Изобретение относится к транспортировке формованных /гнутых/ нагретых листов стекла, а более конкретно к способу транспортировки формованных нагретых листов стекла с позиции формования через позицию закалки стекла и устройству для осуществления способа.
Гнутье и закалка листов стекла хорошо известны в данной области техники. Стало обычной практикой гнуть и закаливать относительно толстые листы стекла, например, толщиной 1/4 дюйма /6,35 мм/ и более, но традиционные способы не очень пригодны для гнутья и особенно закалки тонких листов стекла.
Существует быстрорастущая потребность в очень тонких формованных и закаленных листах стекла, например, толщиной 178 дюйма /3,17 мм/ и менее для использования в специальных многослойных ветровых стеклах, преобразуемых задних стеклах и где-нибудь еще, в частности на автомобильном рынке.
Формованные и закаленные листы стекла обычно изготавливают непрерывным способом, при котором лист стекла нагревают в печи до температуры пластичности /или размягчения/, затем формуют до требуемой конфигурации путем прессовки или моллирования /гнутья под действием силы тяжести/, после чего пропускают через позицию закалки, на которой на поверхности отформованного листа стекла направляют струю воздуха, и наконец выгружают для дальнейшего охлаждения. Традиционный метод закалки толстых листов стекла обычно включают в себя пропускание формованного листа стекла через позицию закалки на роликовом конвейере, при этом направляют воздух на верхнюю поверхность формованного листа и одновременно на нижнюю поверхность листа между роликами. Однако тонкие формованные листа стекла при транспортировке их с позиции формования через позицию закалки по крайней мере на начальных стадиях закалки подвержены деформации в результате действия силы тяжести, контакта с роликовым конвейером и действия силы воздушных струй на все еще пластичные тонкие листа стекла непосредственно перед закалкой.
Поэтому для приема тонких формованных листов стекла с позиции формования и транспортировки их через позицию закалки были разработаны челночные /совершающие возвратно-поступательное движение/ механизма. Обычно эти челночные устройства поддерживают формованные листы стекла при транспортировке их через позицию закалки вблизи их периферийных кромок. Благодаря этому сохраняется форма гнутых листов стекла во время закалки и обеспечивается воздействие струй охлаждающего воздуха, по существу, на всю нижнюю сторону гнутых листов стекла.
В известном изобретении /1/ раскрыто поддерживающее кольцо, которое принимает формованный лист стекла, ранее удерживаемый посредством вакуума на нижней поверхности верхней формы. Поддерживающее кольцо с расположенным на нем формованным листом стекла транспортируют затем на позицию закалки, где его выгружают с поддерживающего кольца на ролики подъемника до того, как он полностью закалится. В этом случае тоже может иметь место коробление формованного листа стекла в результате снятия его с поддерживающего кольца в то время, когда он имеет температуру выше температуры пластической деформации.
Известно также несущее формовое кольцо /2/, которое принимает частично отформованный лист стекла с нижней поверхности вакуумного держателя 8 печи, после чего под действием силы тяжести происходит полное формование листа стекла, находящегося на несущем формовом кольце. Несущее формовое кольцо перемещает затем отформованный лист стекла в зону закалки, где стекло снимают с несущего формового кольца посредством направленных вверх струй воздуха. Несущее формовое кольцо не только поддерживает лист стекла, но и участвует также в его формовании.
Известно изобретение, где раскрыта форма для гнутья, которая поднимает нагретый лист стекла, в результате чего стекло под действием сил тяжести и инерции приобретает требуемую конфигурацию /3/. Гнутьевая форма, поддерживающая отформованный лист стекла по его периферийным краям, проходит в зону закалки, после чего укладывает формованное и закаленное стекло на отводящий роликовый конвейер.
Наиболее близкими по технической сущности являются способ и устройство для гнутья с помощью вакуума /4/. Формовочная рама поднимает лист стекла до контакта с вакуумной формой, прижимает лист к форме и затем передает отформованный лист стекла на позицию охлаждения, где его выгружают на устройство для качания /колебания/ отформованного листа, что обеспечивает его охлаждение. Формовочную раму используют, таким образом, как на стадии формования, так и для передачи /с использованием возвратно-поступательного движения/ формованного листа стекла на позицию охлаждения. Поскольку формованный лист стекла передают на качательное устройство на позиции охлаждения, которое не обеспечивает поддержание его только по периферийным кромкам листов, лист после этого оказывается подверженным деформации до тех пор, пока он не охладится достаточно ниже температуры пластической деформации.
Изобретение касается нового способа транспортировки формованного нагретого листа стекла с позиции гнутья /формования/ методом прессования в зону выгрузки, где формованный лист стекла снимают с транспортного устройства, и устройства для осуществления способа. Изобретение, в частности, пригодно для транспортировки тонких листов стекла через позицию закалки до снятия их с транспортного устройства, а также для обработки тонких листов стекла для использования в области автомобилестроения.
В другом варианте осуществления изобретения челночное /совершающее возвратно-поступательное движение/ кольцо и лист стекла перемещают между дутьевыми головками для закалки стекла при их транспортировке с позиции формования в зону выгрузки.
На фиг.1 показана установка для обработки стекла с частями печи для нагрева листов стекла, позицией формования листов стекла для гнутья методом прессования, необязательной позицией закалки стекла и части разгрузочной зоны, вид сбоку; на фиг. 2 вид сверху / в увеличенном масштабе/ по линии 2-2 на фиг. 1 (расположение нового челночного кольца относительно роликового конвейера и нижней формы); на фиг.3 в увеличенном масштабе фрагментарный вид спереди /частично в разрезе/ по линии 3-3 на фиг. 1; на фиг.4 перспективный вид челночного кольца и консольной опоры для кольца; на фиг.5 в увеличенном масштабе вертикальный разрез по линии 5-5 на фиг. 2; на фиг.6 вид сверху частей челночного привода; на фиг.7 показанный в увеличенном масштабе вертикальный разрез по линии 7-7 на фиг. 1 /дутьевые головки для закалки для ясности сняты/, иллюстрирующий расположение нового челночного кольца и приводного механизма относительно подъемника для выгрузки стекла; на фиг.8-18 схематические виды челнока сбоку, иллюстрирующие его работу на различных стадиях операций формования и выгрузки листов стекла, включая необязательную операцию закалки.
