Настоящее изобретение относится к способу изготовления стальной заготовки с предварительным покрытием из стальной полосы с предварительным покрытием, имеющей стальную подложку с предварительным покрытием, нанесенным по меньшей мере с одной стороны, причем предварительное покрытие содержит слой интерметаллического сплава и металлический слой, продолжающийся поверх указанного слоя интерметаллического сплава, при этом металлический слой представляет собой слой алюминия, слой алюминиевого сплава, либо слой сплава на основе алюминия.
Известен способ изготовления стальных деталей для транспортных средств. На первом этапе процесса подаваемую стальную полосу с предварительным покрытием, которое, как правило, наносят погружением в расплав, разрезают на заготовки, применяя лазерную резку. Затем каждую заготовку подготавливают к сварке, удаляя посредством лазерной абляции металлический слой из обрабатываемой зоны, примыкающей к кромке реза, после чего указанные заготовки сваривают лазерной сваркой для получения сварной заготовки. Затем сварную заготовку подвергают горячей штамповке и закалке в прессе для получения конечной детали.
Указанные стальные детали предназначены, в частности, для автомобильной промышленности и могут служить для изготовления деталей устройств, предотвращающих несанкционированное проникновение, конструкционных деталей или деталей, обеспечивающих безопасность автомобилей.
Применение лазерной резки для получения отдельных стальных заготовок является предпочтительным, поскольку достигается ряд преимуществ, например, обеспечивается высокое качество поверхности реза, высокая геометрическая точность конфигурации реза, а также возможность обработки высокопрочных сталей. Процесс лазерной резки обладает большей гибкостью, по сравнению с механической резкой, требующей при изменении конфигурации заготовки изготовления новой режущей матрицы.
Механически вырезанные из рулонной стали заготовки могут подвергаться лазерной резке. Кроме того, лазерной резке, известной как лазерная вырубка, может подвергаться непосредственно стальной рулон. Благодаря разработке мощных промышленных лазеров лазерная вырубка становится все более перспективной, поскольку позволяет исключить промежуточный этап механической резки рулона.
Однако лазерная резка имеет ряд недостатков. Одним из недостатков лазерной резки является налипание алюминия по кромкам реза алюминированных сталей, упрочняемых под прессом.
Алюминий, который не удаляется в процессе лазерной абляции, проникает в зону металла шва при проведении лазерной сварки, в результате чего, в зоне металла шва повышается содержание алюминия. Поскольку в твердом растворе матрицы алюминий является ферритообразующим элементом, он препятствует аустенитному превращению на этапе, предшествующем горячей штамповке. Таким образом, невозможно получить полностью мартенситную или бейнитную структуру сварного шва при охлаждении после горячей штамповки, и структура сварного шва будет содержать феррит.
Как результат, после закалки в прессе сварной шов стальной детали будет иметь более низкую твердость и механическую прочность, по сравнению с основным материалом соединяемых заготовок.
Алюминиевые загрязнения можно удалить механической очисткой кромок свариваемых заготовок. Однако авторы изобретения установили, что после проведения лазерной резки согласно известному уровню техники механическое удаление алюминиевых загрязнений затрудняется, в связи с высокой адгезией частиц алюминия к кромкам реза. Лишь высокозатратные способы, такие как скрабирование или шлифовка кромок позволяют эффективно удалить алюминиевые загрязнения. Таким образом, производитель должен вкладывать средства в конкретные инструменты и выделять часть производственного времени и цеховых площадей для выполнения указанной конкретной задачи.
Термин «очистка щеткой» означает процесс очистки кромки реза с применением щетки с жесткой щетиной. Обычно используются вращающиеся щетки, перемещаемые по кромке реза. Термин «скрабирование» означает процесс очистки кромки реза посредством абразивной ленты, которая зачищает кромку при приложении заданного нормального усилия до получения требуемого результата. Термин «шлифовка» означает процесс очистки кромки реза на глубину, например, от 0,1 до 0,3 мм. Очистка щеткой, сравнительно со скрабированием и шлифовкой, является наиболее простым и дешевым способом осуществления процесса очистки с учетом технического обслуживания.
В публикации PCT/EP 2016/082267 описывается способ минимизации осаждения алюминия по кромкам лазерного реза, посредством корректировки параметров лазерной резки. Однако указанный способ приводит к снижению производительности резки и, соответственно, к повышению себестоимости продукции, что является нежелательным.
