Изобретение относится к литейному производству, может быть использовано для получения отливок литьем по удаляемым моделям и касается сифонной разливки расплавленного металла с применением газопроницаемой оболочковой формы для литья по выплавляемым моделям, имеющей тонкую стенку, которая лучше выдерживает напряжения, создаваемые во время удаления модели, и которая удерживается в уплотненной опорной порошковой среде во время процесса разливки металла.
Способы вакуумной сифонной разливки с применением газопроницаемых оболочковых форм для литья по выплавляемым моделям известны.
При изготовлении газопроницаемых жаропрочных оболочковых форм для литья по выплавляемым моделям, связанных при высоких температурах, для применения при способах сифонной разливки сначала формуют множество расходуемых (например, расплавляемых) моделей отливаемого изделия и затем их собирают с соответствующими моделями литниковой системы для образования блока моделей или древовидной конфигурации. После этого блок моделей окружают частицами огнеупорного материала посредством попеременного окунания блока моделей в суспензию огнеупорного материала (состоит из порошка огнеупорного материала и соответствующего связующего раствора, способного затвердевать во время сушки в условиях окружающей среды) и припыливают или "обкладывают" порошком из более крупных частиц. Последовательность окунания и припыливания повторяют для образования многослойной огнеупорной оболочки, имеющей достаточную толщину, чтобы выдерживать напряжения, создаваемые во время последующих операций удаления модели, прокалки и сифонной разливки металла.
В частности, операцию по удалению модели обычно осуществляют посредством обработки паром в автоклаве, при которой припыленный блок моделей помещают в паровой автоклав, нагретый до температуры в интервале примерно 275 350 F (135 177оС) для удаления модели из огнеупорной оболочки. До этого существовала проблема повреждения (т.е. растрескивание) огнеупорной оболочки во время стадии обработки паром в автоклаве в результате термического расширения модели (например, восковой) по отношению к огнеупорной оболочке. Пытаясь уменьшить проблему повреждения /например, растрескивание/ огнеупорной оболочки во время стадии обработки паром в автоклаве, увеличивали толщину оболочки, чтобы она лучше могла выдерживать эти напряжения. Увеличение толщины огнеупорной оболочки приводит к получению более тяжелых оболочковых форм для литья по выплавляемым моделям, расходу значительного количества огнеупорного материала и увеличению стоимости литья. Кроме того, увеличение толщины огнеупорной оболочки требует проведения операции обработки паром в автоклаве в течение продолжительного времени для удаления модели из окруженного блока моделей. Обычно оболочковые формы для литья по выплавляемым моделям, которые применяют для литья сплавов на основе железа и других сплавов в соответствии с указанными запатентованными способами сифонной разливки, изготавливают для этой цели с толщиной стенки оболочки по крайней мере примерно 1/4 дюйма (6,4 мм).
В патенте США N 4791977, кл. В 22 D 18/06, 1988 описаны напряжения, создаваемые на огнеупорной оболочковой форме во время вакуумной сифонной разливки металла. В частности, в этом патенте указано, что на оболочке могут создаваться вредные напряжения в результате внутреннего металлостатического давления, создаваемого заливаемым в нее металлом, в сочетании с вакуумом, прилагаемым снаружи вокруг оболочковой формы во время процесса разливки. Такие напряжения в сочетании с высокими температурами металла в оболочковой форме могут вызывать смещение стенок оболочки, проникновение металла в стенки, утечку металла и полное повреждение оболочковой формы, особенно, если в оболочке имеются какие-либо дефекты в конструкции. Хотя предусмотрены средства для уменьшения таких напряжений на оболочковой форме литья по выплавляемым моделям (т. е. посредством создания перепада давления между внутренним каналом для заполнения формы и вакуумной камерой снаружи оболочки), однако от оболочковой формы для литья по выплавляемым моделям, применяемой в этом патенте, требуется, чтобы она имела толщину стенки, как в обычной оболочке, прочность для выдерживания напряжений во время удаления модели и заливки расплавленного металла.
Целью изобретения является создание улучшенного и экономичного способа и устройства для сифонной разливки металла, в котором применяют огнеупорную оболочковую форму, имеющую стенки значительно уменьшенной толщины, тем не менее она меньше подвержена повреждению (например, растрескиванию) во время таких операций, как, например, удаление модели посредством обработки в автоклаве.
Целью изобретения является также сокращение расхода связанного огнеупорного материала, необходимого для изготовления оболочковой формы для литья по выплавляемым моделям, увеличение количества отливок, которые можно изготавливать в одной оболочковой форме для литья по выплавляемым моделям, уменьшение напряжения, возникающего на оболочковой форме для литья по выплавляемым моделям из-за присутствия внутреннего металлостатического давления и условий приложения вакуума извне вокруг оболочки во время сифонной разливки.
Целью изобретения также является создание улучшенного способа и устройства для сифонной разливки металла, при котором оболочковая форма для литья по выплавляемым моделям поддерживается во время разливки так, что исключается повреждение формы из-за напряжений, создаваемых во время разливки, позволяя тем самым заполнять большое количество форм и исключить утечку жидкого металла из них.
Изобретение касается улучшенного экономичного способа и устройства для сифонной разливки, включающего в себя формование расходуемой модели отливаемого изделия, содержащей расплавляемый материал, который расширяется при нагреве, причем модель окружают порошковым формовочным материалом в несколько слоев с тем, чтобы регулировать образование огнеупорной оболочки, имеющей толщину стенок не выше примерно 0,12 дюйма (3 мм) вокруг модели, и после этого окруженную модель нагревают, например, посредством обработки паром в автоклаве для удаления модели из оболочки и образования литейной полости в форме. После прокаливания тонкой оболочки для придания форме требуемой прочности вокруг тонкой оболочковой формы размещают опорную среду из частиц огнеупорного материала, причем полость формы сообщается с нижним каналом для ввода расплавленного металла, расположенным снаружи опорной среды.
