Изобретение относится к обработке металлов давлением, а именно к автоматам для получения радиальных отверстий под шплинт в стержневых деталях типа палец, шаровой палец и т.д.
Известен двухударный холодновысадочный автомат для высадки стержневых деталей из пруткового материала, состоящий из станины, в которую вмонтирована матрица, блок пуансонов, установленный на вертикальных салазках ползуна, механизма перемещения этих салазок, действующего от распредвала механизма подачи заготовки в матрицу и механизма выталкивания с приводом от того же распредвала, посредством кулака.
Недостатком данного автомата является невозвожность обработки штучных деталей и отсутствие механизма пробивки радиальных отверстий в стержневых деталях.
Задача настоящего изобретения заключается в создании автомата для обработки штучных стержневых деталей, в которых существует необходимость получения радиальных отверстий под шплинт.
Поставленная задача решается тем, что автомат снабжен дополнительным предварительным пуансоном, установленным в подпружиненном пуансонодержателе с возможностью одновременного встречного и соосного перемещения с основным предварительным пуансоном посредством штока, установленного с возможностью взаимодействия одним своим концом с ползуном, а другим - через двуплечий рычаг - с подпружиненным пуансонодержателем, при этом толкатель механизма выталкивания связан с кулачком распpедвала также через двуплечий рычаг.
Толкатель установлен с возможностью перемещения в направлении, перпендикулярном ходу ползуна, а механизм подачи заготовок в матрицу снабжен отсекателем с пневмоприводом в виде ползушки с отверстием, установленным с возможностью поштучного пеpеноса заготовок, их заталкивания через отверстие ползушки в матрицу и фиксации заготовок посредством пневмозаталкивателя.
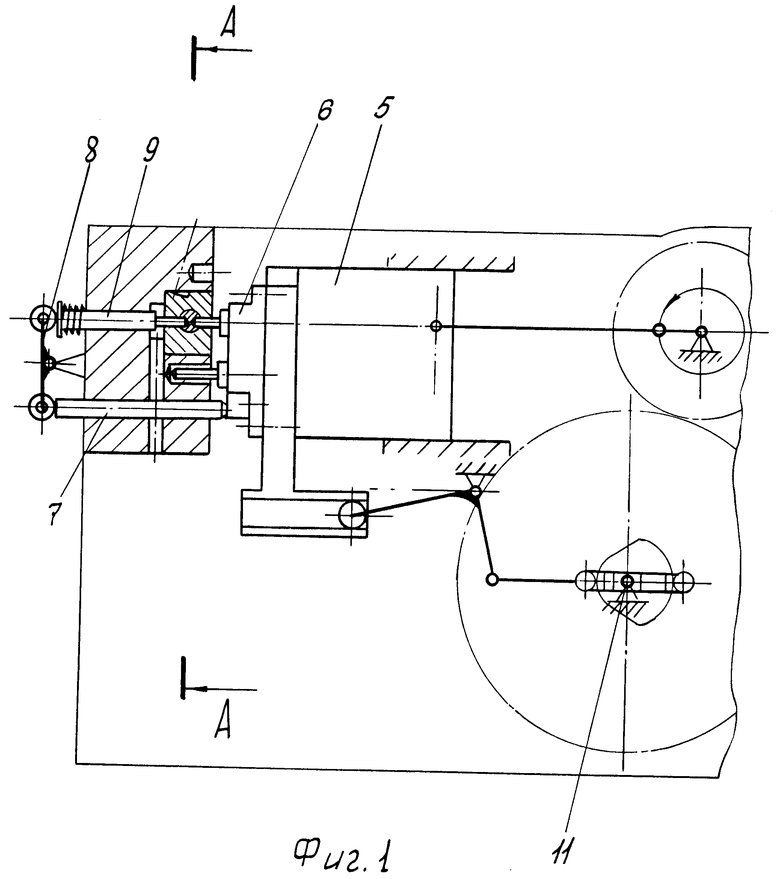
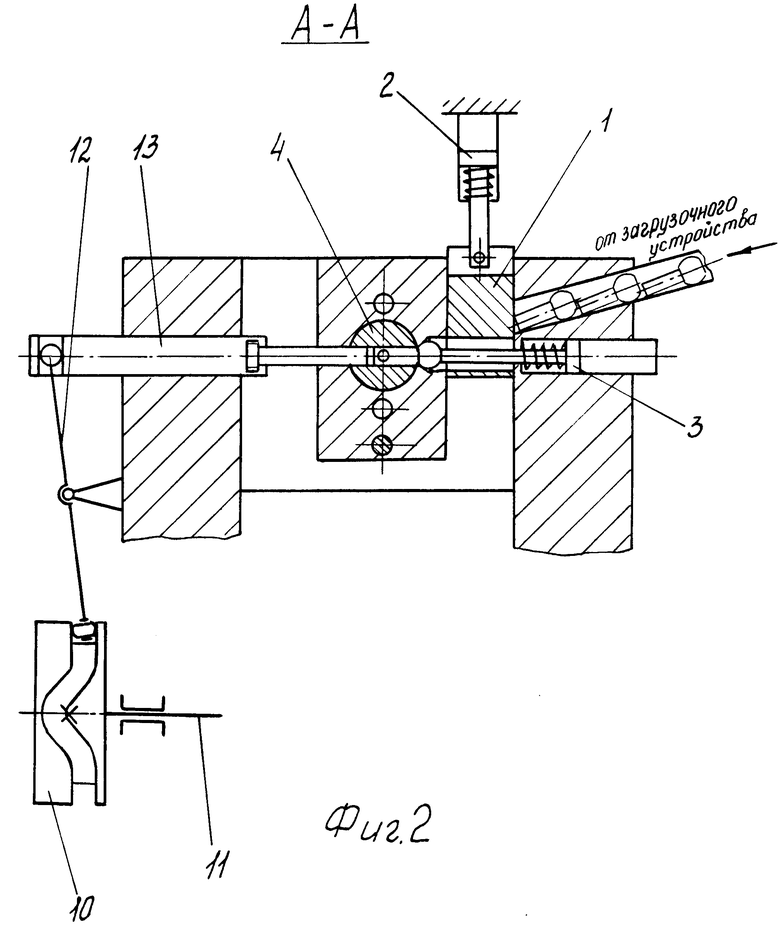
На фиг.1 изображен продольный разрез с кинематической схемой автомата; на фиг.2 - разрез А-А на фиг.1.
Автомат имеет следующие оcновные узлы: ползушку 1 с пневмоцилиндром 2, пневмоцилиндр 3 для заталкивания заготовки в матрицу 4, ползун 5, на котором установлен блок пуансонов 6, шток 7, который через двуплечий рычаг 8 связан с подпружиненным пуансонодержателем 9, кулак 10, установленный на распредвале 11 и связанный через второй двуплечий рычаг 12 с толкателем 13.