Одной из задач настоящего изобретения является способ изготовления стальной заготовки с предварительным покрытием, кромка лазерного реза которой легко очищается от алюминиевых загрязнений до уровня, приемлемого для последующего процесса сварки. Еще одной задачей настоящего изобретения является способ изготовления стальной заготовки с предварительным покрытием, имеющей кромку лазерного реза, которая не требует дополнительной очистки перед лазерной сваркой.
Для решения поставленной задачи согласно настоящему изобретению предлагается способ изготовления стальной заготовки с предварительным покрытием, включающий нижеперечисленные этапы:
- подача стальной полосы с предварительным покрытием, имеющей стальную подложку с предварительным покрытием, нанесенным по меньшей мере с одной стороны, причем указанное предварительное покрытие содержит слой интерметаллического сплава и металлический слой, продолжающийся поверх указанного слоя интерметаллического сплава, при этом металлический слой может представлять собой слой алюминия, слой алюминиевого сплава, либо слой сплава на основе алюминия;
- лазерная резка указанной стальной полосы с предварительным покрытием, выполняемая с целью получения по меньшей мере одной стальной заготовки с предварительным покрытием, причем стальная заготовка с предварительным покрытием имеет кромку лазерного реза, сформированную в процессе лазерной резки, при этом указанная кромка лазерного реза содержит участок подложки и участок предварительного покрытия;
при этом процесс лазерной резки выполняют таким образом, чтобы на участке подложки, расположенном на сформированной кромке лазерного реза, содержание кислорода было больше или равно 15 мас.%.
Авторы изобретения установили, что описанный выше способ позволяет выполнять лазерную резку стальных заготовок с предварительным покрытием таким образом, чтобы с кромки лазерного реза легко удалялись алюминиевые загрязнения при последующей очистке щеткой. Изобретатели также установили, что можно проводить лазерную сварку указанных стальных заготовок с предварительным покрытием без проведения очистки кромки лазерного реза перед сваркой.
Ниже приводятся другие необязательные признаки изобретения, которые могут рассматриваться по отдельности или в любом возможном техническом сочетании:
- лазерную резку выполняют с использованием вспомогательного газа, содержащего по меньшей мере 10 мас.% кислорода и, предпочтительнее, по меньшей мере 18 мас.% кислорода;
- лазерную резку выполняют с использованием чистого кислорода в качестве вспомогательного газа;
- произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше или равно 0,09 кДж/см;
- после этапа лазерной резки выполняют этап очистки щеткой по меньшей мере части кромки лазерного реза для получения очищенной щеткой кромки реза, при этом указанная очищенная щеткой кромка реза содержит очищенный щеткой участок подложки и по меньшей мере один очищенный щеткой участок предварительного покрытия;
- содержание алюминия на очищенном щеткой участке подложки составляет менее 6,0 мас.%,
- очищенная щеткой кромка реза занимает всю кромку лазерного реза;
- очищенная щеткой кромка реза занимает лишь часть кромки лазерного реза:
- произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше или равно 0,03 кДж/см.
Настоящее изобретение также относится к способу изготовления сварной заготовки, включающему нижеприведенные этапы:
- изготовление первой и второй стальных заготовок с предварительным покрытием, при этом по меньшей мере одну из первой и второй стальных заготовок с предварительным покрытием изготавливают способом, описанным выше, который позволяет по меньшей мере на одной из стальных заготовок с предварительным покрытием сформировать кромку лазерного реза, или очищенную щеткой кромку реза;
- стыковая сварка свариваемых кромок первой стальной заготовки с предварительным покрытием и второй стальной заготовки с предварительным покрытием для создания сварного соединения между указанными стальными заготовками с предварительным покрытием и, соответственно, получения сварной заготовки, при этом этап стыковой сварки включает этап позиционирования первой и второй стальных заготовок с предварительным покрытием, выполняемый для того, чтобы кромка лазерного реза по меньшей мере одной из стальных заготовок с предварительным покрытием являлась свариваемой кромкой.