После того, как тонкая огнеупорная оболочковая форма будет окружена опорной средой из порошкового материала, полость формы вакуумируют, и одновременно прилагают давление к опорной среде для уплотнения опорной среды вокруг огнеупорной оболочки и опоры оболочки против действия напряжений, когда расплавленный металл заливают сифонным способом в вакуумированную полость литейной формы, при этом канал для впуска жидкого металла сообщается с источником жидкого металла.
Применение огнеупорной оболочковой формы, имеющей толщину стенок не свыше примерно 0,12 дюйма (3 мм) основано на том, что такие стенки тонкой оболочки лучше способны выдерживать нагрузки, создаваемые на нее в результате расширения модели во время удаления модели. В частности проницаемость тонких оболочковых форм увеличивается не прямо пропорционально уменьшению толщины стенок оболочки, но неожиданно и до значительной степени. Было обнаружено, что например, такие стенки тонкой оболочки (т.е. с толщиной стенок не свыше примерно 0,12 дюйма (3 мм) имеют более, чем в два раза и обычно больше, чем в три раза газопроницаемость подобной оболочковой формы, имеющей толщину стенок вдвое больше.
Было обнаружено, что такая повышенная проницаемость оболочки уменьшает напряжения, создаваемые на оболочке во время удаления модели обработкой паром в автоклаве, за счет усиления проникновения в оболочку жидкой корки, расплавленной вначале на модели. Кроме того, повышенная проницаемость оболочковой формы сокращает время на удаление модели за счет упрощения проникновения пара к поверхности модели.
Применение огнеупорной оболочковой формы, имеющей такую тонкую толщину стенок (т.е. не выше примерно 0,12 дюйма (3 мм) для осуществления изобретения также основано на открытии, что такая тонкая оболочковая форма может соответственно поддерживаться и выдерживать напряжения, создаваемые на ней во время перепада давления сифонной разливки, посредством упрочнения или уплотнения опорной среды из порошкового материала вокруг оболочки, причем одновременно вакуумируют полость литейной формы.
Например, тонкую оболочковую форму размещают в сыпучей порошкообразной опорной среде (например, сыпучий литейный песок), содержащейся в вакуумном корпусе, при этом средство для приложения давления перемещается относительно вакуумного корпуса и поддерживающей среды для уплотнения опорной среды вокруг оболочки, когда из вакуумного корпуса откачивают воздух для вакуумирования полости литейной формы. Средство для приложения давления может включать в себя подвижную стенку вакуумного корпуса, которую подвергают давлению окружающей среды снаружи относительному вакууму