В соответствии с изобретением предлагается способ транспортировки и выгрузки формованного листа стекла в устройстве для обработки стекла, содержащем печь для нагрева листа стекла до температуры пластического состояния, позицию формования для гнутья листа стекла до придания ему требуемой формы и разгрузочную зону для выгрузки отформованного листа стекла, включает стадии: А/ установки челночного кольца в положение приема формованного листа стекла с обеспечением соответствия челночного кольца по контуру и высоте расположения с краями формованного листа стекла; В/ передачи формованного листа стекла на челночное кольцо; С/ транспортировки челночного кольца с формованным листом стекла на нем в зону выгрузки стекла; D/ подъема формованного листа стекла с челночного кольца в поднятое положение над ним; Е/ поддерживания формованного листа стекла вблизи его краев в поднятом положении над челночным кольцом; F/ транспортировки челночного кольца из зона выгрузки и G/ укладки формованного листа стекла на отводящий конвейер.
Кроме того, в соответствии с изобретением предлагается устройство для обработки с передвижением формованного листа стекла, включающее печь для нагрева листа стекла до температуры гнутья, позицию формования для гнутья листа стекла до придания ему требуемой формы, разгрузочную позицию для выгрузки формованного листа стекла и челночное кольцо для транспортировки формованного листа стекла с позиции формования на разгрузочную позицию, содержит средство для укладки формованного листа стекла на челночное кольцо, средство для транспортировки челночного кольца и находящегося на нем формованного листа стекла на разгрузочную позицию, подъемное средство на разгрузочной позиции для подъема формованного листа стекла с челночного кольца и поддерживающее средство для поддерживания формованного листа стекла в поднятом положении над челночным кольцом после опускания подъемного средства.
На фиг. 1 и 2 показана установка для гнутья, закалки и выгрузки листов стекла, обозначенная общей позицией 10 и содержащая последовательно расположенные нагревательную печь 11, позицию 12 формования /гнутья/, позицию 13 закалки или иного охлаждения и разгрузочную зону 14. Листы 5 стекла, которые нужно отформовать и затем закалить, упрочнить или иным образом охладить, транспортируют через начальную часть установки на роликовом конвейере 15, содержащем серии роликов 16,17 и 18, и затем посредством челночного механизма 19, содержащего челночное кольцо 20 и челночный привод 21 для транспортировки листов стекла с позиции 13 формования через позицию 13 закалки в разгрузочную зону 14 и, наконец, отводящий роликовый конвейер 22, содержащий отводящие ролики 23.
Как будет более подробно описано дальше, начальная серия роликов 16 поддерживает и транспортирует листы стекла, по существу, по горизонтальной траектории через нагревательную печь 11 и далее на позицию 12 формования, где листы стекла принимают на ролики 17 и 18 и устанавливают в положении, требуемом для последующей операции формования /гнутья/. После гнутья листов с обеспечением точной требуемой кривизны формованные /гнутые/ листа стекла транспортируют на челночном кольце 20 через необязательную позицию 13 закалки, где их поверхности охлаждают путем пропускания между расположенными напротив друг друга дутьевым головками 24 и 25, и затем выгружают, используя совместное действие подъемника 26 и поддерживающих пальцев 27, благодаря чему отформованные и закаленные /хотя это и не обязательно/ листы S стекла снимают с челночного кольца 30 и укладывают на отводящий роликовый конвейер 22. Формованные листы стекла могут быть подвергнуты охлаждению в любом месте после операции формования, например между традиционными охлаждающими дутьевыми головками, обозначенными общими позициями 62 и 63.
Нагревательная печь 11 может представлять собой печь любой традиционной конструкции, хорошо известную в данной области техники в применении для нагрева листов стекла и в варианте, показанном на фиг.1, содержит туннельного типа конструкцию 28, имеющую нагревательную камеру 29, образованную верхней стенкой 30, нижней стенкой 31, противоположными боковыми стенками 32 и торцевой стенкой 33. Такие традиционные печи обычно нагревают с помощью подходящих нагревательных средств, таких, например, как газовые горелки или электронагревательные элементы /не показаны/, установленных на верхней и боковых стенках 30 и 32 и подходящим образом управляемых для обеспечения требуемого поля нагрева для листов стекла, проходящих через печь 11. Листы стекла перемещают через печь на работающих от привода роликах 16, проходящих от входа печи /не показан/ через отверстие 34 и торцевой стенке 33. При транспортировке листов с стекла через камеру 29 их нагревают до температуры выше температуры пластической деформации стекла и после выхода через отверстие 34 в торцевой стенке 33 их принимают на ролики 17 и 18 для перемещения в направлении к позиции 12 формования /гнутья/ и установки там в требуемом положении между верхним и нижним прессующими элементами, предназначенными для придания листам стекла требуемой кривизны. Под температурой пластической деформации подразумевают ту температуру, ниже которой проложенная нагрузка не будет вызывать остаточной деформации листов стекла и выше которой листы стекла способны к формованию. После формования на позиции 12 гнутья листы S стекла укладывают на челночное кольцо 20 путем вертикального перемещения нижней формы 35 в направлении вниз. Челночное кольцо 20 с находящимся на нем листом стекла продвигают горизонтально, причем оно может быть пропущено через необязательную позицию 13 закаливания, где температуру поверхностей отформованных листов стекла быстро снижают, чтобы должным образом закалить отформованные листы стекла. Как показано в основном на фиг.1, в пределах необязательной позиции 13 закалки формованные листы S стекла проходят между дутьевыми головками 24 и 25, которые содержат множество трубок 36 и 37 /соответственно/, расположенных и приводимых в действие с возможностью направления противоположных струй охлаждающей текущей среды, такой, например, как воздух, на противоположные поверхности формованных листов стекла, поддерживаемых посредством челночного кольца 20. Следует понимать, что при использовании установки для формования и затем отжига листов стекла для ветровых стекол и т.п. нет необходимости использовать дутьевые головки 36 и 37, при этом во время выполнения операций транспортировки и выгрузки формованным листам стекла дают возможность медленно охладиться в регулируемой среде.
