Изобретение относится к черной металлургии, а именно к производству сталей и способу производства из них игольной проволоки.
Известна сталь, содержащая компоненты, мас.
Углерод 0,95 1,10
Марганец 0,15 0,40
Кремний 0,15 0,35
Хром 1,30 1,65
Никель Не более 0,35
Медь Не более 0,30
Сера Не более 0,030
Фосфор Не более 0,030
Железо Остальное
Такая сталь имеет высокую твердость, прокаливаемость, но при этом обладает низкими пластическими характеристиками. Большие значения в составе хрома, серы, фосфора приводят к получению при выплавке стали крупных неметаллических включений, которые дополнительно способствуют уменьшению пластических свойств и ухудшают макро- и микроструктуру материала.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является сталь У10А, содержащая компоненты, мас.
Углерод 0,96 1,03
Кремний 0,17 0,33
Марганец 0,17 0,28
Сера Не более 0,018
Фосфор Не более 0,025
Хром Не более 0,20
Никель Не более 0,20
Готовая проволока имела механические свойства: σв 700 740 н/мм2, δ до 10% В процессе изготовления игл количество брака на основных формообразующих операциях (редуцирование, штамповка ушка, фрезерование) достигало 30 45%
Недостатком известного способа является то, что хотя относительное удлинение и достигает величины 10% но в большинстве случаев получается менее 8% которое недостаточно при изготовлении игл. Повышение температуры отжига до 710оС повышает относительное удлинение (пластичность металла), брак при резании и обработке давлением игл снижается.
Цель изобретения повышение качества и пластических свойств стали, снижение брака при изготовлении игл.
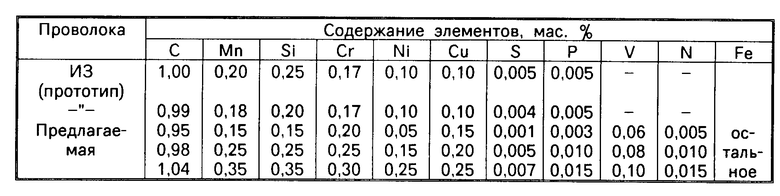
Цель достигается тем, что в предлагаемую сталь для игольной проволоки, содержащую углерод, марганец, кремний, хром, никель, медь, серу, фосфор, железо, дополнительно введены ванадий и азот при следующем соотношении компонентов, мас. углерод 0,95 1,04; марганец 0,15 0,35; кремний 0,15 0,35; хром 0,20 0,30; никель 0,05 0,25; медь 0,15 0,25; сера 0,001 0,007; фосфор 0,003 0,015; ванадий 0,06 0,10; азот 0,005 0,015; железо остальное.
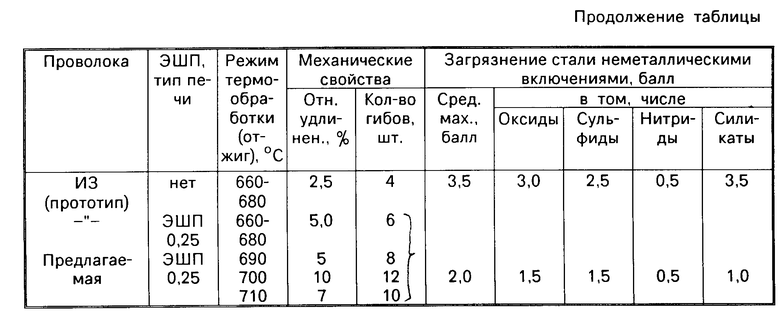
Способ производства стали для игольной проволоки, включающий производство стали электрошлаковым переплавом, горячую прокатку слитков на катанку, травление, холодное волочение, патентирование, отжиг, калибровку, отличается тем, что отжиг проволоки передельного размера перед калибровкой проводят при температуре 690 710оС.
Ввод в состав предлагаемой стали ванадия и азота приводит к повышению механических и пластических свойств. Содержание ванадия в пределах 0,06 0,10% обусловлено предельными содержаниями азота 0,005 0,015% Содержание азота менее 0,005% не оказывает достаточного влияния на свойства, а выше 0,015% приводит к пораженности стали газовыми порами. Легирование стали азотом позволяет одновременно повышать прочностные и пластические характеристики. Хром и ванадий обеспечивают повышение механических свойств. Повышением температуры отжига стали до величин 690 710оС (против 660 680оС) достигается увеличение пластических характеристик ее.
Карбидообразующие элементы и легирующие примеси значительно повышают температуру начала рекристаллизации стали. Для обеспечения высоких пластических свойств рекристаллизационный отжиг легированных сталей проводится при температуре 690 710оС. Пределы температуры отжига проволоки передельного размера перед калибровкой обусловлены химическим составом стали.
Электрошлаковый переплав обеспечивает рафинирование стали от неметаллических включений и по сравнению с другими способами внепечной обработки позволяет управлять кристаллизационной структурой слитка. Уменьшается ликвация элементов в макрообъемах, получается более равномерная литая структура и снижается анизотропия свойств металла. Эти факторы усиливают эффект микролегирования стали карбидо- и нитридообразующими элементами.
Разработку состава стали производили в лабораторных условиях, а технологию окончательной термообработки в промышленных условиях. Металл по прототипу и предлагаемого состава выплавляли в индукционной печи и разливали в слиток-электрод массой 120-150 кг. Опытный металл подвергали электрошлаковому переплаву под флюсом 50% АНФ-6 + 50% АН-295. Затем слитки ЭШП и слитки-электроды прокатывали на горячекатаную заготовку D 7,0 мм, из которой волочением получали калиброванную игольную проволоку диаметром 1,08 мм. Характеристики металла определяли на проволочных образцах.