на внутренней стороне для уплотнения опорной среды вокруг оболочковой формы для опоры оболочки против напряжений, создаваемых во время заливки металла в форму. Либо средство для приложения давления может включать в себя для этой цели диафрагму при повышенном давлении, расположенную в контакте с опорной средой, для уплотнения опорной среды вокруг тонкой оболочки.
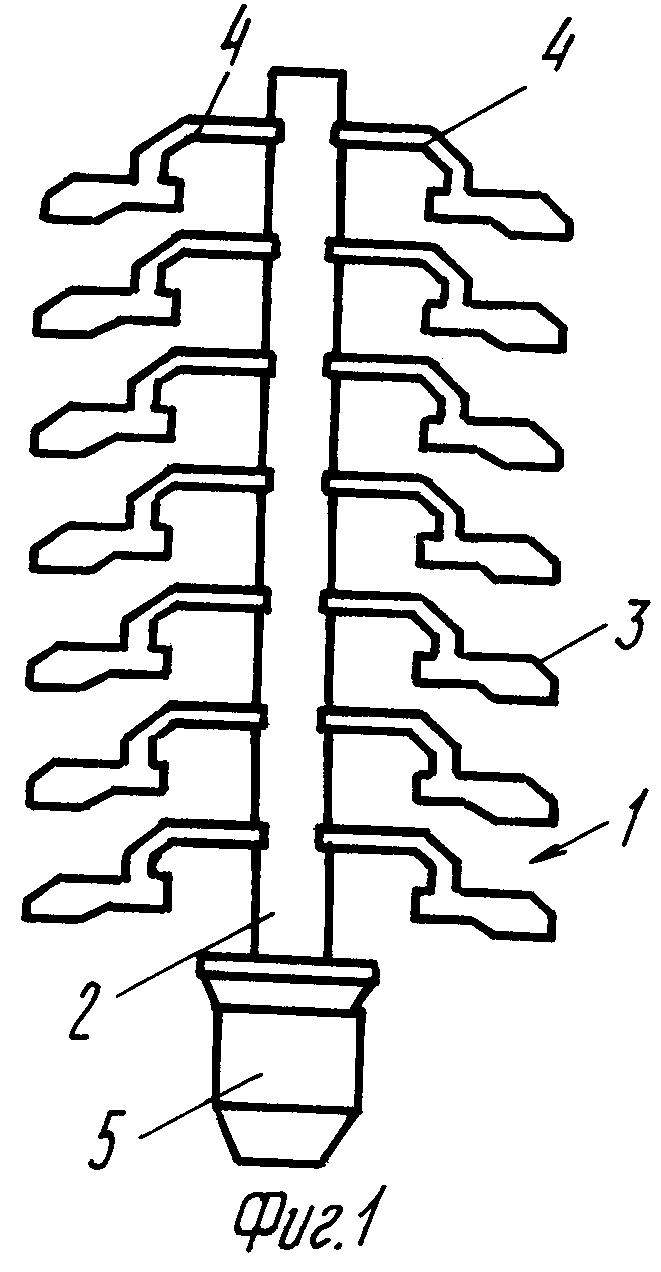
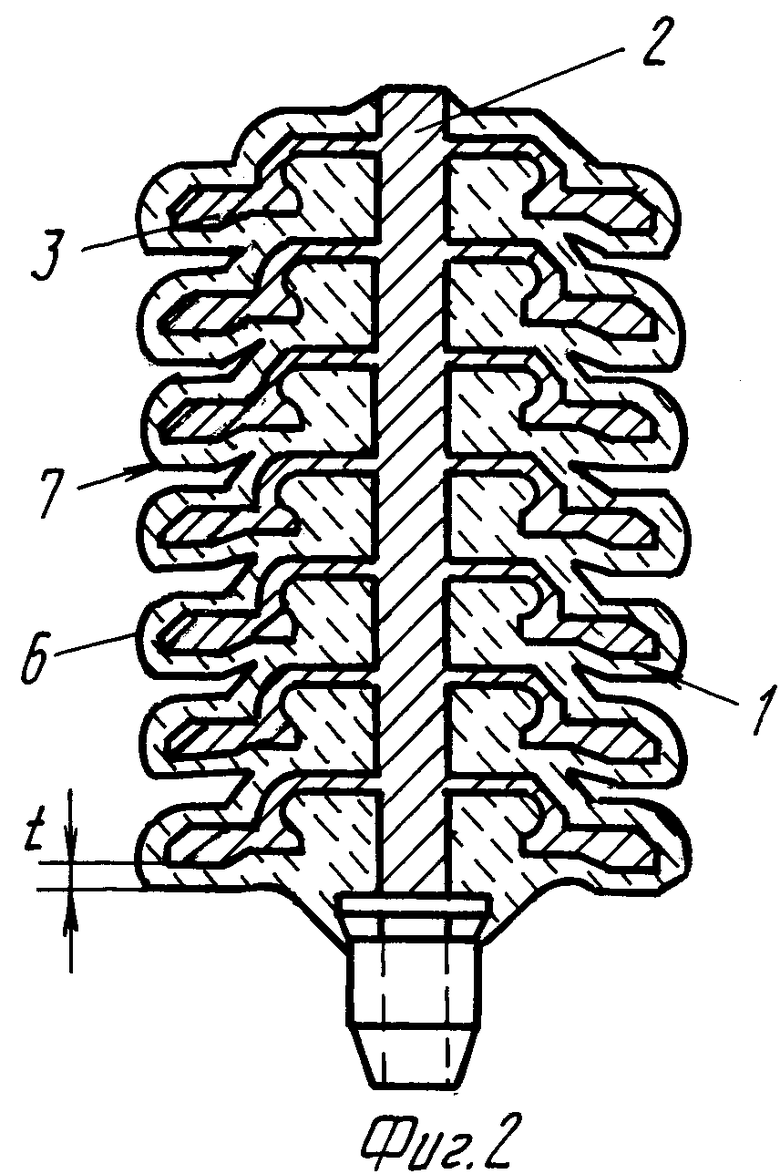
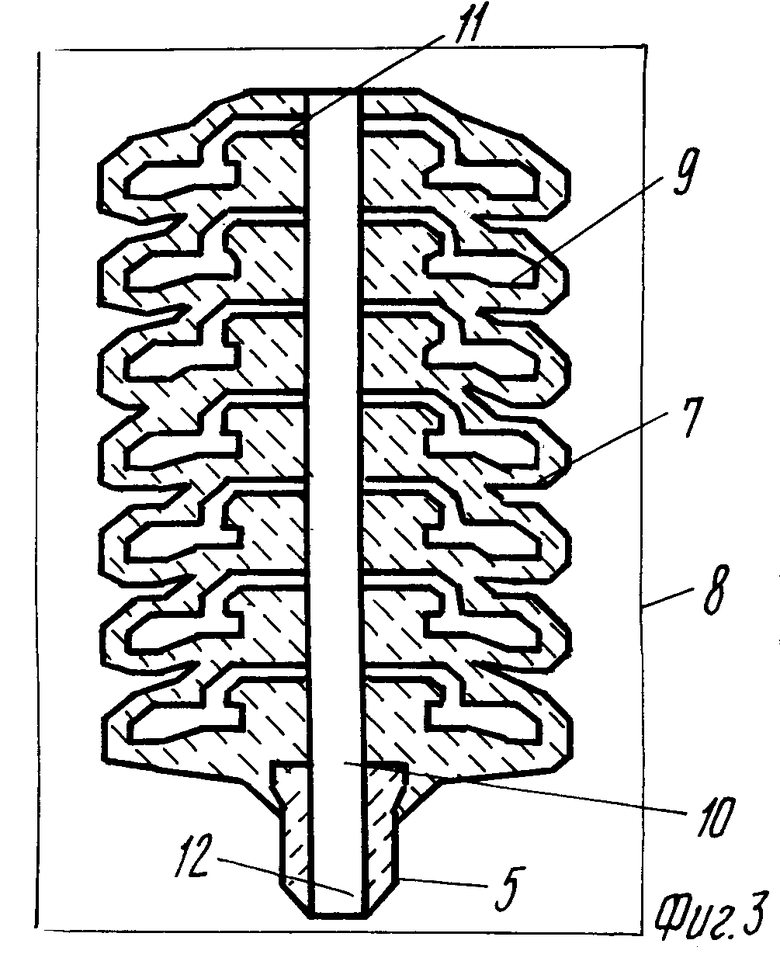
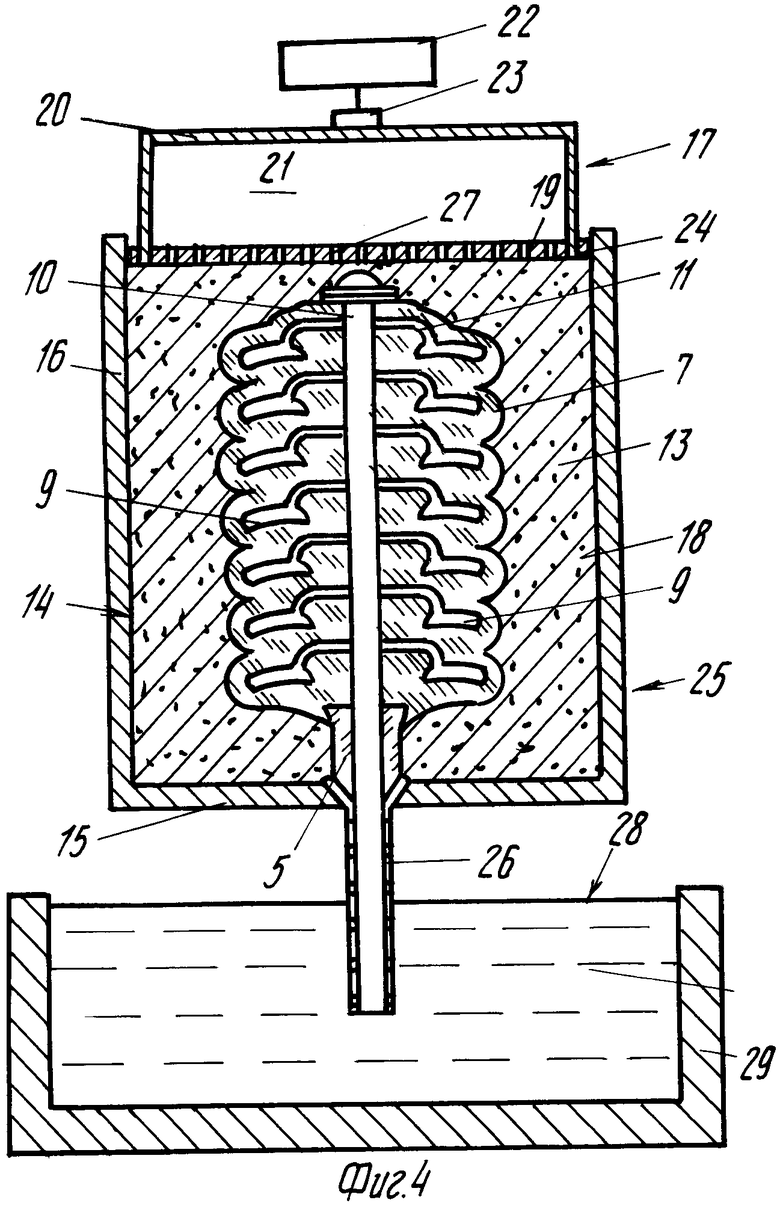
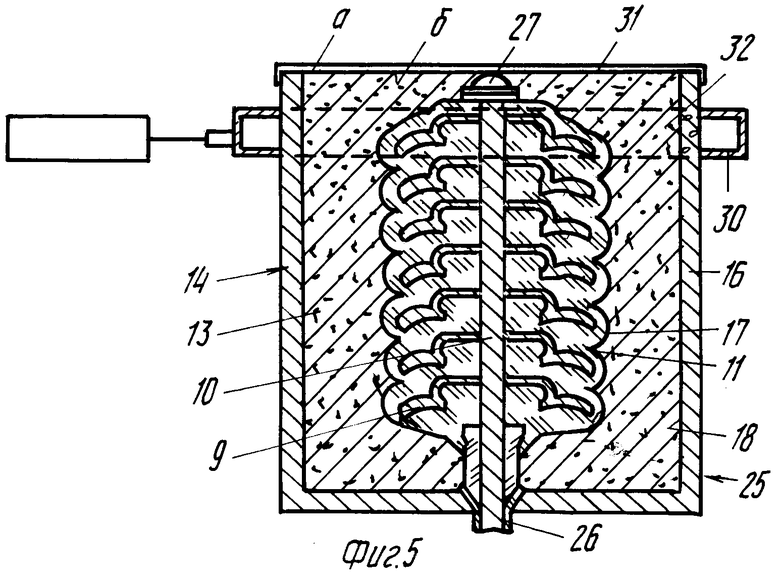
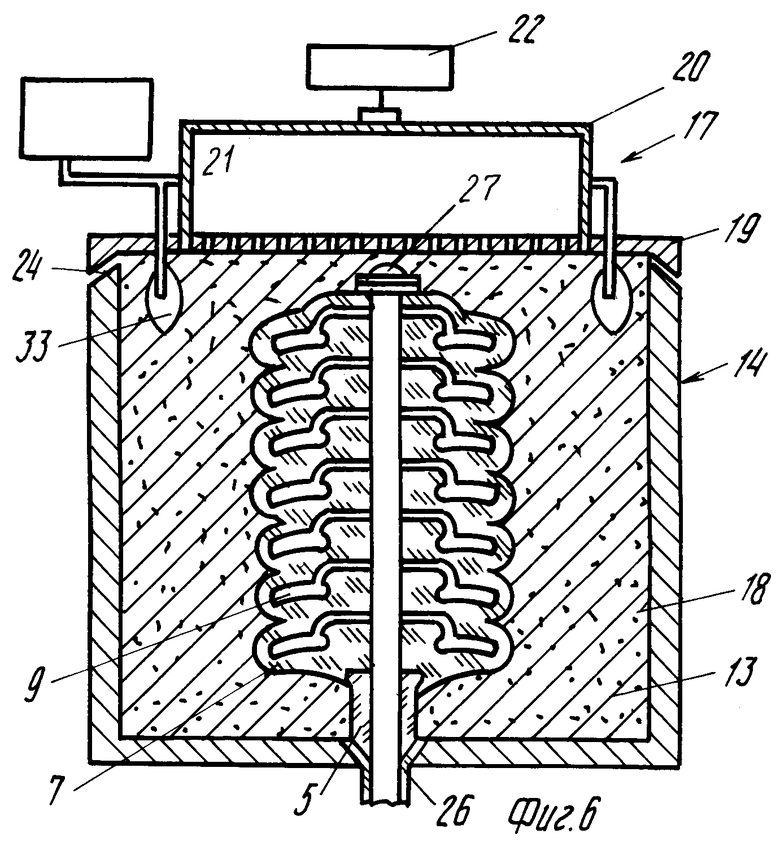
На фиг.1 изображен блок моделей; на фиг.2 разрез блока моделей после покрытия материала формы порошковым материалом; на фиг.3 разрез тонкой оболочковой формы после удаления блока моделей посредством обработки паром в автоклаве; на фиг.4 разрез устройства для сифонной разливки, в котором оболочковую форму размещают в уплотнительную порошковую опорную среду в вакуумном корпусе, а наружный канал для ввода жидкого металла в оболочковую форму погружают в расположенную снизу ванну расплава; на фиг.5 разрез устройства для сифонной разливки в соответствии с другим вариантом выполнения устройства; на фиг.6 разрез устройства для сифонной разливки в соответствии с еще одним вариантом исполнения.
