Изобретение относится к технологии электронной техники и может быть использовано при изготовлении электрорадиоизделий, входящих в состав устройств приема, передачи и обработки сигналов, а также датчиков параметров внешней среды.
Известны способы изготовления пленочных резисторов, включающие нанесение на диэлектрические подложки резистивных пленок и последующий отжиг полученных структур при 400-1000 К на воздухе, в инертной атмосфере или вакууме /1/. Высокотемпературный отжиг применяют для стабилизации электрических параметров резисторов.
Недостатком известных способов /1/ является низкий процент выхода годных резисторов и значительный разброс их электрических характеристик, что обусловлено структурной неоднородностью пленок, в частности высокой дисперсией размеров образующих их кристаллов, текстурой и внутренними механическими напряжениями.
Известен способ стабилизации электрических параметров резистивных слоев, нанесенных на диэлектрические подложки путем погружения структур в жидкий азот на 1-10 мин, последующей выдержки в нормальных условиях в течение нескольких минут /2/.
Недостатком указанного способа является незначительное повышение процента выхода годных резисторов по сравнению с изготовленными по традиционной технологии, а также сохраняющаяся нестабильность электрических параметров резистивных слоев, высокая дисперсия их значений и деградация в процессе хранения или эксплуатации при повышенных температурах, например при использовании в качестве терморезисторов в датчиках физических параметров внешней среды.
Наиболее близким техническим решением к заявляемому является способ изготовления пленочных резисторов, включающий нанесение на диэлектрическую подложку резистивной пленки, циклическую низкотемпературную обработку в течение 25-30 мин в жидком азоте, чередующуюся с выдержкой на воздухе, при длительности каждой из операций 30-60 c, а также последующий отжиг структур при повышенной температуре /3/. По сравнению с известными /1,2/ способами данное техническое решение дает более высокий процент выхода годных.
Недостатком способа /3/ является сохраняющийся высокий разброс значений электрических параметров (сопротивлений, температурных коэффициентов сопротивлений - ТКС). И хотя этот разброс ниже, чем дисперсия параметров резисторов, полученных способами /1,2/, тем не менее с ним связано уменьшение выхода годных, особенно при изготовлении прецизионных резисторов по способу-прототипу.
Техническим результатом является повышение выхода годных за счет снижения электрической неоднородности пленок.
Технический результат достигается тем, что в способе изготовления пленочных резисторов, включающем нанесение на диэлектрическую подложку резистивной пленки, циклическую низкотемпературную обработку в жидком азоте и отжиг, отжиг проводят в среде азота при давлении выше атмосферного путем пропускания через резистор импульсов электрического тока.
Заявляемое техническое решение отличается от прототипа тем, что отжиг проводят в среде азота при давлении выше атмосферного путем пропускания через резистор импульсов электрического тока.
Новым, не обнаруженным при анализе патентной и научно-технической литературы является то, что отжиг проводят в среде азота при давлении выше атмосферного путем пропускания через резистор импульсов электрического тока. Известны способы изготовления прецизионных резисторов /4,5/, включающие формирование, термоциклирование, подгонку, герметизацию и электротермотренировку, при этом после герметизации резисторы охлаждают до температуры жидкого азота и электротермотренировку осуществляют путем нагрева резисторов пропусканием постоянного тока величиной в 5-30 раз превышающей номинальную. Заявляемое техническое решение существенно отличается от известных /4,5/ как по совокупности действий, так и по условиям выполнения этих действий:
- в заявляемом техническом решении поверхность резистивной пленки непосредственно контактирует с жидким азотом, в известных резистор помещен в герметичный объем; это определяет существенно различные тепловые сопротивления объектов и соответственно различную реакцию на изменение температуры, т.е. скорость изменения физико-механических характеристик;
-нагрев производится в среде азота - нагрев производится в воздушной среде, т.е. различные химические реакции, протекающие при повышенных температурах;
- нагрев производится при давлении выше атмосферного - нагрев производится при атмосферном давлении; это определяет различие в скорости протекания диффузионных процессов;
- нагрев резисторов осуществляется импульсами тока - нагрев резисторов осуществляется пропусканием постоянного тока; это обуславливает различие в скорости изменения теплового состояния резистора и связанных с ним других характеристик и уровне токовых нагрузок, приводящим к эквивалентным изменениям величины сопротивления.
