Изобретение относится к устройствам для центробежного формования и касается формования тонкостенных изделий из порошкообразных термопластичных полимеров в пустотелой форме на нагретых формообразующих поверхностях формы.
Для оптимального распределения термопластичных частиц относительно нагретой поверхности литья с целью формования тонкостенного изделия, конфигурация которого будет соответствовать форме поверхности литья, уже предложено много различных устройств центробежного формования.
Известно устройство для центробежного формования изделий, содержащее форму, состоящую из верхней и нижней частей или нижней части и крышки [1]
При раскрытии формы необходимо полное удаление крышки или верхней части формы.
Известна являющаяся наиболее близкой к изобретению пустотелая форма для центробежной отливки из порошкообразного термопластичного полимера на нагретых поверхностях пустотелой формы, содержащая нижнюю часть и верхнюю часть для закрытия нижней части в процессе вращения формы для формования тонкостенной полимерной оболочки на формообразующих частях закрытой формы и основания для удержания одной части из частей формы при загрузке полимера и центробежном формовании [2]
В данной форме не обеспечивается удержание верхней части формы в приподнятом состоянии при загрузке формы и ее чистке.
Технической задачей изобретения является сокращение длительности цикла, который необходим для чистки внутренних поверхностей формы после завершения формования изделия и его удаления из формы.