На фиг. 1 показан блок 1 расходуемой модели, состоящий из центральной цилиндрической части 2, образующей стояк, и множества частей 3, определяющих полость литейной формы, причем каждая часть соединена с частью, образующей стояк, посредством соответствующей части 4, образующей литниковую систему. Части 3, образующие полость литейной формы, выполненные в форме отливаемого изделия или детали, и они разнесены вокруг периферии части 2, образующей стояк, и вдоль ее длины. Обычно каждую часть 3, образующую полость литейной формы, и ее соответствующую часть 4, образующую литниковую систему, изготавливают литьем под давлением и затем прикрепляют вручную (например, воском или клеем).
К нижнему концу части 2, образующей стояк, прикрепляют огнеупорную манжету 5 в форме усеченного конуса (например, воском или клеем).
Блок 1 моделей изготавливают из плавящегося твердого (непористого) материала, который расширяется при нагреве. Воск является предпочтительным материалом для блока моделей из-за его низкой стоимости и предсказуемых свойств. Воск модели плавится при температуре в интервале примерно 130 150 F (54 57оС). Важно выбирать вязкость воска для исключения растрескивания оболочки во время операции удаления модели (например, вязкость воска при температуре 270оС (77оС) должна быть меньше 1300 сП. В качестве материала модели можно также применять мочевину, которая плавится при температуре в интервале примерно 235 265 F (113 129оС).
Для реализации настоящего изобретения необязательно, чтобы различные части блока моделей были изготовлены из одного материала.
На фиг.2 показано, что блок 1 моделей окружен множеством слоев огнеупорного материала 6 для образования тонкой оболочки 7 вокруг него. Блок моделей окружают посредством повторного его окунания в огнеупорную суспензию, состоящую из огнеупорного порошка (например, циркон, окись алюминия) в связующем растворе, этилсиликате или коллоидном силиказоле, и небольшого количества органического пленкообразователя, увлажнителя и пеногасителя. После каждого окунания позволяют стечь лишней суспензии, а покрытие из суспензии на блоке моделей выглаживают или выравнивают сухими огнеупорными частицами. Соответствующие огнеупорные материалы для засыпки включают в себя гранулированный циркон, плавленный кварц, двуокись кремния, различные группы алюмосиликата, включая муллит, плавленный глинозем и подобные материалы.
После каждого цикла окунания и обмазки покрытие из суспензии упрочняют с применением сушки нагнетаемым воздухом или других средств для образования огнеупорного слоя на блоке 1 моделей либо на ранее образованном огнеупорном слое. Этот цикл окунания, обмазки и сушки повторяют до тех пор, пока не образуется многослойная оболочка 7 с требуемой толщиной t стенок вокруг частей 3, образующих полость литейной формы.
В соответствии с изобретением способ формирования оболочки (т.е. окунание, обмазка и сушка) регулируется для образования многослойной огнеупорной оболочки 7, имеющей максимальную толщину t стенок, не превышающую примерно 0,12 дюйма (3 мм) вокруг частей 3, образующих полость литейной формы. Эта толщина стенок обладает способностью приспособаливаться к напряжениям, создаваемым на оболочке во время удаления модели посредством обработки паром в автоклаве. Толщина стенок оболочки, не превышающая примерно 0,12 дюйма (3 мм), образуется или состоит из 4-5 слоев огнеупора, образованных при повторных циклах окунания, выглаживания и сушки.
На фиг.3 показана огнеупорная оболочка 7 после удаления блока 1 моделей посредством обработки паром в автоклаве. В частности, огнеупорная оболочка 7 расположена внутри парового автоклава 8 обычного типа. При удалении блока 1 модели остается тонкая огнеупорная оболочка 7, имеющая литейные полости 9, соединенные с центральным стояком 10 через соответствующие боковые литники 11. На этой стадии обработки стояк 10 открыт на нижнем и верхнем концах. Во время операции обработки в автоклаве окруженный блок 1 модели обрабатывают паром при температуре примерно 275 350 F (135 177оС), давление пара составляет примерно 88-110 фунт/кв.дюйм, в течение достаточного времени для выплавления блока 1 модели из огнеупорной оболочки 7.
В частности, во время начальных стадий обработки паром в автоклаве расплавленная поверхностная планка расплавляется на блоке 1 модели во время прохождения пара через газопроницаемую огнеупорную оболочку 7. С течением времени оставшаяся часть 1 модели расплавляется и большая часть стекает из огнеупорной оболочки 7 через отверстие 12 в расположенной в нем манжете 5.