Ниже приводятся другие необязательные признаки изобретения, которые могут рассматриваться по отдельности или в любом возможном техническом сочетании:
- процесс сварки представляет собой процесс лазерной сварки;
- перед этапом стыковой сварки выполняют этап удаления по меньшей мере с одной из первой и второй стальных заготовок с предварительным покрытием металлического слоя из обрабатываемой зоны, примыкающей к кромке сварного шва указанной стальной заготовки с предварительным покрытием;
- для удаления металлического слоя используется лазерный луч;
- на этапе удаления металлического слоя в обрабатываемой зоне остается по меньшей мере часть слоя интерметаллического сплава;
- лазерную сварку выполняют с использованием присадочной проволоки или порошковой добавки;
- присадочная проволока или порошковая добавка содержит аустенитообразующие легирующие элементы.
Настоящее изобретение также относится к способу изготовления упрочненной под прессом стальной детали, включающему нижеперечисленные этапы:
- осуществление описанного выше способа для получения сварной заготовки;
- нагрев указанной сварной заготовки для образования в указанной сварной заготовке по меньшей мере частично аустенитной структуры;
- горячая штамповка сварной заготовки на прессе для получения штампованной стальной детали;
- охлаждение стальной детали в прессе для получения закаленной в прессе стальной детали.
Ниже приводятся другие необязательные признаки изобретения, которые могут рассматриваться по отдельности или в любом возможном техническом сочетании:
- скорость охлаждения равна или превышает критическую скорость охлаждения, при которой в стальных заготовках происходит мартенситное или бейнитное превращение.
Настоящее изобретение также относится к стальной заготовке с предварительным покрытием, содержащей:
- участок стальной подложки, имеющей участок предварительного покрытия по меньшей мере с одной стороны, причем участок предварительного покрытия содержит участок слоя интерметаллического сплава и участок металлического слоя, продолжающийся поверх участка слоя интерметаллического сплава, причем участок металлического слоя представляет собой слой алюминия, слой алюминиевого сплава, либо слой сплава на основе алюминия, при этом толщина стальной заготовки с предварительным покрытием составляет от 0,5 мм до 5 мм,
- по меньшей мере одну кромку лазерного реза, продолжающуюся между сторонами стальной заготовки с предварительным покрытием и содержащую участок подложки и по меньшей мере один участок предварительного покрытия,
при этом на участке подложки, расположенном на кромке лазерного реза, содержание кислорода больше или равно 15 мас.%, а содержание алюминия меньше или равно 6,0 мас.%.
Настоящее изобретение также относится к стальной заготовке с предварительным покрытием, содержащей:
- участок стальной подложки, имеющей участок предварительного покрытия по меньшей мере с одной стороны, причем участок предварительного покрытия содержит участок слоя интерметаллического сплава и участок металлического слоя, продолжающийся поверх участка слоя интерметаллического сплава, причем участок металлического слоя представляет собой слой алюминия, слой алюминиевого сплава, либо слой сплава на основе алюминия, при этом толщина стальной заготовки с предварительным покрытием составляет от 0,5 мм до 5 мм;
- по меньшей мере одну очищенную щеткой кромку реза, продолжающуюся между сторонами стальной заготовки с предварительным покрытием и содержащую очищенный щеткой участок подложки и по меньшей мере один очищенный щеткой участок предварительного покрытия;
при этом на очищенном щеткой участке подложки содержание кислорода больше или равно 0,5 мас.%, а содержание алюминия меньше 6,0 мас.%.
Настоящее изобретение также относится к сварной заготовке, содержащей по меньшей мере:
- первую и вторую стальную заготовку с предварительным покрытием, причем каждая стальная заготовка с предварительным покрытием содержит участок стальной подложки, имеющий участок предварительного покрытия по меньшей мере с одной стороны, причем участок предварительного покрытия содержат участок слоя интерметаллического сплава и участок металлического слоя, продолжающийся поверх участка слоя интерметаллического слоя, причем участок металлического слоя представляет собой слой алюминия, слой алюминиевого сплава, либо слой сплава на основе алюминия, при этом толщина стальных заготовок с предварительным покрытием составляет от 0,5 мм до 5 мм;
- зону сварного соединения первой и второй стальных заготовок с предварительным покрытием;
при этом в зоне сварного соединения содержание алюминия составляет менее или равно 0,3 мас.%, а объемная доля частиц оксида алюминия составляет по меньшей мере 0,2%, указанные частицы оксида алюминия имеют диаметр менее или равный 2 мкм.
Согласно другим дополнительным признакам изобретения:
- в зоне сварного соединения объемная доля частиц оксида алюминия составляет по меньшей мере 0,4 об.%, указанные частицы оксида алюминия имеют диаметр менее или равный 2 мкм.
