Изобретение относится к области производства сварочных материалов, используемых в ядерной энергетике, в частности для выполнения сварных соединений корпусов реакторов из малоактивируемой радиационностойкой стали марки 15Х2В2ФА [1].
В отечественной энергетической промышленности для сварки стали марки 15Х2МФА широко используется сварочная проволока марки Св-10ХМФТУ [2], содержащая, мас.%:
Углерод - 0,07 - 0,12
Кремний - 0,17 - 0,35
Марганец - 0,4 - 0,7
Хром - 1,4 - 1,8
Ванадий - 0,20 - 0,35
Молибден - 0,4 - 0,6
Никель - Не более 0,3
Титан - 0,05 - 0,12
Сера - Не более 0,010
Фосфор - Не более 0,012
Медь - Не более 0,1
Азот - Не более 0,012
Железо - Остальное
Применение указанной сварочной проволоки при выполнении автоматической сварки под флюсом марки АН-42 или ручной дуговой сварки электродами на базе с указанной маркой сварочной проволоки обеспечивает высокие показатели прочностных и пластических характеристик металла шва после термической обработки. Однако в результате нейтронного облучения металл шва, выполненный указанным сварочным материалом, обладает высоким уровнем наведенной радиоактивности и длительным спадом ее после нейтронной экспозиции. Кроме того, металл шва имеет критическую температуру хрупкости выше критической температуры хрупкости малоактивируемого основного металла и составляет ≤20oС.
Наиболее близкой к заявляемой композиции по назначению и составу является сварочная проволока марки OK Autrod 13.20 SC [3], содержащая, мас.%:
Углерод - 0,096
Кремний - 0,15
Марганец - 0,6
Хром - 2,32
Ванадий - 0,008
Молибден - 1,04
Никель - 0,05
Олово - 0,006
Сурьма - 0,001
Титан - 0,002
Сера - 0,004
Фосфор - 0,006
Медь - 0,21
Ниобий - 0,006
Мышьяк - 0,005
Железо - Остальное
Основным недостатком указанных сварочных материалов является высокая активируемость металла шва в поле нейтронного излучения за счет ядерных реакций на Ni, Мо, Сu, Nb и др. элементах с образованием долгоживущих радиоактивных изотопов, являющихся источником жесткого γ-излучения. Это приводит к ухудшению радиационной обстановки, делает чрезвычайно трудоемким проведение ремонтных работ сварных швов в процессе эксплуатации реакторного оборудования, создает серьезные проблемы при захоронении и утилизации отработавших свой срок сварных крупногабаритных конструкций атомной энергетики.
Применение зарубежного сварочного материала при выполнении автоматической сварки под флюсом марки ОК 10.63 обеспечивает высокие прочностные характеристики, высокое сопротивление хрупкому разрушению металла шва до облучения [3]. Однако металл указанного состава обладает высоким уровнем наведенной радиоактивности и низким спадом ее после нейтронной экспозиции.
Задачей изобретения является создание сварочного материала, обладающего пониженным уровнем наведенной активности и более быстрым ее спадом после нейтронной экспозиции, а также более высоким сопротивлением хрупкому разрушению металла шва, в том числе после нейтронного облучения при сохранении высокого уровня прочностных и пластических свойств.