Технический результат при реализации заявляемого способа достигается благодаря тому, что при циклическом и резком изменении упругонапряженного состояния резистивной пленки при погружении резистора в жидкий азот и подаче на него импульсов электрического тока в моменты охлаждения и нагрева активируются процессы перехода субструктурных составляющих (отдельные кристаллографические дефекты, границы раздела, целые блоки и зерна) в равновесное состояние, характеризующееся меньшей величиной свободной энергии по сравнению с исходным состоянием, свойственным структуре пленки после ее нанесения. В частности, резкое циклическое изменение внутренних напряжений обуславливает разрушение окисных диэлектрических прослоек между зернами резистивной пленки. Структурные и сопровождающие их электрические изменения в пленках дополнительно инициируются и стимулируются упругими волнами, возникающими при каждом акте локальной перестройки дефектов, в результате которой снижается величина микронапряжений в материале. В способе - прототипе /3/ низкотемпературная обработка, включающая циклическое изменение температуры от температуры жидкого азота до комнатной и вновь до температуры жидкого азота (несколько раз) и отжиг при повышенных температурах (выше комнатной), представляют собой последовательные во времени события, выполняемые на различном оборудовании (в различных точках пространства). В заявляемом способе циклическая низкотемпературная обработка и отжиг происходит в одном и том же месте пространства. Нагрев резистора электрическим током сопровождается интенсивным кипением жидкого азота на границе раздела резистивная пленка жидкость и образованием пузырьков газообразного азота. Давление пузырьков газообразного азота при Ткрит=125,9 К составляет 33,9 МПа, что более чем в 30 раз превосходит атмосферное давление. Схлопывание пузырьков приводит к дополнительному квазиимпульсному воздействию на резистивную пленку. Кроме того, скорость диффузии примесей при повышенном давлении увеличивается, что ускоряет процессы структурной перестройки в пленке. При нагреве резистора импульсом электрического тока происходит нагрев резистора от температуры жидкого азота до комнатной и далее до температуры отжига. По окончании действия импульса электрического тока температура резистора изменяется от температуры отжига сначала до комнатной, а затем до температуры жидкого азота, т.е. отжиг производится после каждого цикла низкотемпературной обработки в парогазовом пространстве кипящего азота. При плотностях электрического тока больших 10 А/см воздействие носит не только тепловой характер, но и приводит к процессам электродиффузии, что способствует разрушению электрических неоднородностей; в предельных случаях электронагрев способствует выявлению потенциально ненадежных резисторов, содержащих царапины и другие дефекты. Импульсный характер токовой нагрузки позволяет, во-первых, обеспечить равномерный нагрев резистивной пленки, а, во-вторых, повысить эффективность регулирования процесса.
Заявляемый способ реализуется следующим образом. Подложка с нанесенной резистивной пленкой и контактными узлами, к которым подсоединялись проводники, помещалась в сосуд Дьюара с жидким азотом. Проводники подключались к источнику постоянного тока и на резистор кратковременно подавался электрический ток. После релаксации температуры резистора к установившемуся значению (контролировалось по прекращению процесса интенсивного кипения жидкого азота) циклы нагрева и охлаждения повторяли. В промежутках между подачей импульсов электрического тока, не извлекая подложки на воздух, производили измерение величины электрического сопротивления и по достижении им необходимых значений процесс обработки прекращали, извлекали подложку из жидкого азота и производили соответствующие операции технологического цикла изготовления.
Рабочие режимы изготовления резисторов по заявляемому способу определяли экспериментально по результатам исследования электрических свойств пленок никеля, нанесенных на подложки из ситалла. Толщина пленок составляла 0,05-0,1 мкм. Процедура изготовления структур с резисторами включала в себя очистку поверхности подложек, нанесение резистивного слоя, изготовление контактных площадок для подачи электрического тока и контроля сопротивления. Измерение сопротивления производили с помощью цифрового омметра Ш 34 после припаивания к контактным площадкам гибких проводников. ТКС пленок определяли в диапазоне температур 77-293 и 293-398 К.