Достигается поставленная задача тем, что форма снабжена держателем верхней части формы или крышки для удержания ее в закрытом состоянии относительно нижней части формы и средством для удержания держателя в открытом приподнятом положении для обеспечения доступа к внутренним поверхностям частей формы для проведения их чистки в интервале между циклами центробежного формования без удаления верхней части формы с основания, а также тем, что средство для удержания держателя выполнено в виде закрепленных на одном из концов основания формы кронштейнов, снабженных средством поворотного удержания на них держателя с возможностью качания последнего в направлении к основанию и от него, средство для удержания держателя снабжено ограничителем перемещения для удержания держателя в приподнятом открытом положении относительно нижней части формы, а держатель закреплен на средстве его поворотного удержания под осью поворота для обеспечения расположения держателя в позиции вниз в направлении к основанию формы.
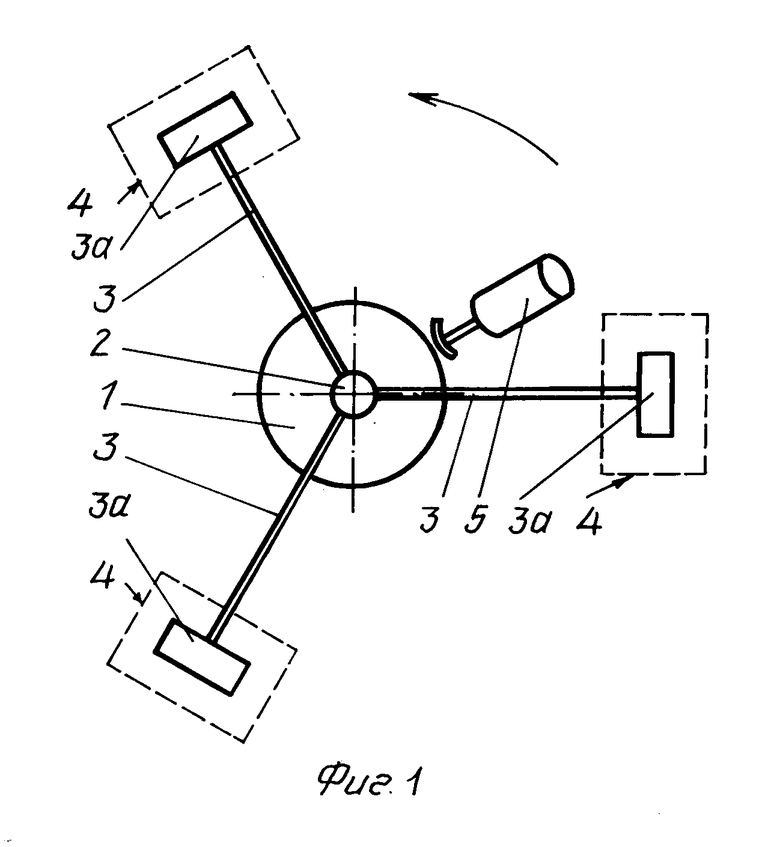
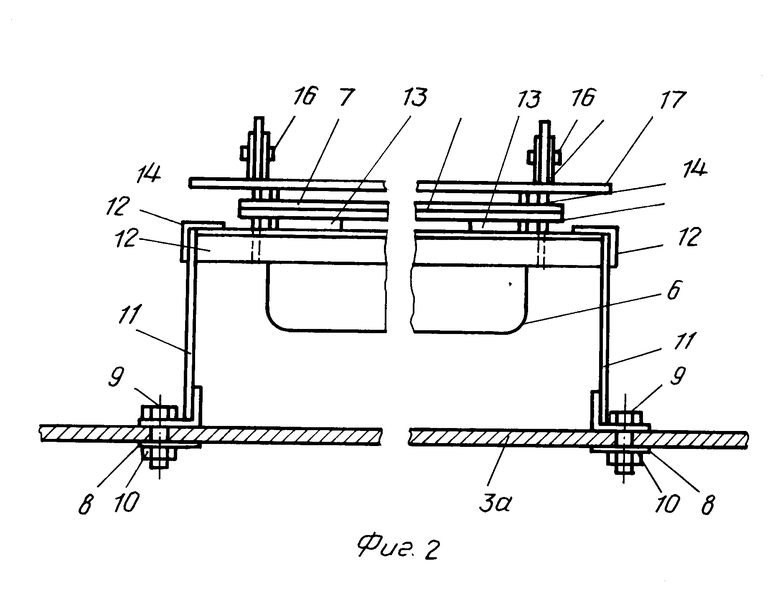
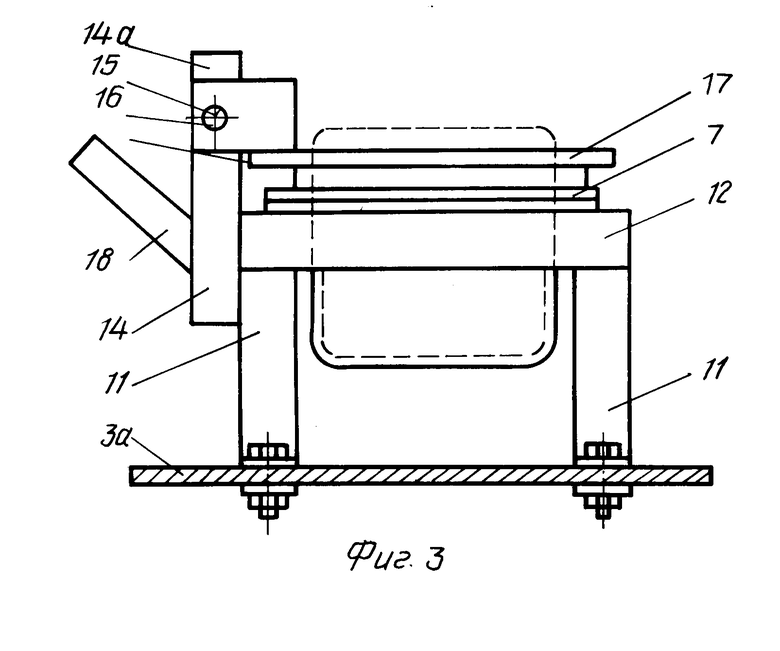
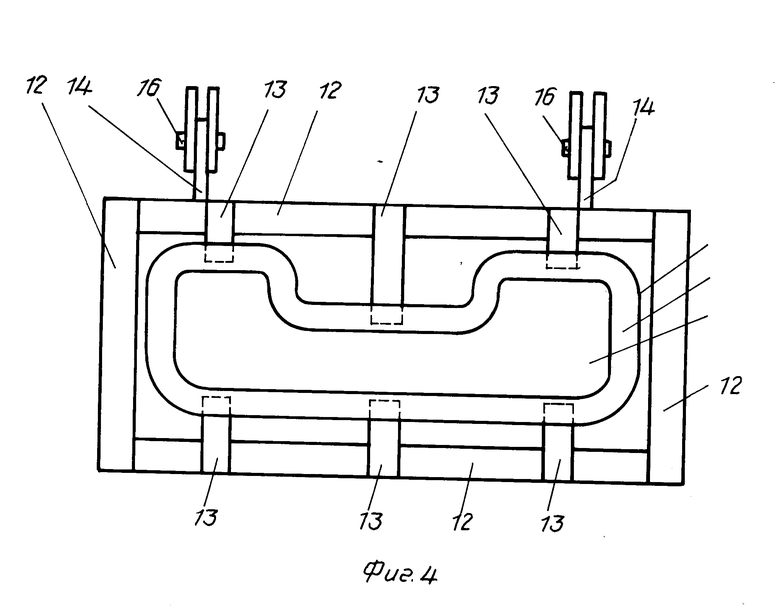
На фиг.1 дано схематично устройство для центробежного формования с подвешенными на шпинделях основаниями для формы, вид в плане; на фиг.2 изображена пустотелая форма, вертикальный разрез, вид спереди; на фиг.3 то же, вид сбоку; на фиг.4 форма в открытом состоянии, вид сверху.