Листы S стекла, вводимые в нагревательную печь 11 на ее входном конце, обычно имеют плоскую форму и потому ролики 16 в печи 11 имеют форму длинных и тонких прямых цилиндров. Было найдено желательным, чтобы ролики для контакта с листами, прошедшими при нагреве температуру их пластической деформации и вышедшими из печи через отверстие 34 или даже находящимися на более поздних стадиях нагрева в печи 11, постепенно изменяли свою форму, переходя от прямой цилиндрической формы на холодном конце печи 11 к форме, соответствующей профилю готовых /формованных/ листов стекла, такой, например, какую используют в месте расположения роликов 17 непосредственно под позицией 12 формования. При этом нагретые листы стекла, перемещаемые по роликам в контакте с ними, проходят постепенно предварительное формование при перемещении через выходной конец печи и после выхода из нее, в результате чего, придя на позицию формования, имеют частично отформованный профиль, соответствующий в основном профилю их конечной требуемой конфигурации.
Как показано на фиг.1, устройство для формования /гнутья/ на позиции 12 формования содержит выпуклую верхнюю форму 36 и вогнутую нижнюю форму 35, соответствующие друг другу формующие поверхности которых соответствуют кривизне, которая должна быть придана листам S стекла. Формы 38 и 35 установлены с возможностью возвратно-поступательного движения относительно друг друга в станине 39, имеющей каркас из вертикально расположенных колонн 40, соединенных друг с другом посредством проходящих горизонтально поперечин 41, что дает жесткую коробчатую конструкцию. Между колоннами 40 проходит горизонтально расположенное основание 42 для поддержания нижней формы 35 и связанных с ней частей.
Верхняя форма 38 установлена над конвейерными роликами 17 с возможностью вертикального возвратно-поступательного движения относительно станины 39, а нижняя форма 35 расположена под конвейерными роликами 17 и установлена с возможностью вертикального возвратно-поступательного движения в направлении к верхней форме 38 и от нее.
Для точного позиционирования листов стекла между верхней и нижней формами 38 и 35 соответственно на пути продвижения листа стекла между соседними роликами 17 установлены два разнесенных в поперечном направлении установочных упора 43. Каждый упор 43 прикреплен к выступающему концу поршневого штока 44, приводимого в действие посредством текучей среды цилиндра 45, установленного на подушке 46, совершающей вертикальное возвратно-поступательное движение платформы 47. Цилиндры 45 предназначены для подъема и опускания упоров 43 между верхним, поднятым положением, в котором они выступают над конвейерными роликами 17 на пути продвижения листов S, и нижним положением под ними.
Верхняя форма 38 может содержать элемент, имеющий сплошную нижнюю поверхность /не показана/, соответствующую конфигурации, которая должна быть придана листам S стекла, или, как показано в предпочтительном варианте на фиг. 1, может представлять собой контурную /кольцеобразную/ конструкцию, содержащую непрерывный формующий брус 48, прикрепленный к опорной плите 49 посредством большого числа соединительных стержней 50. Верхний формующий брус 48 соответствует по контуру формуемым листам стекла и снабжен обращенной вниз выпуклой формующей поверхностью 51 с нижней его стороны для придания требуемой кривизны листам S стекла. Следует понимать, что конкретный контур верхнего формующего бруса 48, а также конкретная криволинейная конфигурация формующей поверхности 51 определяются требуемым конечным профилем формуемых листов стекла и могут быть в широких пределах изменены в соответствии с различными конфигурациями.
Верхняя форма 38 установлена с возможностью приведения ее в действие посредством по крайней мере одного приводного силового цилиндра 52, установленного на одной из горизонтальных поперечин 41 и имеющего совершающий возвратно-поступательное движение поршневой шток 54, присоединенный его свободным концом к плоской раме 55, способной совершать вертикальное возвратно-поступательное движение. Опорная плита 49 прикреплена к плоской раме 55 с возможностью возвратно-поступательного движения вместе с ней посредством взаимосоединенных конструктивных элементов 56 и 57 и поддерживающей плиты 58, проходящей поперек плоской рамы 55.
Для надлежащего направления плоской рамы 55 при ее вертикальном возвратно-поступательном движении предусмотрены присоединенные нижними концами к четырем углам плоской рамы 55 направляющие стойки 59, проходящие вверх через подходящие втулки 60, закрепленные на верхних горизонтальных поперечинах 41 и выполненные с обеспечением возможности скользящего движения через них упомянутых направляющих стоек.
Нижняя форма 35 представляет собой тоже контурную /кольцеобразную/ конструкцию и содержит опорную плиту 61, прикрепленную к подушке 46 платформы 47, и имеющий разрывы нижний формующий брус 64, соединенный с опорной плитой 61 с обеспечением некоторого между ними промежутка посредством ряда соединительных стоек 65. Нижний формующий брус 64 соответствует по контуру формуемым листам стекла и снабжен на обращенной вверх стороне вогнутой формующей поверхностью 66, соответствующей расположенной напротив нее формующей поверхности 51 выпуклого прессующего элемента.
