Изобретение относится к оптико-механической промышленности и может быть использовано в объективостроении.
Известна конструкция объектива в оправе, включающая корпус, размещенные в нем оптические элементы и установленные между ними промежуточные кольца [1]
Недостатком такой конструкции является низкое качество объектива, обусловленное невозможностью точно отцентрировать оптические элементы.
Наиболее близким к изобретению по технической сущности является объектив в оправе, состоящий из корпуса и установленных в него оптических элементов, закрепленных в цилиндрах, установочные базы которых обработаны во время центрирования оптического элемента при автоколлимационном контроле [2]
При изготовлении таких объективов оптические элементы закрепляют в цилиндрах, как правило, завальцовкой [3] Цилиндры в этих случаях изготавливают из достаточно легкодеформируемых материалов: латуни, стали, алюминиевых сплавов. Каждый такой цилиндр с закрепленным в нем оптическим элементом устанавливают на плавающий патрон и обрабатывают его цилиндрическую и торцовые поверхности после совмещения оптической оси элемента с осью шпинделя станка при автоколлимационном контроле.
Такая конструкция и способ изготовления обеспечивают точную центрировку оптики и высокое качество изготовленных объективов, но им присущ и недостаток невозможность использования из-за малой коррозионной стойкости, обусловленной невозможностью защитить антикоррозионным покрытием поверхности цилиндров, обработанные при центрировании оптических элементов, без нарушения их геометрии. Использование для цилиндров таких коррозионно-стойких материалов, как титан и нержавеющие стали, крайне затруднено их малой пригодностью для завальцовки и недостатком места для других способов крепления.
Цель изобретения повышение коррозионной стойкости.
Цель достигается тем, что в устройстве, содержащем корпус с оптическими элементами, закрепленными посредством завальцовки в цилиндрах с обработанными при центрировании установочными базами, каждый цилиндр состоит из оправы и оболочки, в оправе, полностью защищенной антикоррозионным покрытием, завальцован оптический элемент, оболочка выполнена из коррозионно-стойкого материала, например титана, и жестко скреплена с оправой до обработки установочных баз.
Цель достигается тем, что в способе изготовления объектива в оправе путем завальцовки оптических элементов в оправах и обработки установочных баз при центрировании после завальцовки оправы жестко закрепляют в оболочках из коррозионно-стойкого материала, а установочные базы обрабатывают на оболочках.
На чертеже показано принципиальное устройство объектива в оправе.
В корпусе 1 закреплены оптические элементы 2 и 3. Оптические элементы завальцованы в оправы 4 и 5, жестко закрепленные в наружных оболочках 6 и 7. Установочные базы оболочек торцы и цилиндрическая поверхность обработаны при центрировании оптических элементов и в связи с этим не имеют покрытия. Оправы 4 и 5 и корпус 1 защищены антикоррозионным покрытием. Оболочки 6 и 7 изготовлены из коррозионно-стойкого материала, например титана.
При изготовлении устройства оптические элементы 2 и 3 завальцовывают в полностью защищенных антикоррозионным покрытием оправах 4 и 5. После этого, не подвергая оправы 4 и 5 никакой механической обработке, закрепляют их вместе с оптическими элементами в оболочках 6 и 7. Собранные таким образом узлы устанавливают на плавающий патрон шпинделя станка и обрабатывают торцы и цилиндрическую поверхность оболочек 6 и 7 после совмещения оптических осей элементов 2 и 3 с осью шпинделя станка при автоколлимационном контроле.