Настоящее изобретение также относится к упрочненной под прессом детали, полученной в результате закалки в прессе сварной заготовки согласно вышеописанному способу.
Другие аспекты и преимущества изобретения станут очевидными из описания, приведенного ниже в качестве примера, со ссылкой на прилагаемые чертежи.
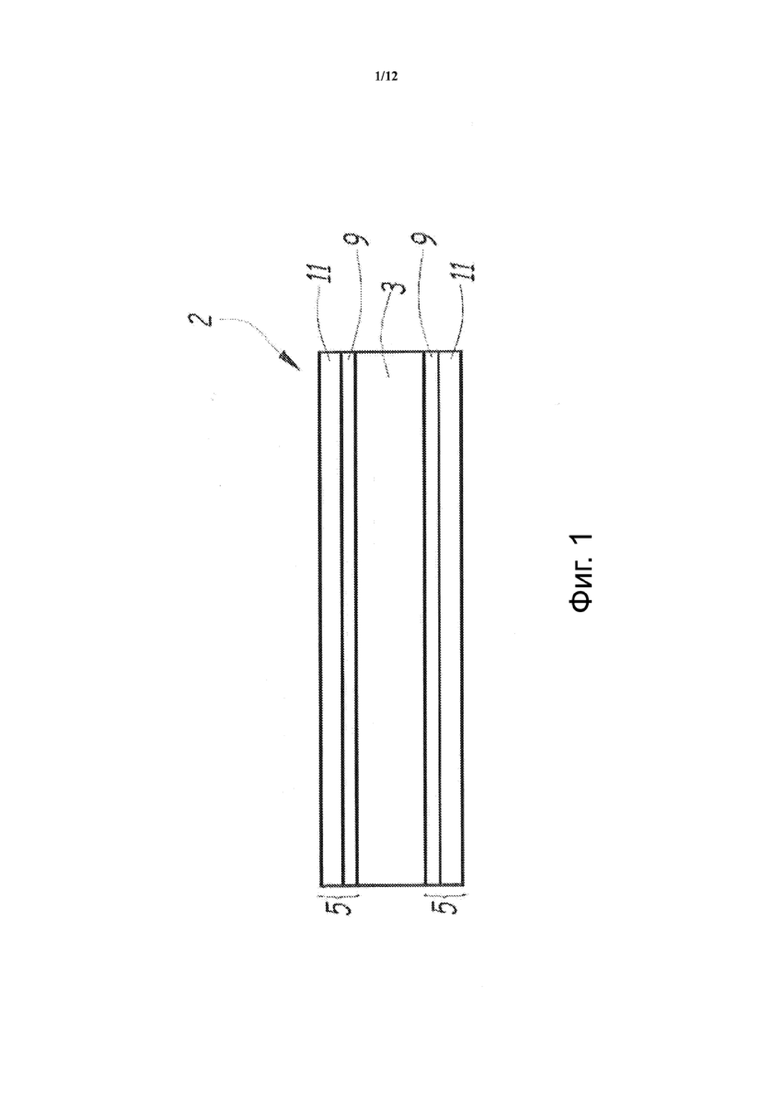
Фиг. 1 - схематический вид в поперечном разрезе стальной полосы с предварительным покрытием, причем разрез выполнен перпендикулярно продольному направлению полосы.