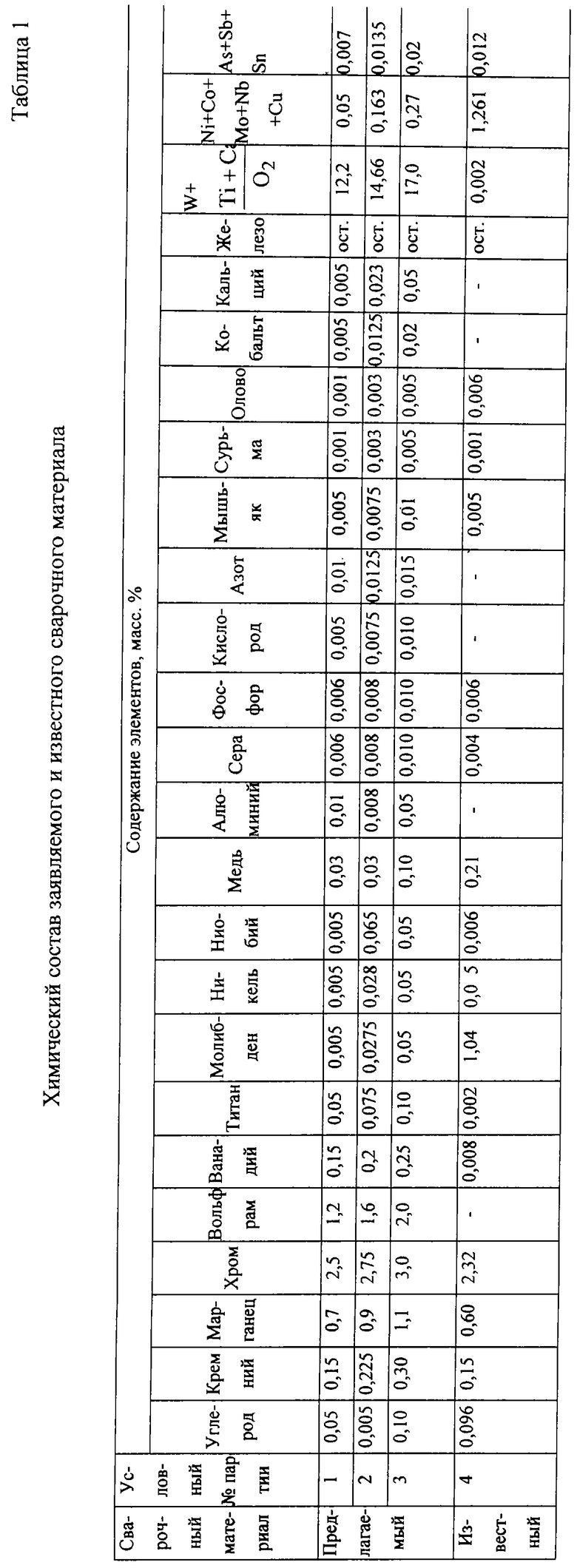
Поставленная задача достигается тем, что сварочный материал, содержащий углерод, кремний, марганец, хром, молибден, медь, ниобий, никель, ванадий, титан серу, фосфор, мышьяк, олово, сурьму и железо дополнительно содержит вольфрам, кальций, кобальт, алюминий, кислород, азот при следующем соотношении компонентов, мас.%:
Углерод - 0,05 - 0,10
Кремний - 0,15 - 0,30
Марганец - 0,7 - 1,1
Хром - 2,5 - 3,0
Ванадий - 0,15 - 0,25
Вольфрам - 1,2 - 2,0
Молибден - 0,005 - 0,05
Никель - 0,005 - 0,05
Кобальт - 0,005 - 0,02
Медь - 0,03 - 0,10
Алюминий - 0,01 - 0,05
Ниобий - 0,005 - 0,05
Титан - 0,05 - 0,10
Азот - 0,01 - 0,015
Кислород - 0,005 - 0,01
Сера - 0,006 - 0,01
Фосфор - 0,006 - 0,01
Мышьяк - 0,005 - 0,01
Олово - 0,001 - 0,005
Сурьма - 0,001 - 0,005
Кальций - 0,005 - 0,05
Железо - Остальное
При суммарном содержании Ni, Mo, Nb, Сu, Со не более 0,27, суммарном содержании As, Sb, Sn, не более 0,02, отношение 
За счет введения в сварочный материал вольфрама в пределах 1,2-2,0% при одновременном регламентировании суммарного содержания никеля, ниобия, молибдена, меди и кобальта до 0,27 массовых процентов достигается уменьшение активируемости под действием нейтронного облучения и увеличивается скорость спада наведенной активности.
При введении в сварочный материал вольфрама и кальция, увеличении содержания титана и регламентировании содержания кислорода при суммарном содержании указанных элементов  в пределах от 12,2 до 17,0 обеспечивается резкое повышение сопротивления хрупкому разрушению металла шва, сдвиг критической температуры хрупкости в область отрицательных температур.
