Изобретение относится к технологии микроэлектроники и может быть использовано при изготовлении радиодеталей с пленочными резистивными элементами, входящими в состав электронных приемопередающих устройств, систем обработки сигналов и датчиком параметров внешней среды.
Известны способы изготовления пленочных резисторов, включающие нанесение металлизированных резистивных пленок на диэлектрические подложки и последующий отжиг при температурах из интервала 400-1000 К на воздухе, в инертной атмосфере или вакууме (Скобленко А.В. Материалы и методы получения высокостабильных тонкопленочных резисторов микросхем. Зарубежная электронная техника, 1982, N 8, с. 27-59). Высокотемпературный отжиг применяют для стабилизации электрических параметров резисторов.
Недостатком известных способов является низкий процент выхода годных резисторов и значительный разброс их электрических характеристик, что обусловлено структурной неоднородностью пленок, в частности большой дисперсией размеров кристаллитов и внутренних механических напряжений в них.
Известен также способ снятия внутренних напряжений в тонких пленках меди на диэлектрических подложках путем обработки структур в среде жидкого азота в течение 10 мин (Жмудь Е.С. Пепшина Л.К. Снятие растяжения медной пленки на подложках в результате криогенного охлаждения. Электронная техника, Сер. Электроника СВЧ, 1990, N 7 (431), с.59).
Наиболее близким техническим решением к заявляемому является способ стабилизации электрических параметров в резистивных слоях, нанесенных на подложку путем напыления, включающий погружение подложки с нанесенным покрытием в жидкий азот на 1-10 мин и последующую выдержку в нормальной атмосфере в течение нескольких минут (Заявка ФРГ N 1300613, кл. H 01 С 17/00), 1969).
Недостатком способа-прототипа является незначительное повышение процента выхода годных резисторов по сравнению с традиционными (без охлаждения) технологиями, а также нестабильность параметров (электрическое сопротивление, температурный коэффициент сопротивления (ТКС)) в процессе хранения или эксплуатации, особенно при повышенных температурах. Поэтому крайне низки процент выхода годных и срок службы резистивных структур, используемых в качестве нагревательных элементов в газочувствительных полупроводниковых датчиках.
Целью изобретения является увеличение выхода годных за счет уменьшения разброса параметров резисторов, снижения механических напряжений, а также повышения структурной стабильности и однородности пленок.
Цель достигается тем, что на диэлектрическую подложку наносят металлизированное покрытие, производят низкотемпературную обработку в жидком азоте в течение 30-60 с, извлечение из жидкого азота на воздух, выдержку при комнатной температуре в течение 30-60 с и последующее повторение данного цикла охлаждение нагрев в течение 25-30 мин. После низкотемпературной циклической обработки структуры подвергают отжигу на воздухе, в вакууме или инертной атмосфере.
Заявляемое техническое решение отличается от прототипа тем, что низкотемпературную обработку осуществляют циклически в течение 25-30 мин путем последовательного охлаждения резисторов в жидком азоте, извлечения и нагрева на воздухе до комнатной температуры с выдержкой на каждом этапе 30-60 с, а затем производят отжиг подложек. Эти отличия позволяют сделать вывод о соответствии заявляемого технического решения критерию "новизна". Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежных областей техники.
Цель достигается благодаря периодическому и резкому изменению упругонапряженного состояния резистивной пленки при погружении в жидкий азот и извлечения из него. Скорость, с которой происходит это изменение, определяется длительностью установления теплового равновесия (при комнатной и азотной температурах). Изменение величины, а для некоторых сочетаний материалов пленка-подложка и знака внутренних механических напряжений в системе, в момент охлаждения и нагрева активизирует процессы перехода субструктурных составляющих (отдельные кристаллографические дефекты, границы раздела, целые блоки и зерна) в равновесное состояние, характеризующееся меньшей величиной свободной энергии по сравнению с исходным состоянием, свойственным структуре пленки после ее нанесения. В частности, резкое циклическое изменение внутренних напряжений обуславливает разрушение окисных диэлектрических прослоек между зернами резистивной пленки, вследствие чего уменьшается и стабилизируется величина ее сопротивления и температурного коэффициента сопротивления, снижается дисперсия этих параметров как на данной структуре, так и в пределах партии однотипных изделий. Структурные и сопровождающие их электрические изменения в пленках дополнительно инициируются и стимулируются упругими волнами, возникающими при каждом акте локальной перестройки дефектов, в результате которой снижается величина микронапряжений в материале.