Платформу 47 поддерживают с возможностью вертикального возвратно-поступательного движения посредством направляющих элементов 67, проходящих с возможностью движения через втулки 68, прикрепленные к горизонтально расположенному основанию 42. Приводимый в действие посредством текучей среды цилиндр 69, закрепленный на основании 42, содержит поршневой шток 70, прикрепленный выступающей частью к подушке 46 для перемещения нижней формы 35 между ее опущенным положением вблизи конвейерных роликов 17 и поднятым положением над ними для подъема нагретых листов стекла с конвейерных роликов 17 и прижатия их к верхнему формующему брусу 48 между соответствующими друг другу формующими поверхностями 51 и 66, в результате чего листы стекла будут сформованы с приданием им точно требуемой кривизны.
Нижний формующий брус 84 выполнен из нескольких частей, расположенных торец к торцу по требуемому контуру и с требуемыми высотами расположения для соседних частей в соответствии с требуемым профилем периферийных краев формуемых листов S стекла.
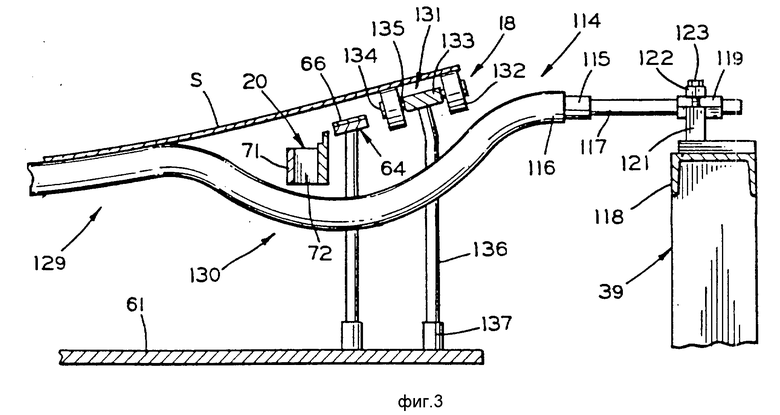
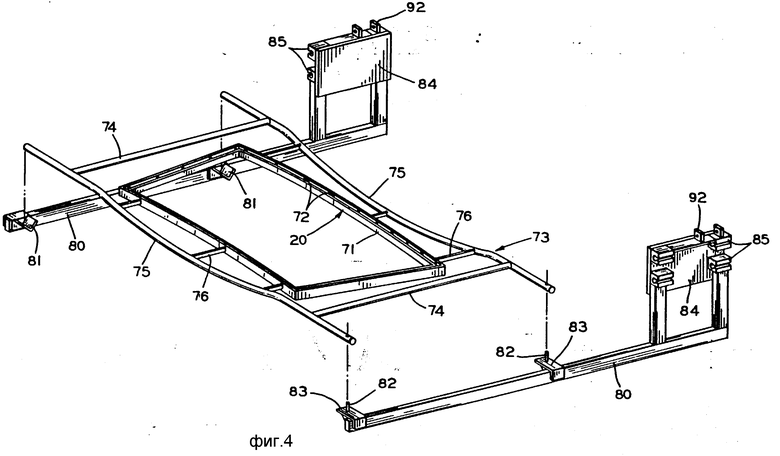
Как показано на фигурах 2,3,4, внутри от нижнего формующего бруса 64 концентрично с ним обычно установлено челночное кольцо 20, содержащее поддерживающий элемент 71 из спаренных параллельных брусьев, между которыми периодически установлены поперечины 72. Контур челночного кольца 20 соответствует конфигурации нижнего формующего бруса 64. Челночное кольцо 20 соединено с челночной рамой 73, содержащей два осевых поддерживающих стержня 74 из прутка, совпадающих, по существу, с направлением перемещения листов стекла через установку, два перпендикулярных к ним поддерживающих стержня 75 из прутка, присоединенных к концам осевых поддерживающих стержней 74 и проходящих на некоторое расстояние за точки соединения, и несколько поддерживающих стержней 76, проходящих между перпендикулярными к осевому направлению поддерживающими стержнями 75 и наружным брусом поддерживающего элемента 71 челночного кольца 20. Соседние части нижнего формующего бруса 64 разнесены на расстояние, достаточное для обеспечения возможности прохождения между ними в вертикальном направлении поддерживающих стержней 76.
Во время выполнения операции формования листа стекла, при которой нижний формующий брус 64 поднимает лист S стекла до непосредственного контакта с верхней формой 36, челночное кольцо 20 располагают концентрично с нижним формующим брусом 64 и чуть ниже его посредством поддерживающий элементов, содержащих опорные стойки 77, прикрепленные путем резьбового соединения к опорной плите 61 посредством стопорных гаек 78 и имеющие прикрепленные к их верхнему концу V-образные элементы 79, благодаря чему челночное кольцо 20 может быть должным образом позиционировано относительно нижнего формующего бруса 64 путем обеспечения контакта между перпендикулярно проходящими поддерживающими стержнями 75 и элементами 79 V-образного сечения, как показано на фиг.5.