П р и м е р. Выплавку стали производили в дуговой электросталеплавильной печи емкостью 25 т методом полного окисления углерода продувкой газообразным кислородом. Металл перед выпуском легировали хромом, ванадием и азотом (на 0,005% азота азотированными ферросплавами хрома и ванадия). Марочное содержание никеля и меди обеспечивали содержанием их в исходной шихте. Плавку разливали на машине полунепрерывной разливки стали в электроды сечением 370 х 370 мм2, длиной 7500 мм. Электроды затем переплавляли на установках ЭШП ОКБ-1155А под смесью флюсов АНФ-6 и АН-295 (по 50% каждого). Сила тока 12-18 кА, напряжение 50-60 В, мощность 600-900 кВА, скорость переплава 900 кг/ч, продолжительность плавки 3,5-4,2 ч, масса слитка 3,5 т. Управление процессом переплава производили по программе вычислительным комплексом. Слитки ЭШП на обжимном стане "850" горячей прокатки прокатывали в квадратную заготовку со стороной 100 мм и длиной 6000 мм. Нагрев слитков для прокатки производили в методической печи, отапливаемой газом. Время нагрева 6-8 ч, температура нагрева 1180-1200оС. Затем заготовку 100 х 100 мм на 20-клетьевом непрерывном стане "250" прокатывали на катанку диаметром 6,5 мм. Заготовки перед прокаткой нагревались до температуры 1180 1200оС в камерной печи с шагающим подом за 2 -3 ч. Катанку после травления подвергали холодному волочению по маршрутам: 6,5 6,1 4,2 2,35 1,06.
В предельных размерах 6,1 и 1,06 проволока подвергалась отжигу, а в размерах 4,2 и 2,35 патентированию с температурой аустенизации 970 990оС и температурой изотермического распада 550 590оС. Смягчающий отжиг в размере 6,1 проводился при температуре 660 680оС, а в размере 1,06 690-710оС. После отжига и травления проволока с размера 1,06 калибровалась на готовую продукцию диаметром 1,0 мм. В таблице приведены химический состав и качество известной и предлагаемой стали.
Как следует из таблицы, предлагаемый способ производства стали оказывает существенное влияние на пластические характеристики. Относительное удлинение повышается с 2,5 5,0% до 5 10% количество гибов с 4 6 до 8 12.
Контрольные технологические и эксплуатационные производственные испытания проволоки и швейных игл показали, что разброс мотка проволоки по временному сопротивлению разрыву не превышает 5 кгс/мм2, относительное удлинение составляет не ниже 10% Выход годной продукции увеличился на 20% а эксплуатационная стойкость игл возросла в 1,4 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595305C1 |
| СОСТАВ ПРОВОЛОКИ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2010 |
|
RU2437746C1 |
| КОРРОЗИОННО-СТОЙКАЯ ЛЕГИРОВАННАЯ НЕЙТРОННО-ПОГЛОЩАЮЩАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ЧЕХЛОВЫХ ТРУБ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ И ТРАНСПОРТИРОВКИ ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2519064C1 |
| МАЛОАКТИВИРУЕМЫЙ РАДИАЦИОННОСТОЙКИЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2002 |
|
RU2212323C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ИЗ НИЗКОУГЛЕРОДИСТОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2477334C1 |
| ДИНАМИЧЕСКИ СТОЙКАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2460823C1 |
| Сварочная проволока с высоким содержанием азота | 2021 |
|
RU2768949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
| ЖАРОПРОЧНАЯ СТАЛЬ | 2010 |
|
RU2425172C1 |
| Сталь | 1981 |
|
SU990861A1 |
Использование: для производства стали и производства из нее игольной проволоки. Сталь для игольной проволоки содержит, мас. углерод 0,95 1,04; марганец 0,15 0,35; кремний 0,15 0,35; хром 0,20 0,30; никель 0,05 - 0,25; медь 0,15 0,25; сера 0,001 0,007; фосфор 0,003 0,015; ванадий 0,06 0,10; азот 0,005 0,015; железо остальное. Способ производства стали для игольной проволоки включает выплавку стали, разливку, горячую прокатку слитка, волочение проволоки, термическую обработку. Сталь для игольной проволоки переплавляют электрошлаковым переплавом. Отжиг проволоки передельного размера перед окончательным калибрующим обжатием проводят при 690 710°С. 2 с.п. ф-лы, 1 табл.
Углерод 0,95 1,04
Марганец 0,15 0,35
Кремний 0,15 0,35
Хром 0,20 0,30
Никель 0,05 0,25
Медь 0,15 0,25
Сера 0,001 0,007
Фосфор 0,003 0,015
Ванадий 0,06 0,10
Азот 0,005 0,015
Железо Остальное
2. Способ производства стали для игольной проволоки, включающий производство стали электрошлаковым переплавом, горячую прокатку слитка на катанку, травление, холодное волочение, патентирование, отжиг, калибровку, отличающийся тем, что отжиг проволоки передельного размера перед калибровкой проводят при 690 710oС.
| Юхвец И.А | |||
| Производство высокопрочной проволочной арматуры | |||
| М.: Металлургия, 1973, с.33, 38, 40, 47, 48, 58, 61-66, 133, 134. |