Заявляемый способ реализуют следующим образом. Структуры, полученные после нанесения металлизированного покрытия на диэлектрическую подложку, опускали в сосуд Дьюара с жидким азотом, выдерживали в течение 30-60 с, извлекали из жидкого азота на воздух и выдерживали 30-60 с при комнатной температуре, затем вновь повторяли циклы охлаждение нагрев в течение 25-30 мин. После низкотемпературной циклической обработки структуры подвергали отжигу на воздухе, вакууме или инертной среде при повышенных температурах. Температуру и длительность в каждом конкретном случае задавали в зависимости от свойств изготавливаемых резистивных слоев и диэлектрических подложек. После завершения операций низко- и высокотемпературных обработок на резистивных слоях формировали контакты; осуществляли контроль электрических параметров, при необходимости проводили подгонку параметров под номинал и передавали на этап сборки.
Рабочие режимы изготовления резисторов по заявляемому способу определяли экспериментально по результатам исследований структуры и электрических свойств пленок никеля и тантала, нанесенных на подложку из ситалла или поликора. Толщины пленок варьировались от 70 до 200 нм, подложек от 0,5 до 0,6 мм. Процедура изготовления структур включала в себя операции: очистку поверхности подложек, напыление резистивного слоя, термообработку, рентгеновские измерения, формирование контактов, контроль электрического сопротивления и температурного коэффициента сопротивления (ТКС). Рентгеновские исследования влияния термообработки на субструктуру и механические напряжения в пленках выполнялись на дифрактометре ДРОН-4. Измерения сопротивления резисторов проводились с помощью двухзондового контактирующего устройства, подключенного к цифровому омметру типа Щ 34. ТКС пленок определялся в диапазоне температур 300-425 К по ГОСТ 21342.25-78.
Низкотемпературную обработку проводили путем помещения подложек в сосуд Дьюара с жидким азотом, а последующий отжиг осуществляли в вакууме (≈ 1Па) при 600-800 К в течение 0,5-1 ч. При одном и том же режиме одновременно обрабатывали по три структуры.
В результате проведенных экспериментов установлено следующее.
Последовательное выполнение операций охлаждения в жидком азоте и отжига приводит к уменьшению электрического сопротивления и возрастанию ТКС резистивных слоев, увеличению размеров блоков (областей конкретного рассеяния рентгеновского излучения) и снижению остаточных механических напряжений в пленках.
Наибольшие изменения параметров зафиксированы при циклическом охлаждении структур.
Зависимость приращений параметров от длительности периодического охлаждения в жидком азоте выходит на "насыщение", т.е. перестает зависеть от времени обработки при длительности более 30 мин, а при длительности обработки менее 25 мин изменение структуры носит незавершенный характер.
Оптимальные значения длительности выдержки при низкотемпературной обработке как в жидком азоте, так и при комнатной температуре, составляют 30-60 с. При длительности выдержки менее 30 с не успевает установиться тепловое равновесие в структуре, особенно при больших геометрических размерах подложек. При длительности более 60 с не замечено существенного возрастания приращений параметров, уже достигнутых в течение обработок при 30-60 с.
Электрические и структурные параметры резистивных пленок, обработанных в режимах заявляемого способа, остаются стабильными при хранении в нормальных условиях в течение года, а также при испытаниях под нагрузкой 3 месяца.
Во всех случаях обработок по заявляемому способу наряду с изменением средних значений параметров резисторов происходит упрощение дисперсии этих значений как на отдельном резистивном элементе, так и по партии однотипных структур.