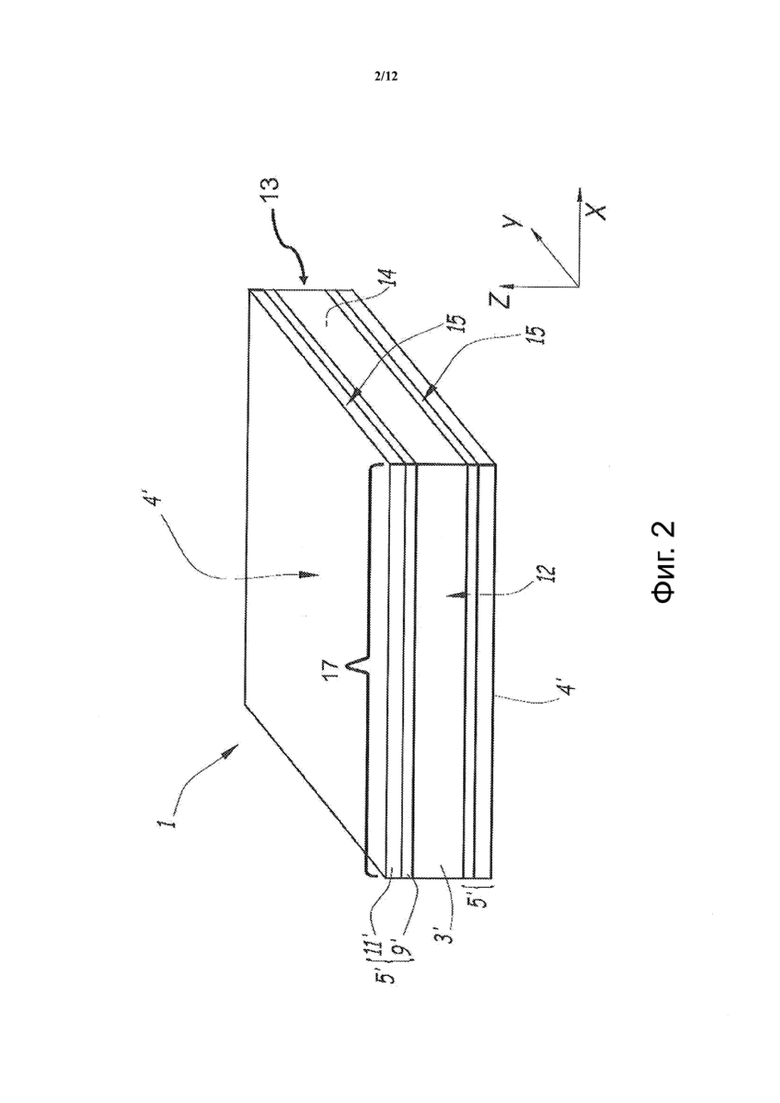
Фиг. 2 - схематический вид в перспективе стальной заготовки с предварительным покрытием.
Фиг. 3 - схематический вид сбоку стальной заготовки с предварительным покрытием, показанной на фиг. 2.
Фиг. 4 - схематический вид сбоку стальной заготовки с предварительным покрытием после проведения этапа лазерной резки и очистки щеткой.
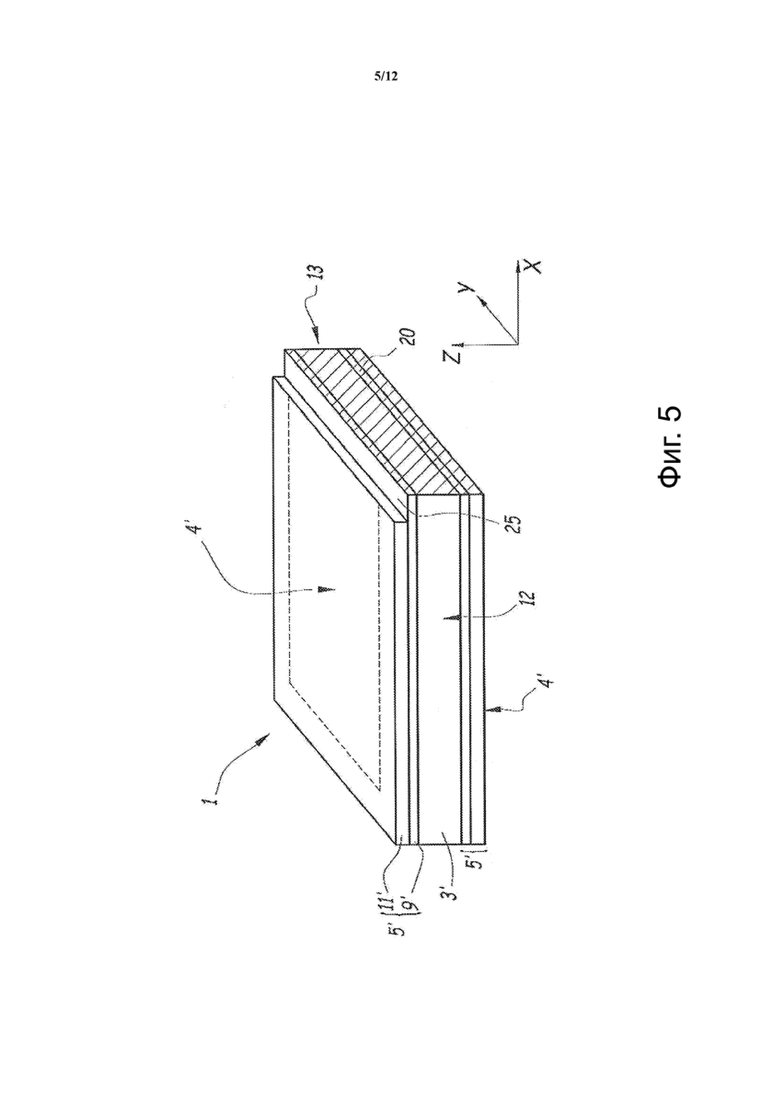
Фиг. 5 - схематический вид в перспективе стальной заготовки c предварительным покрытием, причем показана обрабатываемая зона, из которой удаляют металлический слой.