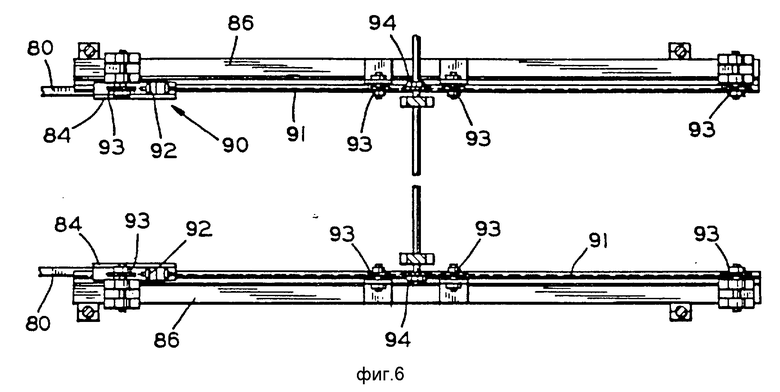
Во время выполнения операции транспортировки отформованных листов стекла, при которой челночную раму 73, включающую челночное кольцо 20 с находящимися на нем отформованным листом S стекла, перемещают в разгрузочную зону 14, причем челночную раму 73 поддерживают посредством двух консольных опор 80, которые сцепляют с концевыми частями проходящих перпендикулярно поддерживающих стержней 75 путем помещения концевых частей перпендикулярных поддерживающих стержней 75 в захваты 81 V-образного сечения, присоединенные к одной из консольных опор, и путем вставления направляющих пальцев 82, закрепленных в несущих пластинах 8Х, прикрепленных к другой консольной опоре, в отверстия в проходящих перпендикулярно к оси установки поддерживающих стержнях 75. Как лучше всего показано на фиг. 4,6, и 7, консольные опоры 80 жестко прикреплены к салазкам 84, имеющим несколько опор 85, сцепленных с горизонтальными направляющими 86 скольжения, что обеспечивает возможность горизонтального перемещения консольных опор 80 в направлении перемещения листов стекла через установку. Направляющие 86 скольжения неподвижно прикреплены концами к раме челночного привода 87, содержащей поддерживающие балки 88, прикрепленные с обеспечением некоторого между ними промежутка к направляющим 86 скольжения посредством соединительных элементов 89, и цепное приводное средство 90, благодаря чему салазки 84 могут быть перемещены по направляющим 86 скольжения посредством приводных цепей 91 /между соединителями 92 на салазках/, охватывающих холостые /направляющие/ звездочки 93 и проходящих через приводной механизм 94, содержащий звездочки с приводом от электродвигателя 95. Поддерживающие балки 88 соединены с возможностью регулирования их положения посредством винтовых домкратов 96 с верхними основными поддерживающими балками 97, которые вместе с основными поперечными балками 98 и вертикальными опорными колоннами 99 образуют основную опорную конструкцию 100 для челночного механизма. Челночное кольцо 20 и формованный лист 3 стекла могут быть транспортированы /хотя это и не обязательно/ через позицию 13 закалки.
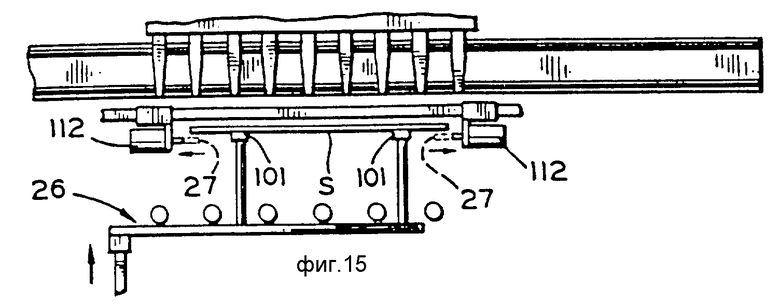
Во время выполнения операции выгрузки формованных и закаленных /хотя и не обязательно/ листов стекла, как показано на фиг.1 и 7, челночная рама 73 и челночное кольцо 20 с находящимся на нем формованными и необязательно закаленным листом стекла расположены выше отводящего роликового конвейера 22. Под конвейером 22 расположен подъемник 26, содержащий поперечные опоры 101, обычно выполненные в форме, соответствующей кривизне на нижней стороне формованных и необязательно закаленных листов S стекла, и раму 102, имеющую отходящие вверх опоры 103, присоединенные вершинами к поперечным опорам 101 и неподвижно присоединенные основаниями к поперечным опорам 104. Опорные элементы 105 неподвижно прикреплены к вертикальным подъемным зубчатым рейкам 106, установленным с возможностью скольжения в вертикальных каналах в вертикальных опорных колоннах 107 подъемника. Вертикальные подъемные зубчатые рейки 106 предназначены для подъема и опускания поперечных опор 101 путем горизонтального перемещения ведущей рейки 108, установленной с возможностью скольжения, в горизонтальных каналах в колоннах 107. Концентрические ведущие шестерни 109, установленные с возможностью вращения в колоннах 107, находятся в зацеплении с зубьями на вертикальных подъемных зубчатых рейках 106 и на ведущей зубчатой рейке 108, что обеспечивает преобразование горизонтального движения ведущей зубчатой рейки а вертикальное движение вертикальных подъемных зубчатых реек. Ведущую зубчатую рейку 108 приводят в движение посредством прикрепленного к ней поршневого к ней поршневого штока 110 и гидравлического цилиндра 111. Приведение в действие гидроцилиндра 111 вызывает подъем поперечных опор 101 подъемника из первого положения под выводящими роликами 23 конвейера 22 во второе положение выше высоты расположения челночного кольца 2В и внутри периметра, образованного брусьями поддерживающего элемента 71 из спаренных параллельных брусьев. Таким образом, приведение в действие гидроцилиндра III приводит к подъему формованного и необязательно закаленного листа стекла с челночного кольца 20 вертикально вверх до места выше плоскости, образованной челночной рамой 73. На этом уровне подъема имеются поддерживающие пальцы 27, которые будучи выдвинуты в их первое положение, занимают положение под нижней поверхностью поднятого листа S стекла, в результате чего при опускании поперечных опор 101 подъемника формованный и необязательно закаленный лист стекла садится на выдвинутые поддерживающие пальцы 27. Целесообразно при втягивании поддерживающих пальцев 27 во второе положение уводить их из зоны, образованной проекцией листа стекла в плане, чтобы они не мешали вертикальному перемещению ни поперечины опор 101 подъемника, ни находящегося на них листа S стекла. Поддерживающие пальцы 27 установлены в приводных цилиндрах 112 с возможностью горизонтального движения между их выдвинутым и втянутым положениями. Приводные цилиндры 112 закреплены на элементах 113 рамы, которые в свою очередь неподвижно прикреплены к основной опорной конструкции 100 для челночного механизма.
