Изобретение относится к производству строительных материалов и может быть использовано для изготовления декоративных изделий.
Известен способ производства декоративных изделий, например искусственного мрамора, заключающийся в перемешивании наполнителя, пигментов и меламиноформальдегидной смолы и последующем прессовании. Причем наполнитель и пигмент перемешивают с меламиноформальдегидной смолой в виде водного раствора и полученную пасту гранулируют методом продавливания через фильеры диаметром 2-20 мм и сушат при 75-85оС до влажности 0,5-7% [1]
Недостатками данного способа являются низкая прочность изделий и невысокая стойкость декоративных изделий при воздействии солнечной радиации, что существенно ограничивает область их применения для наружной облицовки зданий и сооружений.
Наиболее близким к изобретению по технической сущности является способ производства декоративных изделий путем изготовления гранул с цветной оболочкой, обработки их пылевоздушной смесью, смешивания гранул и последующего прессования в форме при давлении 10-15 МПа, твердения и шлифования лицевой поверхности [2] Причем гранулы изготавливают двухслойными с ядром и смеси, содержащей цемент и кварцевый песок, на которые накатывают оболочку из смеси цемента и пигментов различного цвета, а перед смешиванием гранулы при транспортировке в пресс-форму обрабатывают пылевоздушной смесью. Шлифовку изделий осуществляют после твердения в пропарочной камере или после 28 сут выдержки.
Недостатками этого способа являются низкая прочность изделий, сложность получения второго цветного слоя, который из-за недостатка влаги на поверхности гранул образуется тонким и осыпающимся в процессе транспортирования. Обработка гранул пылевоздушной смесью при транспортировке к пресс-форме приводит к запыленности окружающей среды и ухудшению условий производства. Кроме того, полученные изделия обладают низкой сырцовой прочностью, что требует их твердения в формах или на поддонах и, соответственно, повышает металлоемкость производства.
Цель изобретения устранение указанных недостатков.
Способ производства декоративных изделий включает грануляцию сырьевой смеси, содержащей вяжущее и пигмент одного цвета, накатку цветной оболочки на гранулы из смеси вяжущего и пигмента другого цвета, последующее прессование гранул, твердение и шлифовку. Отличие способа заключается в том, что вяжущее получают путем совместного помола цемента с добавкой глины 5-20 мас. до удельной поверхности 3500-5000 см2/г, а прессование гранул осуществляют при давлении 50-100 МПа, температуре 20-200оС в течение 0,5-5 мин.
Добавка 5-20 мас. глины к цементу позволяет увеличить сырцовую прочность изделий, что дает возможность вести дальнейшую технологическую обработку изделий вне формы или без поддонов.
Совместный помол глины и цемента до удельной поверхности 3500-5000 см2/г приводит к активации сырьевых компонентов и гомогенизации их в смеси, что позволяет получить равнопрочную структуру материала после прессования и твердения.