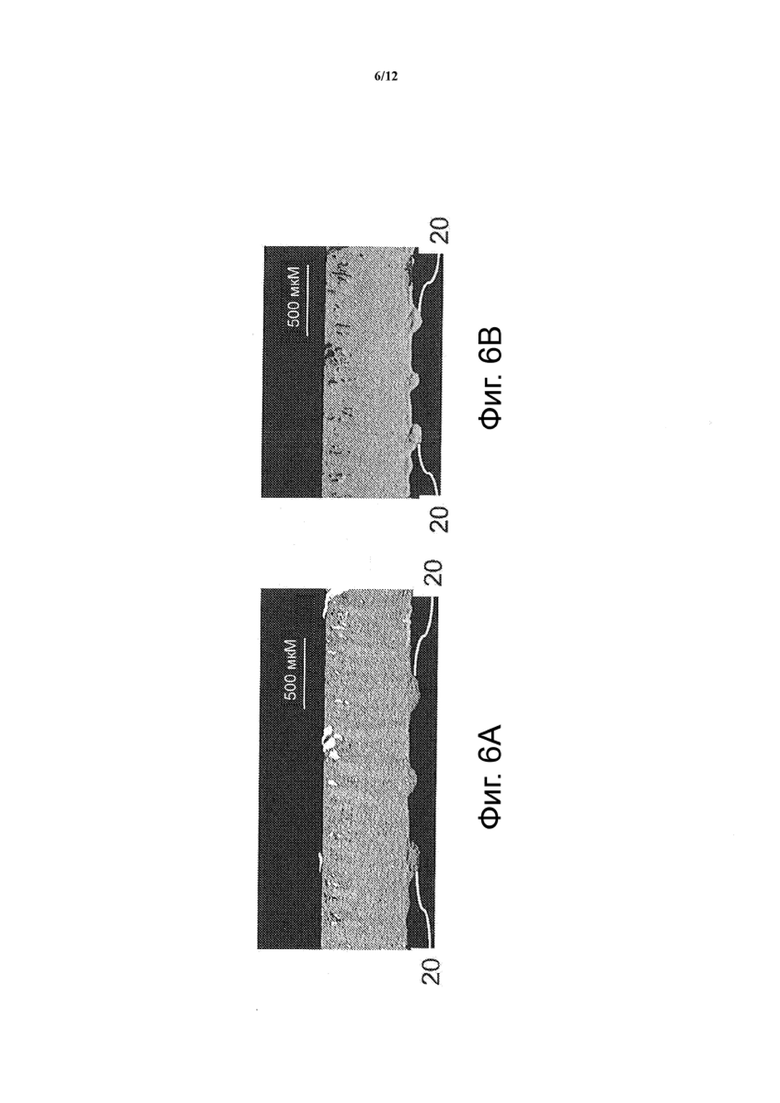
Фиг. 6А и 6В - микрофотографии шлифов кромки лазерного реза стальной заготовки с предварительным покрытием согласно изобретению, выполненные после операции лазерной резки и перед какой-либо дальнейшей обработкой стальной заготовки. На фиг. 6А показано распределение алюминия по кромке лазерного реза, а на фиг. 6В показано распределение кислорода по кромке лазерного реза.