Контурные конвейерные ролики, используемые на позиции 12 формования, как лучше всего показано на фиг. 2 и 3, предпочтительно представляют собой ролики такого типа, который содержит внутренний полый неподвижный сердечник и вращаемую вокруг него и несущую нагрузку наружную гибкую трубку. Такие контурные конвейерные ролики раскрыты и описаны в описании к патенту США 3905794, которое полностью включено в данное описание путем ссылки на него. Конструкция этого вида роликов не составляет части данного изобретения и к этому описанию можно обратиться для того, чтобы узнать о деталях конструкции предпочтительного варианта сердечника и вращаемой трубки.
Как было указано выше, контурные ролики с постепенно увеличивающейся кривизной могут быть с выгодой использованы на участке, ведущем от выхода из печи 11 на позицию формования путем прессовки. Эти контурные ролики 17 (фиг. 3) содержат сердечник 115 в виде стальной трубки и несущую нагрузку наружную гибкую трубу 116, охватывающую внутренний сердечник 115 с возможностью свободного вращения вокруг него.
На одном конце контурных роликов неподвижный внутренний сердечник 115 телескопически соединен и скреплен с коротким стержнем 117, выполненным с возможностью закрепления на боковом брусе 118 каркаса 39. Для поддержания конца ролика и предотвращения вращения внутреннего сердечника 115 при вращении вокруг него трубки 116 на стержне 117 закреплен, например, посредством сварки короткий отрезок 119 квадратного полого материала. Квадратный полый отрезок 119 вложен в паз соответствующего профиля в установочной колодке 121, прикрепленной к боковому брусу 118, и закреплен в нем посредством зажимных пластин 122 и крепежных деталей 123, ввернутых в установочную колодку 121.
На другом приводном конце сердечник 115 аналогичным образом телескопически соединен с коротким стержнем /не показан/, который прикреплен к сердечнику 115 и концентрично вставлен его цапфой во вращающуюся втулку 124 /см. фиг. 2/. Втулка 124 установлена с возможностью вращения в разнесенных подшипниках 125, закрепленных на боковом брусе 118 каркаса 39 на позиции 12 формования. Конец наружной трубки 116 прикреплен к вращающейся втулке 124 посредством соединительного элемента 125, неподвижно закрепленного на втулке 124. На каждой втулке 124 неподвижно закреплено зубчатое колесо, выполненное с возможностью приведения его во вращение посредством подходящей бесконечной приводной цепи /не показана/. Приведение во вращение зубчатого колеса 127 посредством приводной цепи вызывает вращение втулки 124 вокруг неподвижного короткого стержня 117, проходящего в нее от сердечника 115, что в свою очередь вызывает вращение соединительного элемента 127, в результате чего наружная трубка 116 вращается вокруг сердечника 115. Бесконечная приводная цепь сцеплена со всеми последовательно расположенными зубчатыми колесами 127 контурных роликов для одновременного вращения наружных трубок 116 с одной и той же угловой скоростью вокруг соответственных их осей.
Роликам обычно придают форму, диктуемую их местоположением в продольном направлении конвейерной системы, причем эта форма определяется в свою очередь требуемой конфигурацией листа в этом месте. Таким образом, контурные ролики до сих пор имели, по существу, вогнутую форму в зоне под листами стекла, соответствующую контуру листов стекла в любом конкретном месте, а их концы были установлены, по существу, в плоскости роликовой конвейерной системы.
В соответствии с изобретением роликам 17 придана форма, позволяющая беспрепятственную работу нижней формы 35 и челночного кольца 20. Поэтому, как лучше всего показано на фиг.3, ролики 17 имеют, по существу, вогнутый центральный участок 129, входящий в контакт с нижней поверхностью листа стекла, и концевые участки 130, имеющие, по существу, V-образную конфигурацию и потому проходящие под нижним формующим брусом 64 и челночным кольцом 20, находящимся в опущенном положении.
Для поддерживания концевых участков листов стекла при их продвижении в положении над нижним формующим брусом 64 с тем, чтобы свести к минимуму их коробление, вблизи каждого конца нижнего формующего бруса предусмотрена система свободно вращающихся роликовых опор 16 (фиг.2 и 3). Более конкретно с обеих сторон нижнего формующего бруса 64 оперативно установлены роликовые поддерживающие устройства 131 для поддерживания с обеспечением их качения листов S стекла при их продвижении на позицию, причем одновременно обеспечивается возможность беспрепятственного вертикального перемещения нижнего формующего бруса 64 и челночного кольца 20.
Роликовые поддерживающие устройства 131 содержат большое число колесообразных роликов 132, установленных на основании 133 с возможностью контакта качения с нижней поверхностью листов стекла. В частности, ролики 132 установлены посредством втулки 134 на короткой оси 135, ввернутой в основание 133, с возможностью свободного вращения. Ролики 132 предпочтительно покрывают подходящих материалом, таким как стеклоткань, для обеспечения упругой податливости, теплостойкости и создания поверхности, вводимой в контакт с нижней стороной листов стекла. Ролики 18 оперативно устанавливают так, чтобы они поддерживали концевые участки листов стекла вдоль и вблизи концевых частей нижнего формующего бруса 64 в зоне, не находящейся в контакте с контурными роликами 17.