Было обнаружено, что указанная толщина стенок оболочки обладает высокой проницаемостью. Например, огнеупорная оболочка (прокаленная) при температуре примерно 1800 F (982оС), имеющая толщину стенки примерно 0,12 дюйма 3 мм (4 слоя огнеупора), обладает газопроницаемостью, превышающей больше, чем в два раза большую толщину (т.е. толщина стенок оболочки равна 0,25 дюйма (6,35 мм) и состоит из восьми огнеупорных слоев). В частности газопроницаемость прокаленной огнеупорной оболочки с толщиной стенок 0,12 дюйма (3 мм) равна 316-468 см3 N2/мин в сравнении с 80-120 см3 N2/мин для подобной оболочки с толщиной стенок 0,25 дюйма (6,35 мм).
Предпочтительно изготовление прокаленной огнеупорной оболочки так, чтобы она имела газопроницаемость по крайней мере в три раза выше, чем у подобной оболочки, имеющей вдвое большую толщину стенок.
Такая высокая газопроницаемость тонкой огнеупорной оболочки (с толщиной стенок не выше чем 0,12 дюйма (3 мм) увеличивает способность поглощать начальную расплавленную поверхностную пленку на блоке 1 модели, образованную во время обработки паром в автоклаве, для снятия любых напряжений, которые обычно создаются на оболочке в результате термического расширения блока модели относительно огнеупорной оболочки. В отличие от известной практики увеличения толщины стенок оболочки для выдерживания таких напряжений во время удаления модели было обнаружено, что уменьшенная (более тонкая) толщина стенок оболочки согласно настоящему изобретению обеспечивает значительно улучшенную реакцию на обработку паром в автоклаве с уменьшенной деформацией и повреждением, например растрескиванием оболочки. Уменьшаются не только деформация и повреждение оболочки, но также значительно сокращается время, необходимое для удаления модели посредством обработки паром в автоклаве, благодаря лучшему проникновению пара через высоко проницаемую оболочку, в результате ускоряется нагрев блока модели.
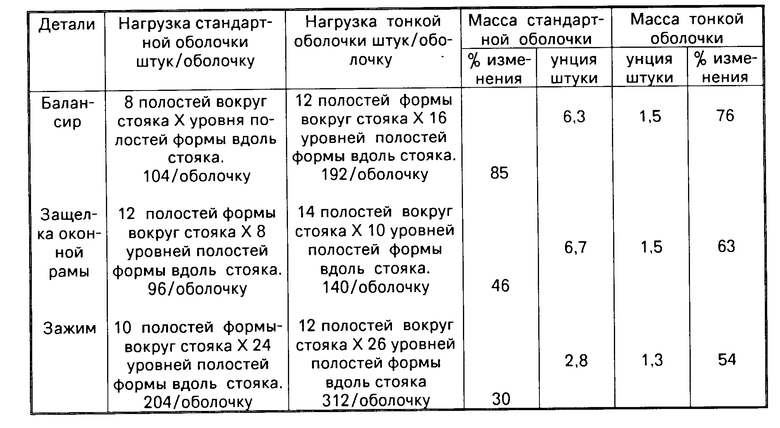
Кроме того, как станет ясно из примеров, представленных в таблице, количество частиц огнеупорного материала, необходимое для огнеупорной оболочки 7, значительно уменьшается, поскольку применяют более тонкую толщину стенок оболочки. Благодаря этому значительно уменьшается стоимость литья, например достигается сокращение стоимости на 40-75% на основе экономии применяемого огнеупорного материала.
Также применение тонкостенной оболочковой формы позволяет близко размещать части 3, образующие полость литейной формы, и литники 4, чтобы значительно увеличить количество отливок, чем то, которое можно получить в одной форме. Увеличивается общая производительность при уменьшенной стоимости подобным образом (за исключением толщины стенок).
После обработки паром в автоклаве оболочку прокаливают при температуре примерно 1800 F (982оС) в течение 90 мин.
В таблице представлены сравнительные данные, относящиеся к так называемому коэффициенту нагрузки (т.е. количество деталей, отливаемых в одной форме) для данной детали (например, коромысло для автомобиля, защелка оконной рамы и зажим), когда применяют толстостенные оболочки (т.е. оболочковая форма с толщиной стенки 0,25 дюйма (3 мм) и когда применяют тонкостенные оболочки согласно изобретению. Были приготовлены подобным образом толстостенная оболочка (9 погружений в суспензию обмазки) и тонкостенная оболочка (4-5 погружений в суспензию/обмазки) с применением одинаковых суспензий и обмазок (например, суспензия для начального погружения содержала плавленый кварц (15,2 мас. ) с размером частиц 200 меш и связующий коллоидный силикагель (56,9 мас.) с размером частиц 325 меш и воду (10,1 мас.), а при последующих погружениях суспензия содержала муллит Mulgarin® М-47 (15,1 мас.), плавленный кварц (25,2 мас.) с размером частиц 200 меш и циркон (35,3 мас.) с размером частиц 600 меш, этилсиликатный связующий (15,6 мас.) и изопропанол (8,8 мас.) и обмазку, состоящую в следующей последовательности циркона с размером частиц примерно 100 меш, муллита Mulgarin ® М-47 (6Ш меш) и для равновесия обмазку из муллита Mulgarin® М-47 с размером частиц примерно 25 меш. Оболочки обрабатывали паром в автоклаве и затем прокаливали.
Также является сравнительной масса тонкостенной оболочки (т.е. с толщиной стенок 0,25 дюйма или 6,35 мм), применяемой раньше для деталей, и масса тонкостенной оболочки (с толщиной стенки примерно 10 дюймов или 2,54 мм) согласно изобретению
Из таблицы видно, что более тонкие оболочковые формы согласно изобретению значительно увеличивают коэффициент нагрузки (т.е. количество изделий, отливаемых в одной форме) и значительно уменьшают расход огнеупорного материала, необходимого для изготовления прокаленной оболочки. Все это достигается, а также достигаются эквивалентные или лучшие значения для деформации и повреждения форм во время операции обработки паром в автоклаве.