Изготовленный таким способом объектив в оправе надежно защищен от коррозии, так как все поверхности деталей, изготовленных из нестойких в коррозионном отношении материалов, не имеют нарушений защитных покрытий, а поверхности, оставшиеся без защитного покрытия, принадлежат оболочкам, изготовленным из материала, не подверженного коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СКЛЕИВАЕМЫХ ЛИНЗ И ОПРАВЫ | 1975 |
|
SU533198A1 |
| Способ контроля центрировки линзы при обработке ее оправы в шпинделе станка | 1988 |
|
SU1597656A1 |
| Способ сборки объектива | 1989 |
|
SU1721576A1 |
| СПОСОБ СБОРКИ ОБЪЕКТИВОВ, РАБОТАЮЩИХ В ИНФРАКРАСНОЙ ОБЛАСТИ СПЕКТРА | 2007 |
|
RU2355002C1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| Способ сборки оправы с линзой | 1976 |
|
SU705404A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ПАНКРАТИЧЕСКОЙ ОПТИЧЕСКОЙ СИСТЕМЫ | 2015 |
|
RU2593639C1 |
| Устройство для выставления деталей | 1975 |
|
SU539686A1 |
| Способ центрировки линзы в оправе | 1973 |
|
SU530172A1 |
Использование: в оптико-механической промышленности, в частности в процессах изготовления объективов в оправе. Сущность изобретения: при изготовлении устройства оптические элементы 2 и 3 завальцовывают в полностью защищенных антикоррозионным покрытием оправах 4 и 5 и после этого размещают в оболочках 6 и 7. Эти узлы устанавливают на плавающий патрон шпинделя станка и обрабатывают торцы и цилиндрическую поверхность в оболочке 6 и 7. 1 ил.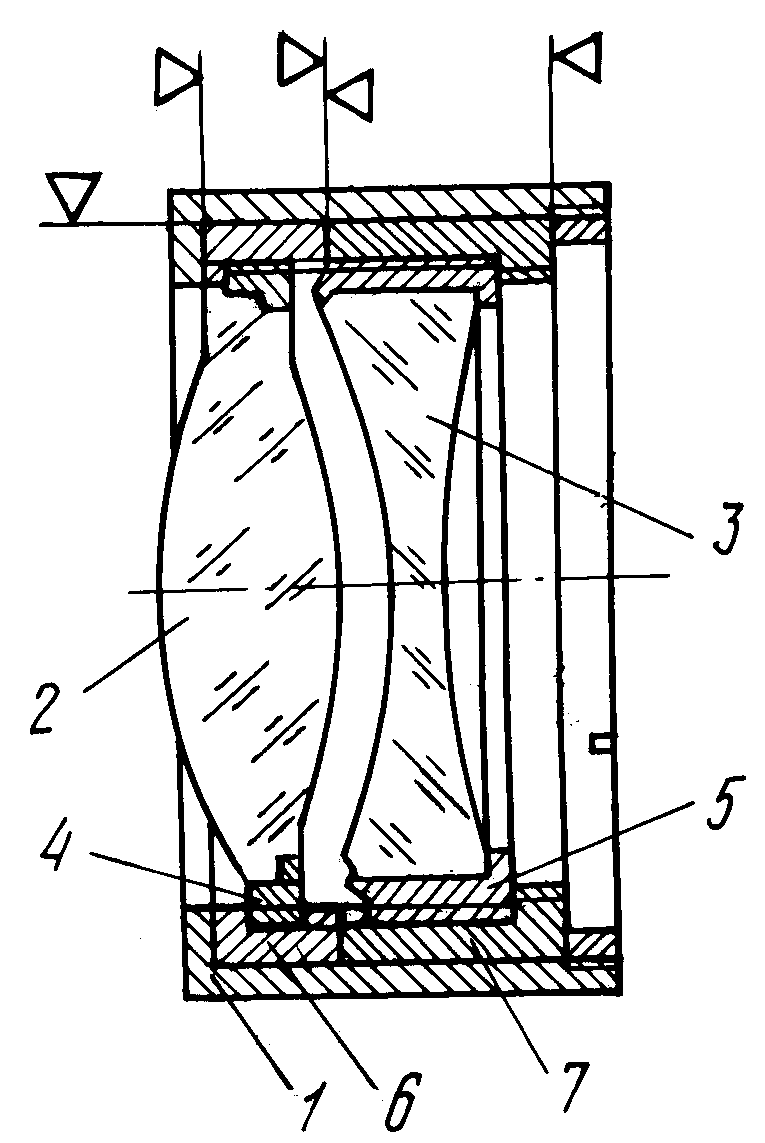
СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕКТИВА В ОПРАВЕ, включающий завальцовку оптических элементов в оправах и обработку установочных баз при центрировании, отличающийся тем, что, с целью повышения коррозийной стойкости оправы, после завальцовки оправы жестко закрепляют в оболочках из коррозийно стойкого материала, а установочные базы обрабатывают на оболочках.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кругер М.Я | |||
| и др | |||
| Справочник конструктора оптико-механических приборов | |||
| Л.: Машиностроение, 1967, с.351-358, рис.17-26. | |||