Чтобы избежать скользящего движения между трубками 116 и нижней поверхностью листов стекла, ролики 132 предпочтительно совмещают с траекторией движения листов стекла. Ролики 132 предпочтительно устанавливают также перпендикулярно к нижней поверхности листов стекла. Поэтому роликовые поддерживающие устройства 131 установлены на стойках 136, ввернутых в основание 61 и закрепленных посредством контргаек 137. Очевидно, что регулировку положения роликовых поддерживающих устройств 131 по вертикали осуществляют путем соответствующего расположения контргаек 137 на резьбовой части установочных стоек 136, чтобы избирательно устанавливать ролики 18 в положение, обеспечивающее надлежащее поддерживание концевых участков листов стекла.
Кратко описывая работу в соответствии с изобретением можно сказать, что листы стекла перемещают через печь 11 посредством роликовой конвейерной системы 15, при этом одновременно постепенно повышают их температуру до точки выше температуры пластической деформации. Нагретые листы стекла передают из печи 11 на контурные ролики 17, на которых они стремяться прогнуться в соответствии с профилем роликов при подаче их на позицию формования между верхней и нижней формами 38 и 35. Концевые участки листов стекла при перемещении их на позицию формования катятся по роликам 17 и по роликовым поддерживающим устройствам 18, когда они проходят по ним. Когда листы занимают надлежащее положение, их передний край упирается в установочные упоры 43. Затем листы поднимают с контурных роликов 17 посредством нижнего формующего бруса 64 и в конце концов вводят в контакт с верхней формой 38, обеспечивая тем самым их формование. Во время подъема и формования листов стекла челночное кольцо 20 всегда расположено концентрично внутри от нижнего формующего бруса 64 и намного ниже его. При отделении нижнего формующего бруса 64 от верхней формы 38 путем перемещения его вертикально вниз нижний формующий брус укладывает отформованный лист стекла на челночное кольцо 20, которое остается подвешенным под верхней формой 38, благодаря тому, что челночная рама 73 лежит на консольных челночных опорах 80. Очевидно, что, по существу, тот же самый результат был бы получен при вертикальном подъеме верхней формы 38 и челночного кольца 20 в направлении от нижнего формующего бруса) т.е. лист стекла был бы уложен на челночное кольцо 20. Однако конструкция такого альтернативного варианта не показана. Изобретательская идея, следовательно, наилучшим образом описана здесь с точки зрения укладки формованного листа стекла на челночное кольцо путем относительного вертикального перемещения вниз нижней формы 35 от верхней формы 38. Когда нижний формующий брус продолжает опускаться в исходное положение между контурными роликами 17, челночное кольцо перемещают горизонтально посредством челночного приводного механизма 21 в разгрузочную зону 14, где формованный лист стекла снимают с челночного кольца 20, используя совместное действие подъемника 26 и поддерживающих пальцев 27, и укладывают на группу отводящих роликов 23. В другом варианте осуществления изобретения челночное кольцо 20 и находящейся на нем лист стекла перемещают между головками 24 и 25 для закалки стекла при транспортировке их с позиции 12 формования в разгрузочную зону 14. После выполнения операции выгрузки челночное кольцо 20 вновь устанавливают /посредством челночного приводного механизма 21/ в исходное положение, в котором оно расположено концентрично с нижним формующим брусом 64 и несколько ниже его.
На фиг. 8-18 более подробно проиллюстрирована работа челночного механизма в течение всего цикла работы.
На фиг.8 показано позиционирование челночного кольца 20 относительно челночного механизма и инструментов. Челночное кольцо 20 расположено концентрично с нижним формующим брусом 64 и несколько ниже его, а челночная рама 73 лежит на элементах 79 образного профиля поддерживающих стоек 77, которые, как и соединительные стойки 66 нижнего формующего бруса 64, прикреплены к нижней опорной плите 61 для перемещения вместе с ней. Лист стекла показан расположенным на роликах 17 и готовым к формованию путем прижатия к верхнему формующему брусу 48 верхней формы 38. Показаны также консольные опоры 80 и захваты, смещенные по горизонтали, чтобы не мешали выполнению операции формования.
На фиг. 9 нижнюю форму 35 поднимают, в результате чего нижний формующий брус 54 входит в контакт с листом стекла и поднимает его с роликов 17, прижимая к верхнему формующему брусу 48, что обеспечивает формование листа до требуемой конечной кривизны. Как показано, челночное кольцо остается все время в течение операции формования концентричным с нижним формующим брусом 64 и расположенным немного ниже его. Во время прессовки листа стекла между нижней и верхней формами 35 и 38 соответственно челночный привод заставляет консольные опоры 80 перемещаться вбок, в положение, при котором захваты 81 и направляющие пальцы /не показаны/ будут задерживать перпендикулярно расположенные поддерживающие стержни 75 челночной рамы 73 при опускании нижней формы 35.
На фиг.10 показаны челночная рама 73 и челночное кольцо 20 с расположенным на нем отформованным листом стекла, поддерживаемые посредством V-образных захватов 81 и направляющих пальцев /не показаны/ консольных опор 80. Хотя это особо и не показано, формованный лист стекла опускают путем перемещения нижнего формующего бруса 64 вертикально вниз при отделении его от верхнего формующего бруса 48, и когда нижний формующий брус 64 и нижняя форма 35 продолжают опускаться, перпендикулярно расположенные поддерживающие стержни 75 челночной рамы 73 задерживают посредством захватов 81 и направляющих пальцев консольных опор 80, обеспечивая тем самым отделение перпендикулярных поддерживающих стержней 75 от ранее сцепленных с ними элементов 79 опорных стоек 77, прикрепленных к нижней опорной плите 61.