В соответствии с одним вариантом исполнения изобретения расплавленный металл заливают в тонкую оболочковую форму 7 (после прокаливания при температуре примерно 1800 F/982оС) методом сифонной разливки при перепаде давления (см. фиг. 4). В частности, тонкая оболочковая форма 7 поддерживается в опорной среде 13 из сыпучих огнеупорных частиц, содержащейся в вакуумном корпусе 14. Вакуумный корпус 14 включает в себя нижнюю опорную стенку 15, вертикальную боковую стенку 16 и подвижную верхнюю торцовую стенку 17, образующие вакуумную камеру 18. Нижняя стенка 15 и вертикальная боковая стенка 16 изготовлены из газонепроницаемого материала, например металла, тогда как подвижная верхняя торцовая стенка 17 содержит газопроницаемую (пористую) пластину 19, имеющую вакуумную нагнетательную камеру 20, соединенную с ней для образования вакуумной камеры 21 над (снаружи) газопроницаемой пластиной 19. Вакуумная камера 21 соединена с источником вакуума, например, вакуумным насосом 22 посредством трубопровода 23. Подвижная верхняя торцовая стенка 17 включает в себя уплотнение 24, расположенное по периферии, которое уплотнительно прилегает к внутренней поверхности вертикальной боковой стенки 16 с возможностью перемещения верхней торцовой стенки 17 относительно боковой стенки 16, причем между ними поддерживается вакуумный затвор.
Во время сборки деталей для образования разливочного устройства 25 (см. фиг. 4) керамическая заполнительная трубка 26, расположенная в корпусе 14 и образующая нижний канал для ввода жидкого металла в полости 9 формы через стояк 10 и соответствующие литники 11, уплотнительно соединяется с манжетой 5 в форме усеченного конуса, когда форму помещают на нее. Огнеупорный колпачок 27 помещают на верхнюю часть оболочковой формы для закрытия верхнего конца стояка 10. Опорную среду 13 из сыпучего порошка огнеупорного материала (например, сыпучий литейный кремнистый песок с размером частиц примерно 60 меш) вводят в вакуумную камеру 18 вокруг прокаленной оболочки 7, при этом корпус 14 вибрирует для упрощения оседания опорной среды 13 в камере 18 вокруг оболочки 7. Затем в открытый верхний конец корпуса 14 устанавливают подвижную верхнюю торцовую стенку 17, при этом уплотнение 24 зацепляется с вертикальной боковой стенкой 16 и внутренней стороной газопроницаемой пластины 19, обращенной в направлении опорной среды 13 (см.фиг.4) и в контакте с ней.
После сборки разливочное устройство 25 устанавливается над источником, например ванна 28 жидкого металла, который должен заливаться. Обычно жидкий металл содержится в разливочной емкости 29. Затем в вакуумную камеру 21 вакуумного конуса и, следовательно, в вакуумную камеру 18 втягивается вакуум через газопроницаемую пластину 19 посредством привода в действие вакуумного насоса 22. Вакуумирование камеры 18 приводит к вакуумированию полостей 9 литейной формы через тонкую газопроницаемую стенку оболочки. Уровень вакуума в камере 18 выбирают достаточный, чтобы засасывать жидкий металл вверх из ванны 28 в полости 9 формы, когда заполнительную трубку 26 погружают в жидкий металл.
Когда вакуум затягивается в вакуумные камеры 18 и 21, верхняя торцовая стенка 17 подвергается атмосферному давлению (или давлению окружающей среды) на ее стороне снаружи периферийного уплотнения 24, при этом внутренняя сторона пластины 19 подвергается относительному вакууму. Этот перепад давления поперек верхней торцовой стенки 17 заставляет ее перемещаться вниз относительно боковой стенки 16 и заставляет пластину 19 создавать достаточное давление на опорной среде 13 для уплотнения опорной среды вокруг оболочки 7 и удержания ее от напряжений во время разливки. Таким образом, когда полости 9 литейной формы вакуумируют для втягивания расплавленного металла вверх из ванны 28, одновременно пластина 19 прилагает давление для уплотнения опорной среды 13 вокруг оболочки 7 для опоры ее против напряжений во время разливки металла. Величину давления, прилагаемого пластиной для уплотнения опорной среды, можно регулировать посредством регулирования уровня вакуума, устанавливаемого в вакуумной камере.
Как показано на фиг.4, расплавленный металл будет затягиваться вверх через заполнительную трубку 26, стояк 10 в полости 9 формы через боковые литники 11. Таким образом, расплавленный металл заливается в полости 9 формы методом вакуумной сифонной разливки.
Когда в вакуумной камере устанавливается относительный вакуум, то верхний конец стояка 10 будет располагаться ближе всего к самому высшему уровню вакуума в камере 21. Опорная среда 13 будет действовать так, чтобы уменьшить уровень вакуума снаружи оболочки 7 вблизи ее нижней части. В результате напряжение, создаваемое на нижних частях оболочки 7, уменьшается. Такое уменьшение напряжения в сочетании с опорной оболочки 7 опорной средой 13 позволяет заливать расплавленный металл при высокой температуре методом сифонной разливки в тонкую оболочку 7 (имеющую толщину стенок не свыше примерно 0,12 дюйма или 3 мм) без перемещения стенок формы и проникновения расплавленного металла в стенку формы.
Если в оболочке 7 присутствует какое-либо небольшое отверстие или подобный дефект, то окружающая опорная среда 13 также будет препятствовать утечке расплавленного металла через дефект, причем в любом случае любая утечка будет ограничена зоной, смежной с оболочкой 7, для исключения повреждения разливочного устройства и для поддержания вакуума до тех пор, пока не затвердеют отливки.