По результатам проведенных исследований установлено следующее:
- воздействие постоянного электрического тока с максимальной плотностью менее 106А/см2 при времени воздействия 20 мин не приводит к существенному изменению сопротивления;
- при воздействии постоянного тока с максимальной плотностью 1,5•106 А/см2 при времени воздействия 1 мин сопротивление увеличилось на 2%, за последующий цикл сопротивление увеличилось более чем на 2 порядка, что свидетельствует о разрушении резистора;
- при воздействии импульсов электрического тока с максимальной плотностью 1,5•106 А/см2 и длительности импульса менее 1 с после 30 циклов воздействия изменения сопротивления не наблюдалось: при увеличении длительности импульса наблюдается уменьшение сопротивления в пределах 1-3%;
- при воздействие импульсов электрического тока с максимальной плотностью 3•106 А/см2 и длительностью импульсов порядка 1-2 с после 10 циклов сопротивление резисторов уменьшается примерно на 30%, а ТКС соответственно, увеличивается; произведение удельного сопротивления резистивной пленки на величину температурного коэффициента сопротивления (ρ•TKC) в процессе обработки остается постоянным с точностью не хуже ±2%; величина ТКС (правило Матиссена) для исследуемых пленок составляла (47-55)•10-10 Ом•см/К; для массивных образцов никеля в зависимости от степени чистоты величина ρ•ТКС находится в пределах (42,5-56,55)•10-10Ом•см/К /6,7/;
- максимально достигаемое изменение параметров никелевых пленок после импульсной обработки составляет по сопротивлению - до 30÷35%, по ТКС - до 50%.
Пример практической реализации способа.
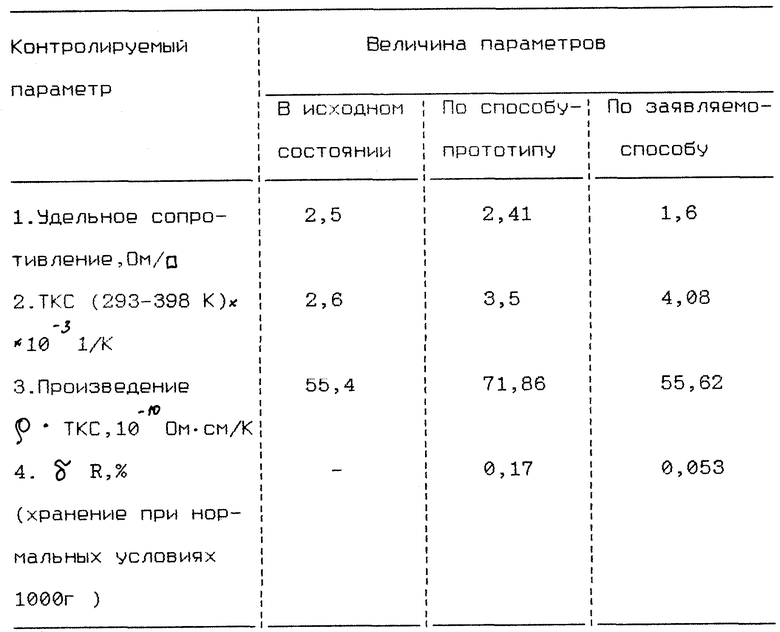
На обезжиренные подложки из ситалла СТ 50-1 методом электронно-лучевого испарения из медного водоохлаждаемого тигля на установке типа "Оратория -9" осаждали пленки никеля толщиной 100 нм с подслоем ванадия толщиной 100 нм с подслоем ванадия толщиной 5 нм. Температура подложки при осаждении составляла 700 К, давление в камере 2,5•10-3 Па, скорость осаждения 0,5-1,0 Нм/с. Исходное сопротивление составило 2,4-2,6Ом/□, ТКс=(2,2-2,6)•10-3 1/К. Методом термического испарения в вакууме через трафарет наносились контактные площадки структуры V-Cu-Ni толщиной 1 - 3 мкм. Подложки разделялись на отдельные резистивные элементы размером 3 х 30 мм2 при площади резистивной пленки 0,63 см2. К контактным площадкам припоем ПОС-61 припаивались гибкие изолированные проводники. Производили измерение сопротивления резистора при комнатной температуре. Затем образец помещали в термошкаф, нагретый до температуры 398 К, выдерживали в нем в течение 10 мин и производили измерение сопротивления резистора. По полученным результатам определяли величину ТКС. После остывания образца до комнатной температуры его помещали в сосуд Дьюара с жидким азотом и вновь измеряли сопротивление. Через резистор от источника постоянного тока с напряжением 30 В пропускали в течение 1-2 с импульсы электрического тока при максимальной плотности 3•106 А/см2 с периодом следования 5-10 с (определяли по окончании интенсивного кипения азота после прекращения подачи тока). После 10 циклов воздействия образец извлекали из жидкого азота и по достижении им комнатной температуры производили измерение сопротивления. Помещали образец в термошкаф, производили измерение сопротивления и определяли величину ТКС для диапазона температур 293-398 К. Контролировали изменение сопротивления за 1000 г при хранении в нормальных условиях. Результаты испытаний приведены в таблице (средние значения по трем образцам).