На фиг.11 показано перемещение челночного кольца 20 и формованного листа стекла через необязательную позицию 13 закалки, где формованный лист стекла закаливают путем направления на него охлаждающей текучей среды из дутьевых головок 24 и 25. Перемещение челнока и консольных опор 80 вбок осуществляют путем перемещения салазок 84 по направляющим 86 скольжения посредством челночного привода /не показан/.
На фиг.13 показано расположение челночного кольца 20 в разгрузочной зоне 14 относительно челночного механизма, подъемника 26 и отводящего роликового конвейера 22.
На фиг. 13 показана часть операции выгрузки формованного и закаленного /хотя и необязательно/ листа стекла, в которой поперечные опоры 101 подъемника 26 поднимают из их первоначального положения под отводящими роликами 23 конвейера 22, чтобы ввести их в контакт с листом стекла и поднять его с челночного кольца 20 до высоты, на которой поддерживающие пальцы 27 могут быть выдвинуты из приводных цилиндров 112 в положение под нижней поверхностью поднятого листа стекла.
На фиг.14 показаны опускание поперечных опор 101 в положение под челночной рамой 73 и обеспечиваемая в результате этого укладка отформованного и закаленного /хотя и не обязательно/ листа стекла на поддерживающие пальцы 27. После выполнения этой операции челночная рама 73 и челночное кольцо 20 могут быть беспрепятственно выведены из загрузочной зоны 14 на позицию формования путем перемещения салазок 84 по направляющим 86 скольжения.
На фиг.15 показана другая часть операции выгрузки, в которой поперечные опоры 101 подъемника 28 опять поднимают, чтобы ввести их в контакт с листом и поднять его с поддерживающих пальцев 27, которые после этого втягивают в приводные цилиндры 112.
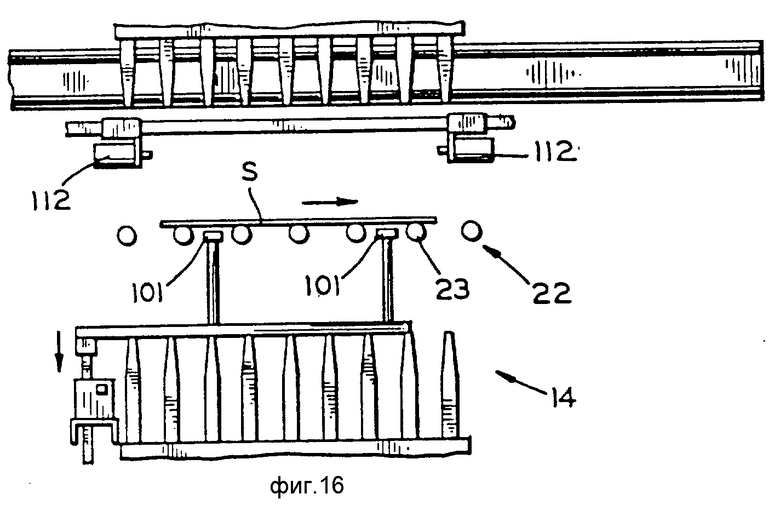
На фиг.16 показано проведение оставшейся части операции выгрузки, в которой поперечные опоры 101 подъемника опускают до уровня под отводящим роликовым конвейером 22, обеспечивая тем самым введение нижней стороны отформованного и необязательно закаленного листа стекла в контакт с отводящими роликами 23 для выгрузки листа из разгрузочной зоны 14.
На фиг. 17 показано позиционирование челночной рамы 73 и челночного кольца 20 после возвращения их из разгрузочной зоны на позицию 12 формования.
На фиг. 18 показан подъем челночной рамы 73 с консольных опор 80 путем сцепления V-образных элементов 79 с перпендикулярно проходящими поддерживающими стержнями 75 челночной рамы при подъеме опорной плиты 61 нижней формы 35. Показано также перемещение консольных опор 80 вбок, которое осуществляют после подъема челночной рамы 73 с консольных опор 60 путем перемещения вверх опорной плиты 61 с тем, чтобы обеспечить возможность беспрепятственного опускания нижней формы 35 и челночной рамы 73 с кольцом 30 на ней в положение, показанное на фиг.8.
С целью иллюстрации изобретения были описаны некоторые характерные варианты и детали, но для специалистов в данной области техники очевидно, что возможны различные изменения в применении и изобретение может быть осуществлено иначе. Например, челночный механизм может быть использован для пропускания формованных листов стекла через любой иной, чем закалка, процесс охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| Устройство для молирования листов стекла | 1989 |
|
SU1831469A3 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ | 1995 |
|
RU2143407C1 |
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ЛИСТОВ | 1991 |
|
RU2036861C1 |
| ЗЕЛЕНОЕ СТЕКЛО | 1990 |
|
RU2067559C1 |
| СПОСОБЫ ДЛЯ ЗАЩИТЫ УЛОЖЕННЫХ В ШТАБЕЛЬ СТЕКЛЯННЫХ ЛИСТОВ И ИЗДЕЛИЕ | 1994 |
|
RU2141876C1 |












В способе транспортировки формованных нагретых листов стекла с позиции формования через позицию закалки стекла в печь для отжига стекла и устройство для осуществления способа используют челночное /совершающее возвратно-поступательное движения/ кольцо, соответствующие по контуру и высоте расположения краям листа стекла. Челночное кольцо принимает лист стекла с нижней формы при относительном вертикальном перемещении нижней формы в направлении вниз от верхней формы. Лист стекла, уложенный указанным образом на челночное кольцо, транспортируют через позицию закалки в печь для отжига стекла. 2 с.и. 5 з. п. ф-лы, 18 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4092141, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4364756, кл | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент, 3684473, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, патент, 3607200, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