Устройство для формования содержит установленный на платформе 1 центральный привод 2, радиально установленные на нем шпиндели 3, вращающиеся вместе с приводом 2, на концах которых закреплены узлы формования 4 пустотелыми формами. Платформа 1 установлена с возможностью вращения вокруг второй оси, перпендикулярной оси вращения шпинделей 3, с помощью второго привода 5. Благодаря этому концы шпинделей 3 могут вращаться вокруг обеих осей. Каждый шпиндель 3 на конце 3а несет узел формования 4 и показан в связи с двуосным приводом, однако он пригоден для использования и с одноосным приводом, т.е. для случая, когда используется только один привод 2. Узел формования 4 содержит пустотелую форму, выполненную из двух частей формы нижней 6 и верхней 7 крышек, основание, образованное монтажными плитами 8, закрепленными на шпинделях 3 с помощью соответствующих креплений, например с помощью болтов 9 и гаек 10, на монтажных плитах 8 закреплена рама, которая содержит четыре угловые стойки 11, соединенные между собой боковыми рамными элементами 12. Эти боковые рамные элементы 12 поддерживают плиты подвески формы 13, которые поддерживают горловину нижней формы 6. С внутренней или задней стороны узла формования 4 расположены кронштейны 14, которые отходят вертикально от горловины формы 6 и на каждом кронштейне на его конце 14а просверлено отверстие 15. В отверстие 15 свободно вставлен болт 16, который соединен с концом поворотного по направлению вниз держателя 17 крышки 7 или рамы держателя верхней части полуформы. Держатель 17 выполнен в виде рамы с отверстием четырехугольной формы и в случае необходимости может принимать верхнюю полуформу (на приведенных чертежах обозначена пунктиром). Рама соединена с крышкой 7, которая герметизирует открытую часть нижней вогнутой (пустотелой) формы в процессе центробежного литья термопластичного материала. Для удержания держателя 17 крышки в приподнятом состоянии форма снабжена механическим упором 18, который расположен на задней стороне на рамном элементе 12 с наклоном наружу относительно него. Для обеспечения расположения держателя 17 в позиции вниз в направлении к основанию формы держатель закреплен под болтом 16.
Формование изделия с помощью данной формы осуществляется следующим образом.
В раскрытую форму загружают необходимое количество соответствующего термопластичного материала, например частиц поливинилхлорида, частиц полипропилена или частиц полиэтилена, на нагретые поверхности вогнутой пустотелой формы 6 с помощью вращения закрытой формы на уже упоминавшейся платформе 1 с приводом 2 со многими осями. Затем эта загрузка материала равномерно распределяется по литьевой поверхности формы, которая нагревается с целью расплавления частиц с конечным формованием изделия с тонкой, но твердой оболочкой, конфигурация которого будет соответствовать форме литьевой поверхности формы 6.
После выполнения этапа литья приподнимают вертикально вверх держатель 17 крышки, подвешенной на петлях, чтобы повернуть его вокруг болта 16 (см. фиг. 3) и тем самым обеспечить доступ в полость формы и удалить отформованную часть из вогнутой пустотелой формы 6. Эта приподнятая позиция (см. фиг.3) также дает возможность провести операцию чистки как внутренней поверхности крышки 7, так и оформляющей поверхности формы 6 и подготовить их для выполнения последующей операции литья.
Приподнятый держатель 17 подвешенной на петлях крышки 7 удерживается в приподнятой позиции механическим упором 18.
Изобретение предусматривает создание и использование дешевой конструкции формы, которая обеспечит отливку тонкостенных оболочек для различных элементов внутренней отделки автомобилей, например, подлокотников, панелей для блоков управления и т.д. Эту конструкцию можно также приспособить для работы с другими формами, например с формами для отливки дверных панелей, подголовников и более глубоких подлокотников за счет увеличения высоты рамы шпинделя.
Изобретение предусматривает также возможность удержания верхнего комплекта вогнутых форм, плотно установленных внутри отверстия рамы держателя 17, как это показано пунктирной линией на фиг.3. Подобная конструкция дает возможность открывать и чистить форму при нахождении либо крышки, либо верхней вогнутой части формы на держателе без необходимости удаления крышки или верхнего комплекта форм с основания. Следовательно, в данном случае для чистки и уплотнения формы требуется меньшая продолжительность цикла.
Хотя выше был описан и проиллюстрирован предпочтительный вариант изобретения, однако следует иметь в виду, что в данном случае допускаются различные изменения и модификации, но без отхода от сути и объема изобретения, изложенного в формуле изобретения.
Использование: изготовление тонкостенных изделий из порошкообразных термопластичных материалов методом центробежного формования на нагретых поверхностях пустотелой формы. Сущность изобртения: форма снабжена держателем верхней части формы или крышки для удержания ее в закрытом состоянии относительно нижней части формы и средством для удержания в открытом при поднятом положении для обеспечения доступа к внутренним поверхностям частей формы для проведения их чистки в интервалах между циклами центробежного формования. 3 з. п. ф-лы, 4 ил.
| АВТОМАТ ДЛЯ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2021070C1 |
| Солесос | 1922 |
|
SU29A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