в пределах от 12,2 до 17,0 обеспечивается резкое повышение сопротивления хрупкому разрушению металла шва, сдвиг критической температуры хрупкости в область отрицательных температур.
Введение вольфрама в пределах 1,2-2,0% обеспечивает металлу шва меньшую активируемость под действием нейтронного облучения и более быстрый ее спад во времени после окончания нейтронной экспозиции благодаря меньшему эффективному сечению взаимодействия нейтронов с ядрами вольфрама и меньшему периоду полураспада образовавшихся под облучением изотопов вольфрама, соответственно.
При этом не снижается уровень механических свойств металла шва при использовании заявляемого сварочного материала в сравнении с известным (см. табл. 3). Нижний предел содержания вольфрама определяется необходимостью обеспечения требуемых прочностных характеристик металла шва. Ограничение вольфрама по верхнему пределу обусловлено необходимостью обеспечения высокого сопротивления хрупкому разрушению металла шва.
Увеличение содержания сильного раскислителя металла - титана - в сварочной проволоке до 0,10% способствует повышению сопротивления хрупкому разрушению металла шва за счет связывания при сварке в расплавленном металле кислорода и измельчению зерна в структуре.
Регламентированное содержание кислорода в пределах (0,005-0,01)%, азота (0,01-0,015)%, а также алюминия (0,01-0,05)% способствует повышению сопротивления хрупкому разрушению металла шва за счет снижения содержания в нем неметаллических включений типа окислов и нитридов и др.
Введение в сварочный материал кальция до 0,05% способствует глобулизации карбидов, обеспечивая повышение сопротивления хрупкому разрушению металла шва.
Повышение верхнего предела содержания в проволоке хрома до 3,0% необходимо с целью обеспечения требуемых прочностных характеристик и стойкости против теплового охрупчивания металла шва в процессе эксплуатации за счет оптимального содержания хрома в металле шва, с учетом выполнения многопроходных швов сечением до 200-250 мм корпусов реакторов автоматической сваркой проволокой под флюсом.
Ограничение содержания в проволоке меди до 0,10% обеспечивает более высокую радиационную стойкость металла шва в процессе эксплуатации.
В ЦНИИ КМ "Прометей" произведена выплавка в 100-килограммовой открытой индукционной печи трех плавок стали для сварочной проволоки заявляемого состава. Выплавка стали производилась на чистых шихтовых материалах известного состава с промывкой печи до требуемой чистоты металла по содержанию никеля, молибдена, ниобия, меди, серы и фосфора. Разливку стали производили в слитки весом 25 кг.
Слитки после обдирки проковывали на заготовки размером 16•16 мм с дальнейшим изготовлением катанки диаметром 6 мм и волочением ее на сварочную проволоку диаметром 4 мм.
Для исследования свойств металла шва изготавливали 3 партии электродов (марки 48Н-38Ф) на базе выплавленной сварочной проволоки с использованием традиционного покрытия электродов типа УОНИИ 13/45А.
Образцы для исследования изготавливали из технологических сварных проб, выполненных с использованием указанных электродов. Наплавку производили ручным дуговым способом электродами диаметром 4 мм на сварочном токе Iсв= 140-160 А.
Для исследования механических свойств металла шва изготавливали образцы на статическое растяжение диаметром 3 мм и длиной 15 мм, а также призматические образцы размером 5•5•27,5 мм с острым надрезом для испытаний на ударный изгиб.
В качестве известного сварочного материала была выбрана зарубежная проволока марки ОК 13,20 и сварочные электроды на ее основе (партия 4).