Как видно из таблицы, пленочные резисторы, изготовленные по заявляемому способу, обладают более равновесным состоянием, что в свою очередь сказывается на стабильности элементов. По сравнению с прототипом, по которому ТКС резистора воспроизводится с точностью ±12%, заявляемый способ позволяет обеспечить точность не хуже ±2%. Продолжительность обработки составляет около 5-10 минут, что в несколько десятков раз меньше продолжительности обработки по базовому способу.
Литература
1. Скобленко А.В. Материалы и методы получения высокостабильных тонкопленочных резисторов. Микросхем. Зарубжная электронная техника, 1982, 8, с. 267-59.
2. DE заявка 1300613, МПК Н 01 С 17/00, 1969.
3. RU, патент 2046419, МПК Н 01 С 17/06, 1995.
4. СССР, а.с. 1046778, МПК Н 01 С 17/00, 1983.
5. СССР, а.с. 11723997, МПК Н 01 С 17/00, 1996.
6. Кухлинг Х. Справочник по физике. - М.: Мир, 1985.
7. Шульце Г. Металлофизика - М.: Мир, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1996 |
|
RU2109360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1992 |
|
RU2046419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1998 |
|
RU2145744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2000 |
|
RU2207644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЙ - ПЛЕНКА ДИОКСИДА КРЕМНИЯ | 1996 |
|
RU2128382C1 |
| СПОСОБ ОБРАБОТКИ СТРУКТУР "КРЕМНИЙ НА САПФИРЕ" | 2000 |
|
RU2185685C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2004 |
|
RU2270490C1 |
| СПОСОБ ФОРМИРОВАНИЯ ФОТОРЕЗИСТИВНОЙ МАСКИ | 2000 |
|
RU2195047C2 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 1996 |
|
RU2119693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЙ - ПЛЕНКА ДИОКСИДА КРЕМНИЯ | 1991 |
|
RU2034365C1 |
Изобретение относится к технологии электронной техники и может быть использовано при изготовлении электрорадиоизделий, входящих в состав устройств приема, передачи и обработки сигналов, а также датчиков параметров внешней среды. Технический результат: повышение выхода годных за счет снижения электрической неоднородности пленок. Сущность изобретения: в способе изготовления пленочных резисторов, включающем нанесение на диэлектрическую подложку резистивной пленки, циклическую низкотемпературную обработку в жидком азоте и отжиг, отжиг производится в среде азота при давлении выше атмосферного путем пропускания через резистор импульсов электрического тока. 1 табл.
Способ изготовления пленочных резисторов, включающий нанесение на диэлектрическую подложку резистивной пленки, циклическую низкотемпературную обработку в жидком азоте и отжиг, отличающийся тем, что отжиг производят непосредственно после каждого цикла низкотемпературной обработки в среде азота при давлении выше атмосферного путем пропускания через резистивный элемент импульсов электрического тока.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1992 |
|
RU2046419C1 |
| Способ изготовления прецизионных резисторов | 1982 |
|
SU1046778A1 |
| SU 1172397 A1, 20.04.1996 | |||
| US 3381256 A, 30.04.1968. | |||