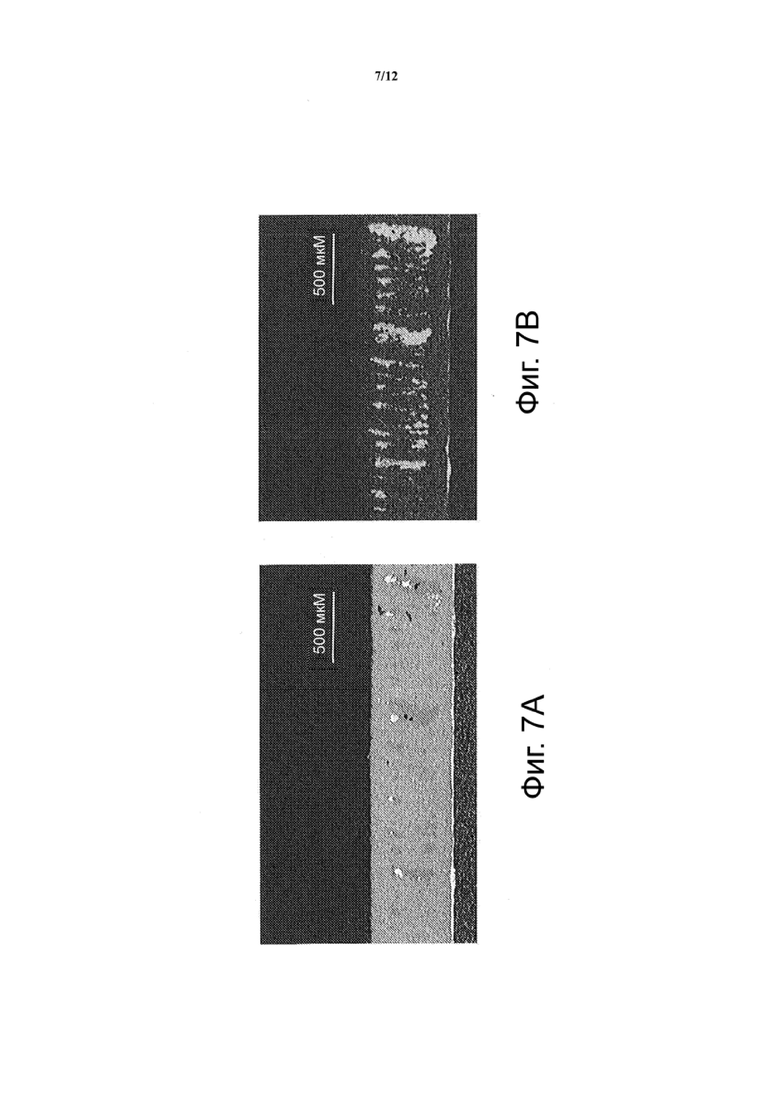
Фиг. 7А и 7В - микрофотографии шлифов очищенной щеткой кромки реза стальной заготовки с предварительным покрытием согласно изобретению. На фиг. 7А показано распределение алюминия по кромке лазерного реза, а на фиг. 7В показано распределение кислорода по кромке лазерного реза.
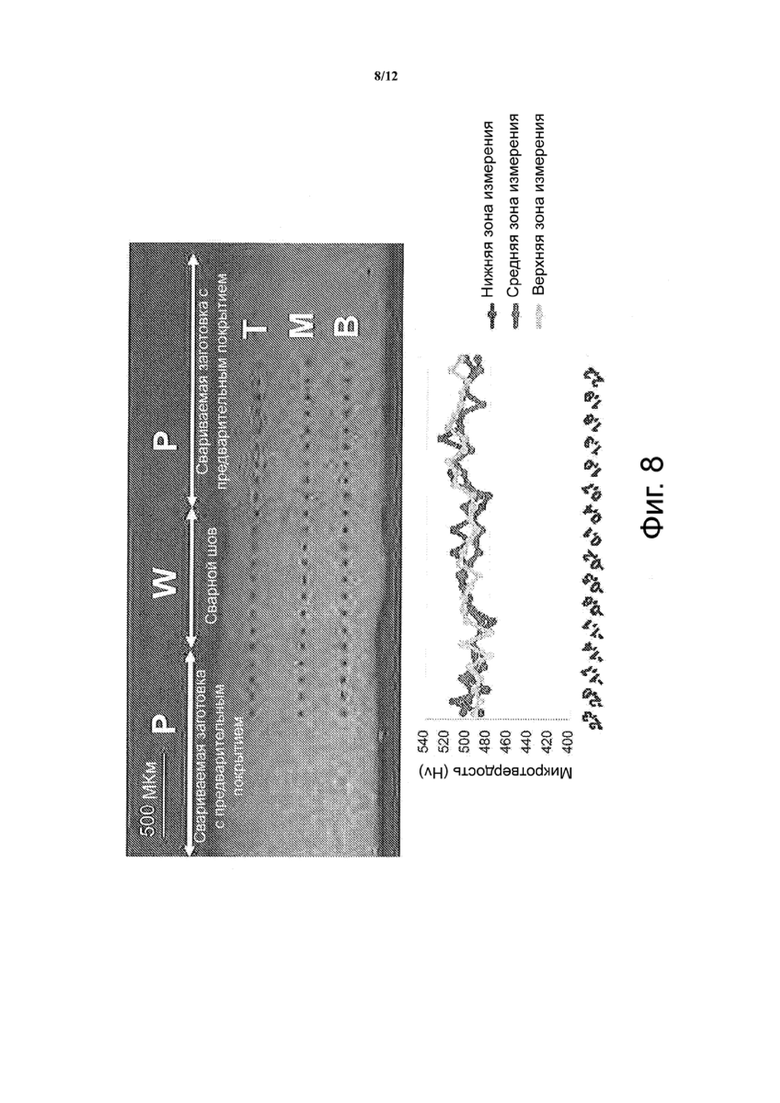
Фиг. 8 - микрофотография шлифа сварной заготовки согласно изобретению, на которой видны точки измерения микротвердости металла сварного шва и металла каждой из двух соединенных стальных заготовок с предварительным покрытием, а также показан график изменения микротвердости по результатам измерения.