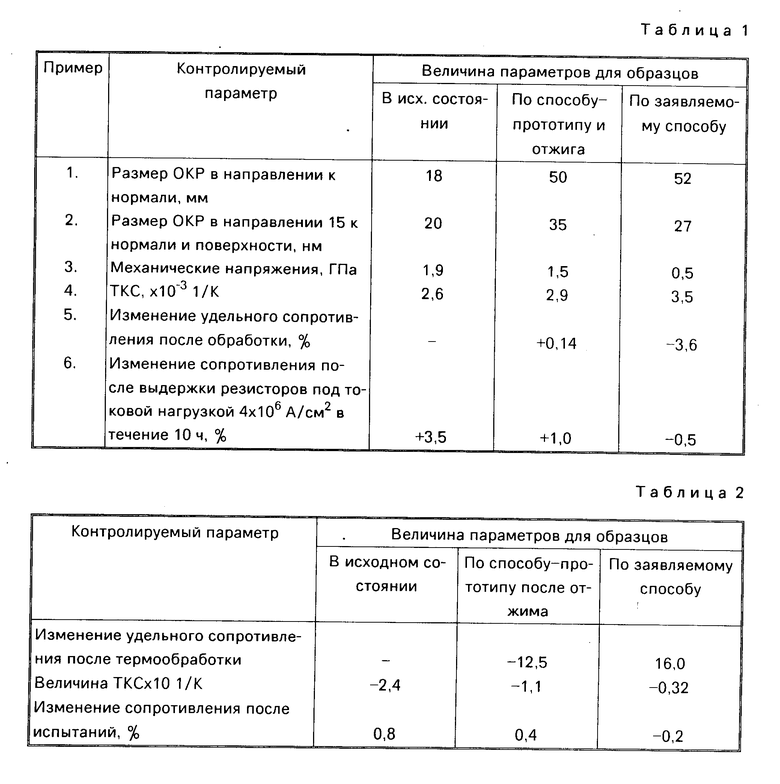
П р и м е р 1. На обезжиренные подложки из ситалла СТ-50-1 методом электронно-лучевого испарения из медного водоохлаждаемого тигля на установке "Оратория-9" осаждали пленки никеля толщиной 100 нм с подслоем ванадия толщиной 5 нм. Температура подложки при осаждении составляла 700 К, давление в камере 2,5 х x10-3 Па, скорость осаждения 0,5-1,0 нм/с. Исходное сопротивление пленок составило 2,5-3 Ом / 2,5-3 Ом/□; ТКС (2,7 ± 0,5)х10-3 1/К. Полученные пленки подвергали криообработке путем погружения подложки с пленкой в сосуд с жидким азотом, выдержки при температуре жидкого азота в течение 60 с, извлечения подложки на воздух, выдержки при комнатной температуре в течение 60 с и повторения указанных процедур в течение 25 мин. Затем проводили отжиг в вакууме при давлении 0,1 Па при температуре 770 К в течение 1 ч. После обработки пленки подвергали фотолитографии и гальваническому осаждению Ni (1-3 мкм) и Au (3-6 мкм) в местах расположения контактов. На изготовленных образцах плат с резисторами на основе никеля проводили структурные и электрофизические измерения. Контрольная партия структур, подготовленная аналогичным образом, подвергалась обработке в режиме способа-прототипа: охлаждение в жидком азоте в течение 15 мин. Результаты испытаний приведены в табл. 1.
/ 2,5-3 Ом/□; ТКС (2,7 ± 0,5)х10-3 1/К. Полученные пленки подвергали криообработке путем погружения подложки с пленкой в сосуд с жидким азотом, выдержки при температуре жидкого азота в течение 60 с, извлечения подложки на воздух, выдержки при комнатной температуре в течение 60 с и повторения указанных процедур в течение 25 мин. Затем проводили отжиг в вакууме при давлении 0,1 Па при температуре 770 К в течение 1 ч. После обработки пленки подвергали фотолитографии и гальваническому осаждению Ni (1-3 мкм) и Au (3-6 мкм) в местах расположения контактов. На изготовленных образцах плат с резисторами на основе никеля проводили структурные и электрофизические измерения. Контрольная партия структур, подготовленная аналогичным образом, подвергалась обработке в режиме способа-прототипа: охлаждение в жидком азоте в течение 15 мин. Результаты испытаний приведены в табл. 1.
Как видно из табл. 1, пленочные элементы изготовлены по заявляемому способу, обладают более равновесным структурным состоянием, что, в свою очередь, сказывается на механических напряжениях и долговечности элементов.
П р и м е р 2. На поликоровые подложки толщиной 0,5 мм методом ионно-плазменного распыления в среде аргона осаждали пленки тантала толщиной 200 нм. Температура подложки при осаждении составляла 530 К, скорость осаждения 0,05 нм/с. Исходное сопротивление пленок составляло 10-12 Ом/10-12 Ом/□, ТКС (1-3)х10-4 1/К. Пленки подвергали криообработке по следующему режиму: выдержка в жидком азоте 30 с; выдержка в нормальных условиях 30 с; общая продолжительность обработки 30 мин.
Отжиг производили в вакууме при температуре 623 К в течение 30 мин. Затем методом фотолитографии формировали рисунок резистивных элементов. Методом термического испарения на подложке напыляли слой Cr-Cu-Cr толщиной 8 +2 мкм. В местах размещения проводников и контактных площадок удаляли верхний слой хрома, наносили гальваническим осаждением слой золота толщиной 3-6 мкм. Затем через сформированную маску золотого покрытия удаляли слой хрома и меди, получая при этом конфигурацию элементов схемы. Производили контроль и электрохимическую подгонку резисторов.