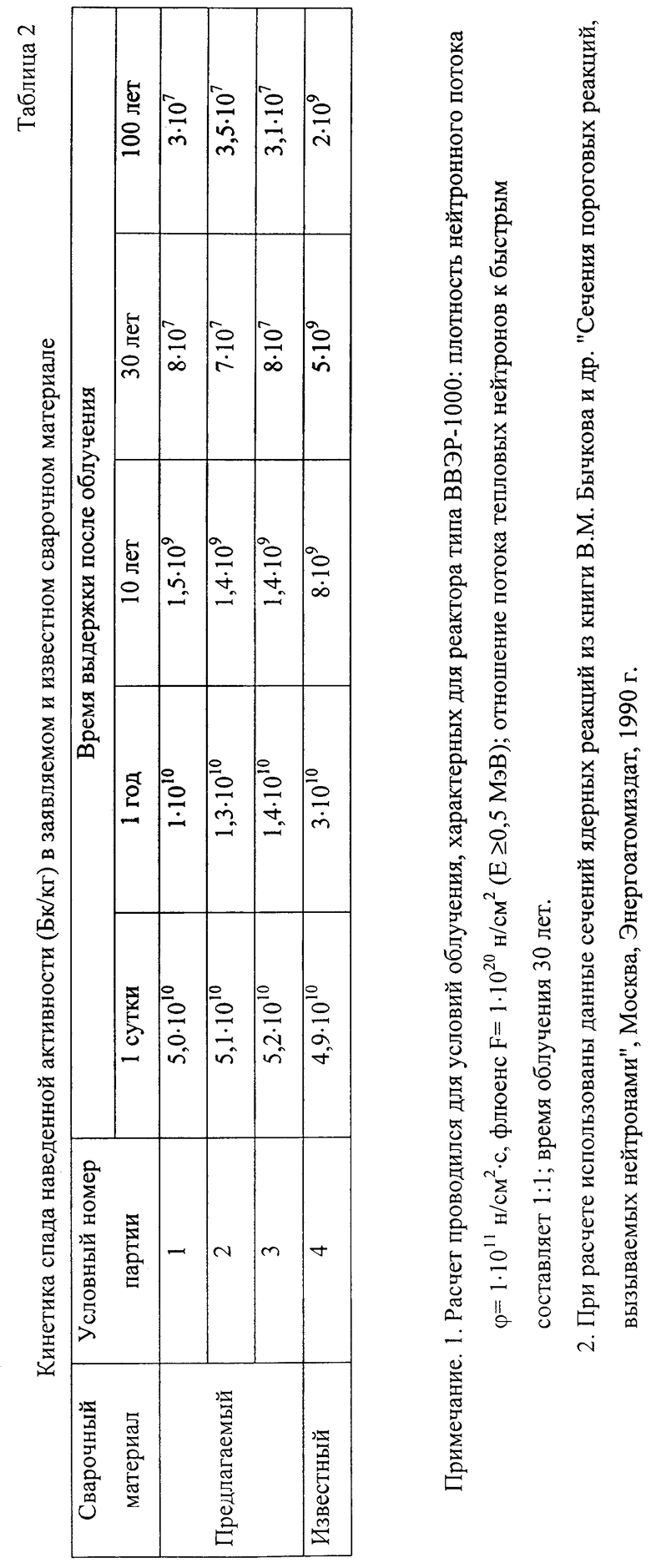
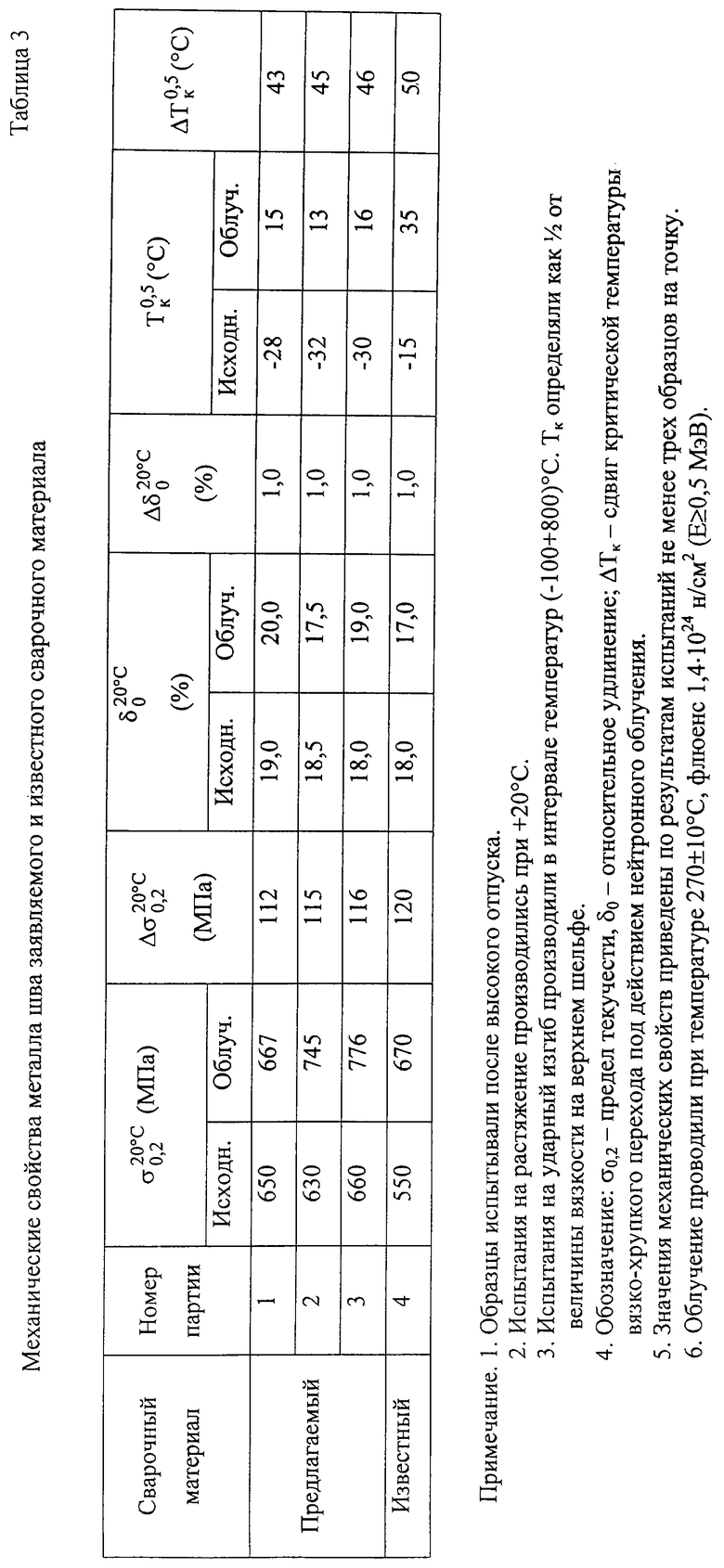
Нейтронное облучение образцов заявляемого и известного сварочного материала производилось в активной зоне исследовательского реактора при температуре 270±10oС флюенсом 1,4•1024 нейтр/м2 (Е≥0,5 МэВ). Испытание на растяжение проводились на установке УМД-10 на воздухе при скорости деформации 3•10-3 с-1. Ударные испытания проводились на копре типа 2121КМ-0,5 с максимальной энергией удара 50 Дж.
Химический состав заявляемого и известного сварочного материала приведен в табл. 1, результаты расчета кинетики спада наведенной активности в рассматриваемых материалах - в табл. 2 и результаты испытаний механических свойств - в табл. 3.
Данные расчета кинетики спада наведенной активности в сварочных материалах после предполагаемого облучения в реакторе типа ВВЭР-1000 в течение 30 лет и последующей выдержки до 100 лет свидетельствуют о преимуществе заявляемого сварочного материала, особенно заметной после выдержки свыше 10 лет (табл. 2).
Результаты испытаний механических свойств (табл. 3) подтверждают преимущества описываемого сварочного материала перед известным в отношении меньшей склонности к радиационному охрупчиванию металла шва, определяемому меньшей величиной сдвига критической температуры хрупкости после облучения.
Ожидаемый технико-экономический эффект, обусловленный более быстрым спадом наведенной активности и меньшей склонностью к радиационному охрупчиванию, выразится в увеличении надежности, безопасной эксплуатации и срока службы сварных соединений, а также в повышении экологической чистоты за счет снижения загрязнения окружающей среды в период эксплуатации и после ее завершения атомных энергетических установок нового поколения из малоактивируемых конструкционных материалов.
ЛИТЕРАТУРА
1. Патент РФ 2135623.
2. ПНАЭГ-7-009-89 "Оборудование и трубопроводы энергетических установок. Сварка и наплавка. Основные положения".