Как только расплавленный металл затвердеет в полостях 9 формы, разливочное устройство 25 перемещается вверх для удаления заполнительной трубки 26 из ванны 28 расплава. Затем верхнюю стенку 17 корпуса 14 удаляют на позиции разгрузки (не показана), чтобы позволить удалять опорную среду 13 и заполненную металлом оболочку 7 из вакуумной камеры 18. После охлаждения опорная среда 13 может рециркулировать для повторного ее использования в заливке другой оболочки. После удаления из вакуумной камеры 18 оболочку 7, заполненную металлом, оставляют охлаждаться до температуры окружающей среды. Оболочка легко удаляется от затвердевшей отливки благодаря ее тонкой толщине стенки. Например, охлаждение оболочки, заполненной металлом, часто заставляет оболочку просто отскакивать от отливки из-за термических напряжений, создаваемых на оболочке во время охлаждения. В общем требуется значительно меньше времени для удаления тонкой оболочки, чем для удаления оболочковых форм, имеющих большую толщину стенок, которые применяли раньше.
Устройство 25 для разливки металла, показанное на фиг.5, отличается от разливочного устройства 25 на фиг.4 тем, что применяет кольцевой вакуумный колпак 30 вокруг корпуса 14 и гибкую газонепроницаемую мембрану 31, уплотнительно расположенную на открытом верхнем конце корпуса 14 (образуя подвижную верхнюю торцовую стенку корпуса) для приложения давления к опорной среде 13, когда корпус 14 вакуумируют. Вакуумный колпак 30 образует кольцевую камеру вокруг вакуумной камеры 18 корпуса 14 и она соединена с ней кольцевой секцией 32 корпуса с газопроницаемой (пористой) боковой стенкой.
Когда вакуумную камеру вакуумируют, то также вакуумируются вакуумная камера 18 и литейные полости 9 оболочки 7.
Во время установления вакуума в вакуумной камере 18 гибкая газонепроницаемая мембрана 31 подвергается атмосферному давлению на наружной поверхности "а" и относительному вакууму на внутренней поверхности "б", заставляя мембрану 31 уплотнять опорную среду 13 из сыпучего огнеупорного материала вокруг тонкой оболочковой формы 7 для опоры ее против напряжений во время разливки металла, когда расплавленный металл вынужден течь вверх из расположенной внизу ванны расплава через заполнительную трубку 26, стояк 10 в полости 9 через литники.
На фиг. 6 показан еще один вариант конструкции разливочного устройства 25. Конструкция, показанная на фиг.6, отличается от конструкции на фиг.4 тем, что в ней применяют один или несколько круглых баллонов 33 с жидкостью под давлением, расположенных в контакте с опорной средой 13 из частиц огнеупорного материала, содержащейся в корпусе 14, для создания давления на опорной среде 13 для ее уплотнения вокруг тонкой оболочковой формы 7, когда полости 9 формы вакуумируют во время сифонной разливки. Корпус 14 включает в себя неподвижную верхнюю торцовую стенку 17, которая содержит газопроницаемую пластину 19, уплотненную с верхней частью корпуса 14 посредством уплотнения 24, и вакуумный конус, соединенный с пластиной 19. Вакуумная камера 21 наконечника 20 перекрывает газопроницаемую часть пластины 19 для вакуумирования вакуумной камеры корпуса посредством вакуумного насоса.
После уплотнения верхней торцевой стенки 17 с корпусом 14 и вакуумирования камер 18 и 21 в баллон 33 нагнетают соответствующий газ, например сжатый воздух, из соответствующего источника через соответствующие газопроводы. Повышение давления в баллоне 33 создает давление на опорной среде 13 из частиц огнеупорного материала для ее уплотнения вокруг оболочки 7 и опоры против напряжений, создаваемых во время разливки.
Сущность изобретения: способ включает формирование расходуемой модели отливаемого изделия, причем модель содержит плавящийся материал, который расширяется при нагреве, после чего модель окружают множеством слоев порошкового огнеупорного формовочного материала так, чтобы регулировать образование тонкой огнеупорной оболочки, имеющей толщину стенок, не превышающую примерно 0,12 дюйма (3 мм), окруженную модель нагревают для удаления модели из тонкой оболочки. Далее размещают опорную среду из порошкового огнеупорного материала вокруг тонкой оболочки, вакуумируют полость формы и к опорной среде прилагают такое давление во время вакуумирования полости летейной формы для уплотнения опорной среды вокруг тонкой оболочки для опоры оболочки против напряжений во время разливки.Затем заливают расплавленный металл сифонной разливки в вакуумированную полость формы, при этом канал для впуска расплавленного металла сообщается с расположенными внизу источником расплавленного металла, а оболочка удерживается в опорной среде. Устройство для осуществления способа содержит опорную среду из огнеупорного порошкового материала, расположенную в корпусе, огнеупорную оболочку для литья по выплавляемым моделям, расположенную в опорной среде, причем оболочка имеет полость, образованную стенками формы толщиной, не превышающей примерно 0,12 дюйма (3 мм), нижний канал для впуска расплавленного металла, расположенный снаружи опорной среды для сообщения полости формы и расположенного внизу источника расплавленного металла, средство для вакуумирования полости формы, средство для приложения такого давления к опорной среде во время вакуумирования полости формы для уплотнения опорной среды вокруг оболочки для удержания ее против напряжений во время разливки и средство для сообщения впускного канала для расплавленного металла с источником, когда полость формы вакуумируют, а к опорной среде прилагают давление, чтобы заставить расплавленный металл течь вверх в вакуумированную полость формы. 2 с. и 15 з.п. ф-лы, 6 ил. 1 табл.
| Патент США N 4791977, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