Резисторы подвергали испытаниям: выдержке при температуре 398 К в течение 1500 ч. Одновременно испытывали две контрольные партии: в одной резистивные пленки не подвергались термообработке, в другой резистивные пленки после изготовления выдерживали в жидком азоте в течение 15 мин и отжигали в вакууме при температуре 623 К в течение 30 мин. Результаты испытаний приведены в табл.2.
Как видно из табл.2, резистивные элементы, изготовленные по заявляемому способу, имеют большую величину ТКС, приближаясь к нулю из области отрицательных значений, и обладают большей временной стабильностью по сравнению с образцами из контрольных партий.
П р и м е р 3. На подложке из ситала СТ-50-1 напыляли слой сплава РС-1714 методом термического испарения с проволочного вольфрамового испарителя на установке типа УВН-71 П-3. Температура подложки при напылении составляла 630 К, скорость осаждения 0,07-0,1 нм/с, давление 1х10 Па. Пленки имели толщину 20 мм, удельное сопротивление 160-240 Ом/160-240 Ом/□ и ТКС 2х10 1/К.
Подложки с пленкой резистивного сплава помещали в сосуд Дьюара с жидким азотом на 60 с, затем выдерживали на воздухе и далее повторяли цикл обработки в течение 25 мин. Подложки подвергали термообработке в вакууме 10-10 Па при температуре 730 К в течение 30 мин.
На подложки наносили вакуумным напылением слой V-Cu-Ni толщиной 1-3 мкм, а затем методом двойной фотолитографии формировали конфигурацию резистивных элементов и коммутации, затем наносили защитный слой из печатного фоторезиста ФН-11С. Платы с резистивными элементами, установленные в корпусах, подвергали испытаниям при температуре окружающей среды 70оС и электрической нагрузке с удельной мощностью Ро 5 Вт/см2 в течение 1000 ч. Относительное изменение сопротивления после испытаний составило (среднее значение): для образцов, не прошедших термообработку, + 1,2% для образцов, прошедших перед отжигом обработку в жидком азоте по режиму способа-прототипа, 0,8% для образцов, изготовленных по заявляемому способу, 0,3%
Соответственно выход годных по критерию стабильности под электрической нагрузкой (уход сопротивления не должен превышать 0,5%) составил 12, 44, 100%
Заявляемый способ по сравнению с прототипом, который может быть принят в качестве базового объекта, позволяет получать более совершенные и стабильные при хранении и эксплуатации элементы без дополнительных затрат на оснастку и оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1996 |
|
RU2109360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2000 |
|
RU2183876C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1998 |
|
RU2145744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2000 |
|
RU2207644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЙ - ПЛЕНКА ДИОКСИДА КРЕМНИЯ | 1996 |
|
RU2128382C1 |
| СПОСОБ ОБРАБОТКИ СТРУКТУР "КРЕМНИЙ НА САПФИРЕ" | 2000 |
|
RU2185685C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2004 |
|
RU2270490C1 |
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1996 |
|
RU2098887C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 1996 |
|
RU2119693C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ДИЭЛЕКТРИЧЕСКИХ ПЛЕНОК | 2000 |
|
RU2179351C2 |
Использование: в микроэлектронике, в частности при изготовлении радиодеталей с пленочными резистивными элементами. Сущность изобретения: на диэлектрическую подложку наносят резистивную пленку, производят низкотемпературную обработку циклически в течение 25 30 мин путем последовательного охлаждения резисторов в жидком азоте и выдержки на воздухе при комнатной температуре, при этом время проведения каждой операции выбирают равным 30 60 с. После циклической обработки осуществляют отжиг подложки. Указанная последовательность операций позволяет увеличить выход годных резисторов, снизить механические напряжения, а также повысить структурную стабильность и однородность резистивных пленок. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ, включающий нанесение на диэлектрическую подложку резистивной пленки, низкотемпературную обработку в жидком азоте и последующую выдержку на воздухе, отличающийся тем, что операции низкотемпературной обработки и выдержки на воздухе осуществляют циклически в течение 25-30 мин, при этом время проведения каждой операции выбирают равным 30-60 с, после чего производят отжиг подложки.
| Однотактный инвертор | 1985 |
|
SU1300613A1 |