Прессование гранул при давлении 50-100 МПа, температуре 20-200оС в течение 0,5-5 мин позволяет создать в изделиях стесненные условия, и формование новообразований протекает в качественно отличных условиях по сравнению со стандартными, что приводит к существенному повышению прочности изделий.
Способ осуществляют следующим образом.
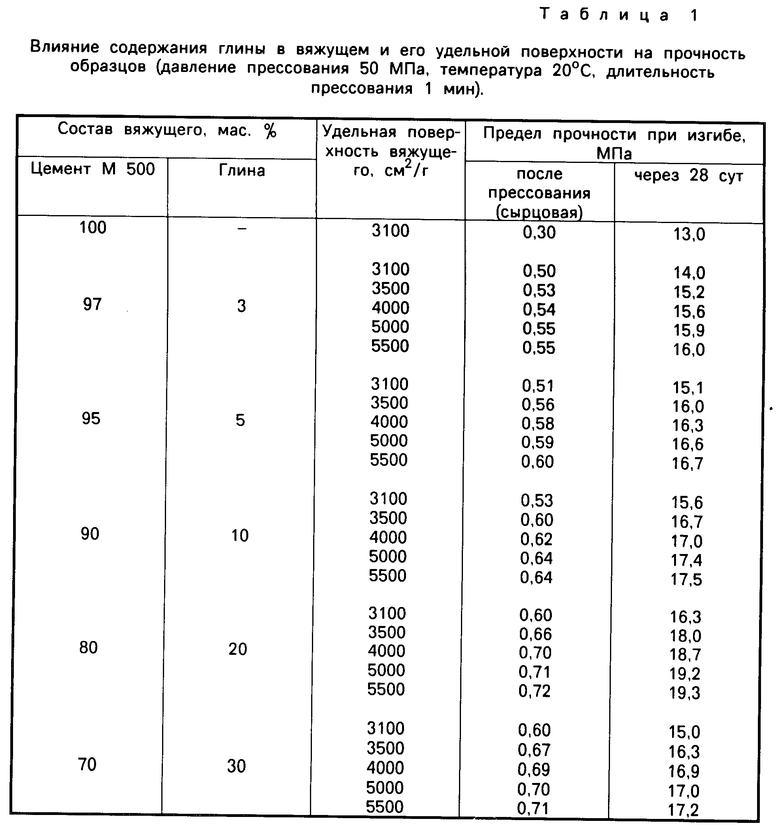
Берут цемент М 500 Бахчисарайского цементного завода и смешивают его с предварительно высушенной и измельченной до крупности не более 1 мм глиной в количествах, указанных в табл. 1, затем полученную смесь измельчают в вибромельнице ВМ-200 до удельной поверхности 3500-5000 см2/г. К полученному вяжущему добавляют пигмент железоокисный желтый в количестве 1% Смесь вяжущего с пигментом гранулируют в тарельчатом грануляторе ТЛ-500 до получения гранул размером 3-10 мм. На полученные гранулы в тарельчатом грануляторе накатывают цветную оболочку из смеси цемента с добавкой 1% пигмента сажи. Далее гранулы засыпают в пресс-форму и на прессе ПСУ-250 прессуют образцы-плитки размером 1х4х16 см при давлении 50-100 МПа, температуре 20-200оС в течение 0,5-5 мин. Отпрессованные образцы твердеют в естественных условиях в течение 28 сут, затем их шлифуют, снимая с поверхности слой материала толщиной 0,5-1 мм до обнажения рисунка (см. чертеж). При использовании указанных пигментов образуется рисунок с желтыми гранулами и черной окантовкой. Использование других пигментов позволяет получить рисунок с другой комбинацией цветов.
Результаты испытаний каждого примера способа приведены в табл. 1-3.
Как видно из табл. 1, нижнее граничное значение добавки глины к цементу составляет 5% Уменьшение количества глины менее этого значения приводит к снижению сырцовой прочности изделий, что не позволяет проводить дальнейшую технологическую обработку изделий без формы или поддонов.
Верхнее граничное значение добавки глины к цементу равно 20% Увеличение этого количества (более 20%) не приводит к повышению сырцовой прочности изделий, но несколько снижает прочность изделий после твердения. Оптимальная добавка глины составляет 10-20%
Нижнее граничное значение удельной поверхности вяжущего равно 3500 см2/г (табл. 1). Уменьшение тонкости помола вяжущего менее 3500 см2/г снижает прочность изделий из-за плохого распределения глины в цементе.
Верхнее граничное значение удельной поверхности равно 5000 см2/г. Увеличение тонкости помола выше этого значения практически не увеличивает прочность изделий, а лишь приводит к повышенным энергозатратам на помол вяжущего.
Оптимальное значение величины удельной поверхности 4000-5000 см2/г.
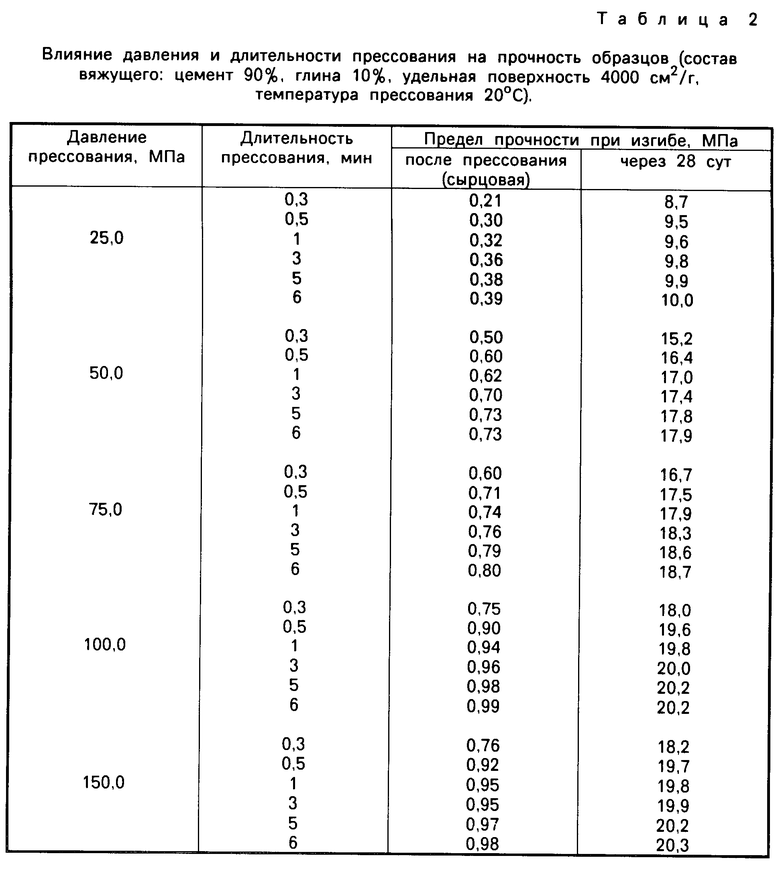
Нижнее граничное значение давления прессования 50 МПа (табл. 2). Уменьшение давления прессования ниже этого значения снижает прочность образцов.