3. Каталог ESAB (Сертификат качества).
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЛОАКТИВИРУЕМЫЙ КОРРОЗИОННО-СТОЙКИЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2383417C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСОВ АТОМНЫХ РЕАКТОРОВ И ДРУГИХ СОСУДОВ ДАВЛЕНИЯ ДЛЯ ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ | 2002 |
|
RU2217284C1 |
| МАЛОАКТИВИРУЕМАЯ РАДИАЦИОННО СТОЙКАЯ СТАЛЬ | 1998 |
|
RU2135623C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2194602C2 |
| МАЛОАКТИВИРУЕМАЯ ЖАРОПРОЧНАЯ РАДИАЦИОННОСТОЙКАЯ СТАЛЬ | 2001 |
|
RU2211878C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2446036C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2373037C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ РЕАКТОРНЫХ СТАЛЕЙ | 2014 |
|
RU2566243C2 |
| СОСТАВ СВАРОЧНОЙ ЛЕНТЫ И ПРОВОЛОКИ | 2003 |
|
RU2238831C1 |
| ТИТАНОВЫЙ СПЛАВ ДЛЯ РЕАКТОРНОГО ОБОРУДОВАНИЯ АТОМНОЙ И ТЕРМОЯДЕРНОЙ ЭНЕРГЕТИКИ | 2008 |
|
RU2367697C1 |
Изобретение может быть использовано в ядерной энергетике для выполнения сварных соединений корпусов реакторов из малоактивируемой радиационно стойкой стали. Сварочная проволока содержит элементы в следующем соотношении, мас. %: углерод 0,05-0,10, кремний 0,15-0,30, марганец 0,7-1,1, хром 2,5-3,5, ванадий 0,15-0,25, вольфрам 1,2-2,0, молибден 0,005-0,05, никель 0,005-0,05, кобальт 0,005-0,02, медь 0,03-0,10, алюминий 0,01-0,05, ниобий 0,005-0,05, титан 0,05-0,10, азот 0,01-0,015, кислород 0,005-0,01, сера 0,006-0,01, фосфор 0,006-0,01, мышьяк 0,005-0,01, олово 0,001-0,005, сурьма 0,001-0,005, кальций 0,005-0,05, железо - остальное. Регламентировано соотношение вольфрама, титана, кальция и кислорода. Сварочный материал обладает пониженным уровнем наведенной активности и более быстрым ее спадом после нейтронной экспозиции, а также более высоким сопротивлением хрупкому разрушению металла шва. 3 з.п. ф-лы, 3 табл.
Углерод - 0,05 - 0,10
Кремний - 0,15 - 0,30
Марганец - 0,7 - 1,1
Хром - 2,5 - 3,0
Ванадий - 0,15 - 0,25
Вольфрам - 1,2 - 2,0
Молибден - 0,005 - 0,05
Никель - 0,005 - 0,05
Кобальт - 0,005 - 0,02
Медь - 0,03 - 0,10
Алюминий - 0,01 - 0,05
Ниобий - 0,005 - 0,05
Титан - 0,05 - 0,10
Азот - 0,01 - 0,015
Кислород - 0,005 - 0,01
Сера - 0,006 - 0,01
Фосфор - 0,006 - 0,01
Мышьяк - 0,005 - 0,01
Олово - 0,001 - 0,005
Сурьма - 0,001 - 0,005
Кальций - 0,005 - 0,05
Железо - Остальное
2. Малоактивируемый радиационно стойкий сварочный материал по п. 1, отличающийся тем, что отношение
составляет 12,2-17,0.
| Каталог ESAB (Сертификат качества) | |||
| Насос | 1917 |
|
SU13A1 |
| Состав сварочной проволоки | 1979 |
|
SU859087A1 |
| SU 1253066 A1, 10.09.1999 | |||
| МАЛОАКТИВИРУЕМАЯ РАДИАЦИОННО СТОЙКАЯ СТАЛЬ | 1998 |
|
RU2135623C1 |
| US 3973950, 10.09.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОСЕРИНА | 0 |
|
SU179432A1 |

