг витков плоской спирали относительно друг друга и относительно несущей поверхности транспортера 2 витков, что предотвращает появление на них участков с более высокой,чем у основной массы витка, температурой.
Предлагаемое устройство позволяет упростить конструкцию и уменьшить ее металлоемкость за счет уменьшения количества используемых неприводных направляющих вертикальных роликов с сохранением высокой равномерности охлаждения по длине катанки, способствующей уменьшению разброса ее механических свойств по длине.
Формула изобретения
Устройство для охлаждения катанки, содержащее укладчик витков, транспортер и направляющие вертикальные ролики, установленные на осях по бокам транспортера, отличающееся тем, что, с целью упрощения конструкции и уменьшения ее металлоемкости, направляющие вертикальные ролики установлены вдоль линии транспортирования с дифференцирован5 ным шагом, причем расстояние проекции оси каждого последующего в направлении транспортирования витков ролика, начиная с третьего, на вертикальную плоскость, параллельную
0 оси транспортера, от проекции оси предыдущего ролика составляет 1,1 - 1,5 расстояния между проекциями осей предыдущей пары роликов.
5
0
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Устройство для охлаждения катанки | 1986 |
|
SU1355637A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