Верхнее граничное значение давления прессования 100 МПа. Увеличение давления прессования выше этого предела незначительно увеличивает прочность изделий, но приводит к повышенным затратам на прессующее оборудование, связанное с ростом материалоемкости оборудования.
Нижнее граничное значение времени прессования 0,5 мин обусловлено прочностью изделий. Изменение этих параметров ниже указанных величин приводит к уменьшению прочности изделий (табл. 2).
Верхнее граничное значение времени прессования (5 мин) обусловлено получением изделий максимальной прочности.
Увеличение этого параметра практически не приводит к существенному увеличению прочности изделий, но снижает производительность процесса.
Оптимальное значение времени прессования 3-5 мин.
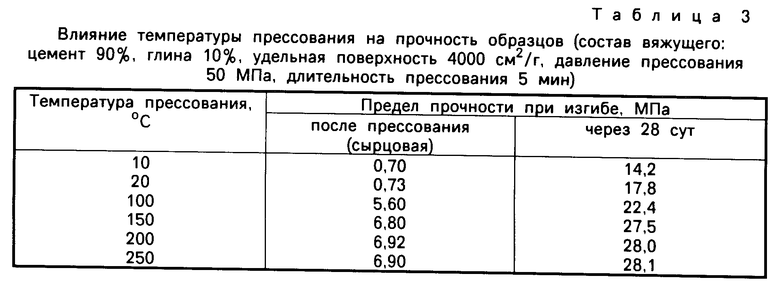
Нижнее граничное значение температуры прессования 20оС (табл. 3). Уменьшение температуры прессования менее 20оС снижает скорость гидратации и формирования структуры материала и, соответственно, прочность изделий.
Верхнее граничное значение температуры прессования 200оС. Увеличение температуры более 200оС не увеличивает прочность изделий, а лишь приводит к повышенным энергозатратам.
Оптимальное значение температуры прессования 150-200оС.
Прочность изделий сразу после прессования при этих температурах в 9,5 раз превосходит сырцовую прочность изделий, отпрессованных при 20оС.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства стеновых материалов | 2017 |
|
RU2671009C2 |
| Способ получения высокопрочного гранулированного заполнителя для бетона из отходов металлургической промышленности | 2023 |
|
RU2804075C1 |
| Способ изготовления строительных изделий | 1990 |
|
SU1766874A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2012548C1 |
| Способ изготовления декоративных изделий | 1984 |
|
SU1217819A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГИПСОВОГО ВЯЖУЩЕГО И ИЗДЕЛИЙ НА ЕГО ОСНОВЕ | 2009 |
|
RU2413688C2 |
| Способ декоративной отделки поверхности бетонных изделий | 1989 |
|
SU1668346A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2014 |
|
RU2554613C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ФАСАДНЫХ ИЗДЕЛИЙ ИЗ АРХИТЕКТУРНОГО БЕТОНА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245784C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 1992 |
|
RU2068819C1 |
Изобретение относится к строительным материалам и может быть использовано для изготовления декоративных изделий. Способ включает смещение цемента и глины, предварительно высушенной и измельченной до крупности не более 1 мм, в количестве 5 20% от массы цемента, измельчение полученной смеси до удельной поверхности 3500-5000 см2/г добавку пигмента и ее грануляцию, нанесение на полученные гранулы оболочки из смеси, содержащей вяжущее и пигмент другого цвета, последующее прессование изделий при давлении 50 100 МПа в течение 0,5 5 мин с последующим твердением и шлифовкой. Способ обеспечивает повышение прочности изделий и их качества. 1 ил. 3 табл.
СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ИЗДЕЛИЙ путем грануляции сырьевой смеси, содержащей вяжущее и пигмент одного цвета, накатки цветной оболочки на гранулы из смеси вяжущего и пигмента другого цвета, последующего прессования гранул, твердения и шлифовки изделий, отличающийся тем, что вяжущее получают путем совместного помола цемента с добавкой глины в количестве 5 20 мас. до удельной поверхности 3500 5000 см2/г, а прессование гранул осуществляют при давлении 50 100 МПа, температуре 20 200oС в течение 0,5 5 мин.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления декоративных изделий | 1984 |
|
SU1217819A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
