Изобретение относится к технологии лучевой сварки и может быть использовано для изготовления сварных изделий для особотонких материалов.
Известен способ сварки, в соответствии с которым свариваемые детали, например пластины, помещают в камеру, в которую вводят инертный газ, например, аргон, и сварку производят в среде этого газа.
Хотя этот способ обеспечивает возможность получения прочных сварных соединений за счет предотвращения окисления и азотирования материала свариваемых деталей, возможность его применения для сварки длинномерных изделий весьма проблематична.
Наиболее близким аналогом-прототипом является способ сварки, при котором сварку деталей осуществляют с помощью лазера, а в зоне сварки создают слаботурбулентный поток инертного газа, омывающий свариваемый участок.
Этот способ не обеспечивает высокого качества свариваемых изделий из тонких и особотонких материалов за счет снижения прочности материалов вблизи сварного шва.
Сущность изобретения состоит в том, что в способе сварки, включающем формирование сварного шва путем воздействия высокоэнергетическим тепловым лучом, например, лазера на подлежащие соединению участки свариваемых деталей охлаждают, причем охлаждение производят до начала воздействия теплового луча на свариваемые детали, выдерживают в зоне сварки в течение времени воздействия теплового луча и снимают охлаждение после отвода луча из этой зоны, при этом охлаждение производят путем подачи в зону сварки охлажденного инертного газа, причем температуру охлаждения выбирают в диапазоне от (-200)-(0о)С.
Предлагаемый способ сварки повышает качество сварного шва за счет образования мелкозернистой высокопрочной структуры и отсутствия зоны термического влияния и обеспечивает возможность сварки деталей из особотонких материалов, например, при производстве труб практически любой длины.
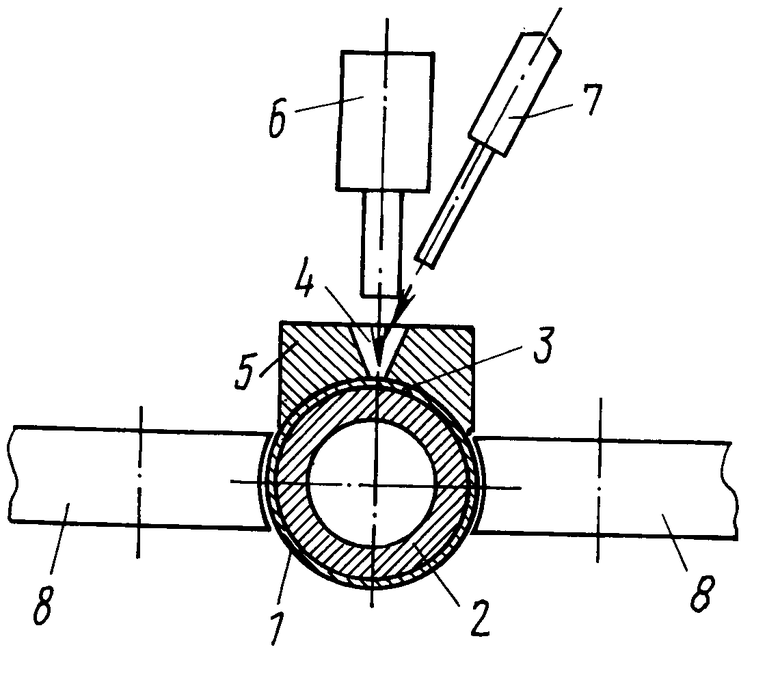
На чертеже показано устройство, реализующее предлагаемый способ сварки.
Заготовка 1 тонкостенной металлической, например, стальной трубы установлена на цилиндрической оправке 2, обеспечивающей сохранение формы трубы, и внутренний упор для кромок 3 заготовки 1. Заготовка 1 установлена так, чтобы линия кромок 3 проходила через центр отверстия 4 в приспособлении 5, обеспечивающем наружный прижим кромок 3 к оправке 2.
На приспособлении 5 установлены лазер 6, луч которого через отверстие 4 направлен на кромки 3, и емкость 7 со сжиженным охлажденным газом, выходным штуцером (не показан), также через отверстие 4 направленным на кромки 3.
Заготовка 1 на оправке 2 установлена с возможностью перемещения за счет валков 8.
Устройство работает следующим образом.
Через отверстие 4 приспособления 5 кромки 3 заготовки 1 охлаждают струей охлажденного до (-195)-(-120)оС гелия и лучом лазера 6 производят сварку кромок 3. Затем с помощью валков 8 перемещают заготовку 1 с оправкой 2. Обработанный участок выходит из зоны охлаждения и сварки и в эту зону входит следующий подлежащий соединению участок свариваемых кромок 3 заготовки 1. Процесс продолжают до завершения сварки кромок 3 по всей длине заготовки 1. Для эффективного понижения температуры гелия его охлаждение осуществляют с помощью, например, жидкого азота, струей которого омывают трубопровод, по которому гелий поступает в зону сварки (не показано).
Микроструктура материала вблизи шва упорядочена, но существенно мельче микроструктуры материала вдали от шва, а следовательно, прочность материала вблизи шва после сварки с охлаждением повышена.
Таким образом, предлагаемый способ сварки обеспечивает высокое качество соединения.
При сварке деталей из других материалов выбирают иные температурные режимы охлаждения свариваемых участков в диапазоне от (-200)оС при сварке особотугоплавких материалов до 0оС при сварке, например, деталей из пластмасс.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| Способ лазерной или лазерно-дуговой сварки труб | 2017 |
|
RU2639086C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ ВНАХЛЕСТКУ | 1991 |
|
RU2022742C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| ЛАЗЕРНАЯ РЕЗКА ДЛЯ ПОЛУЧЕНИЯ СТАЛЬНОЙ ЗАГОТОВКИ С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ И СООТВЕТСТВУЮЩАЯ ЗАГОТОВКА | 2019 |
|
RU2797857C1 |
Изобретение относится к технологии лучевой сварки. Использование: для изготовления сварных изделий из особотонких материалов. Сущность изобретения: в способе сварки, основанном на воздействии высокоэнергетическим, например лазерным, тепловым лучом на подлежащие соединению участки свариваемых деталей и подаче в зону сварки инертного газа, свариваемые участки охлаждают за счет подачи в зону сварки охлажденного инертного газа. Причем температуру охлаждения выбирают в диапазоне (-200) 0°С, а охлаждение производят до начала воздействия на свариваемые участки лазерного луча и поддерживают до отвода этого луча из зоны сварки. Способ повышает качество сварного шва и обеспечивает возможность сварки деталей из особо тонких материалов, например, при производстве труб из металлической фольги. 1 з. п. ф-лы, 1 ил.
| Патент США N 4990741, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