Автомат работает следующим образом. Из загрузочного устройства сориентированные заготовки под собственным весом поступают в отверстие ползушки 1, затем ползушка с заготовкой пневмоцилиндром 2 подается вниз, тем самым отсекает одну заготовку от столба, после чего заготовка заталкивается пневмоцилиндром в матрицу 4 и удерживается в ней усилием пневмоцилиндра. В это время ползун 5, на котором установлен блок пуансонов 6, верхним пуансоном подходит к матрице, наталкивается упором блока пуансонов на шток 7, который через двуплечий рычаг 8 толкает подпружиненный пуансонодержатель 9. Далее движения ползуна 5 и пиуансонодержателя 9 выравниваются в скорости и расстоянии. Пуансоны внедряются в заготовку с двух сторон одновременно и симметрично, затем ползун отходит назад, а пуансонодержатель 9 отходит в исходное положение за счет упругого элемента. При этом шток пневмоцилиндра 3 и ползушка возвращаются в исходное положение и в отверстие ползушки 1 впадает очередная заготовка. При втором ударе ползун подходит к матрице просечным пуансоном, пробивает отверстие в заготовке, выталкивает выбойку, которая падает в тару с отходами, а шток 7 остается в покое, так как он не задевается упором блока пуансонов. Ползун отходит назад и в это время кулак 10, установленный на распредвале 11, через двуплечий рычаг 12 выталкивает толкателем 13 готовую деталь, которая падает в тару для готовых изделий. Далее ползушка 1 опускается с новой заготовкой вниз и цикл повторяется.
В автомате также предусмотрена система контроля наличия инструмента, т. е. при поломке просечного пуансона автомат отключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для холодной штамповки роликов | 1979 |
|
SU940990A1 |
| Механизм выталкивания поковок из матрицы | 1980 |
|
SU871972A2 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
Использование: обработка металлов давлением, а именно получение радиальных отверстий под шплинт в стержневых деталях типа палец, шаровой палец и т.д. Сущность изобретения: автомат для обработки стержневых деталей содержит механизм подачи заготовок в матрицу, блок пуансонов, механизм выталкивания заготовок из матрицы. Блок пуансонов содержит два предварительных и окончательный пуансоны. Предварительные пуансоны устанволены с возможностью одновременного встречного и соосного перемещения, один из предварительных пуансонов установлен в подпружиненном пуансонодержателе с возможностью взаимодействия со штоком через двуплечий рычаг. Шток в свою очередь другим концом взаимодействует с ползуном автомата. Толкатель механизма выталкивания связан с приводом также через двуплечий рычаг и перемещается в направлении, перпендикулярном ходу ползуна. 1 з.п.ф-лы, 2 ил.
| Приспособление для отсчитывания папирос в укладочных машинах | 1916 |
|
SU1216A1 |
| Руководство по эксплуатации, 1973 г. | |||