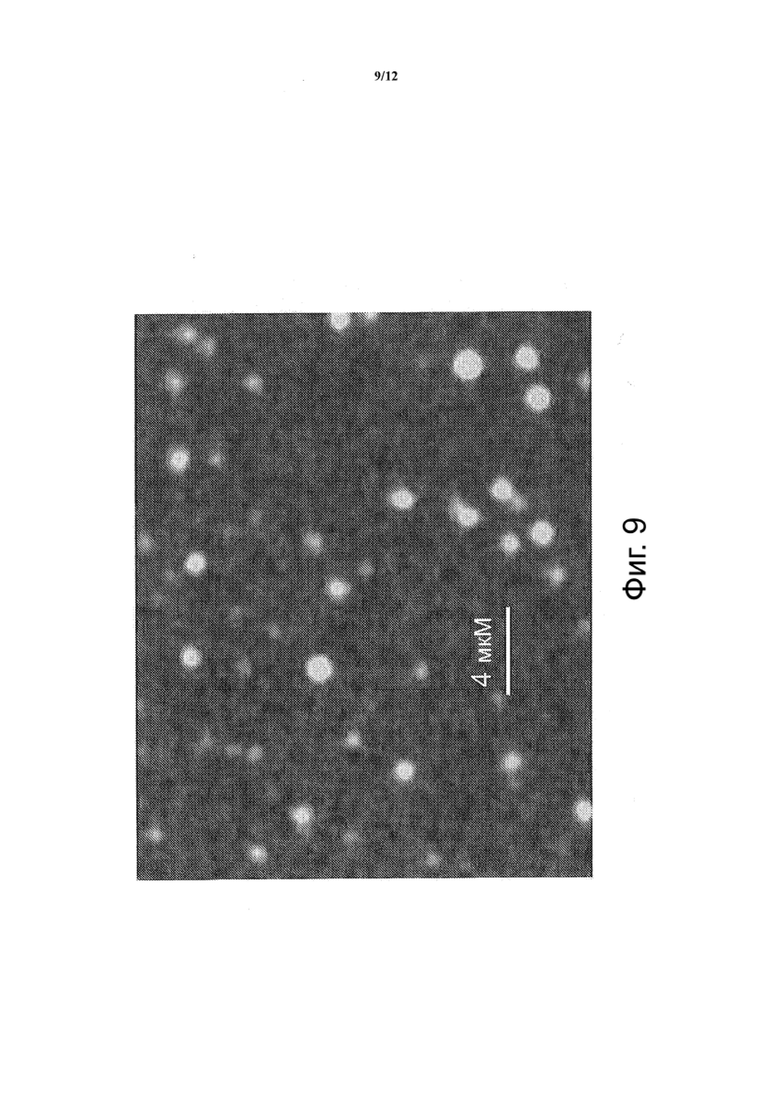
Фиг. 9 - микрофотография шлифа, иллюстрирующая распределение алюминия в сварном шве сварной заготовки, полученной сваркой стальных заготовок с предварительным покрытием, свариваемые кромки лазерного реза которых не подвергали очистке щеткой между этапом лазерной резки и этапом сварки.
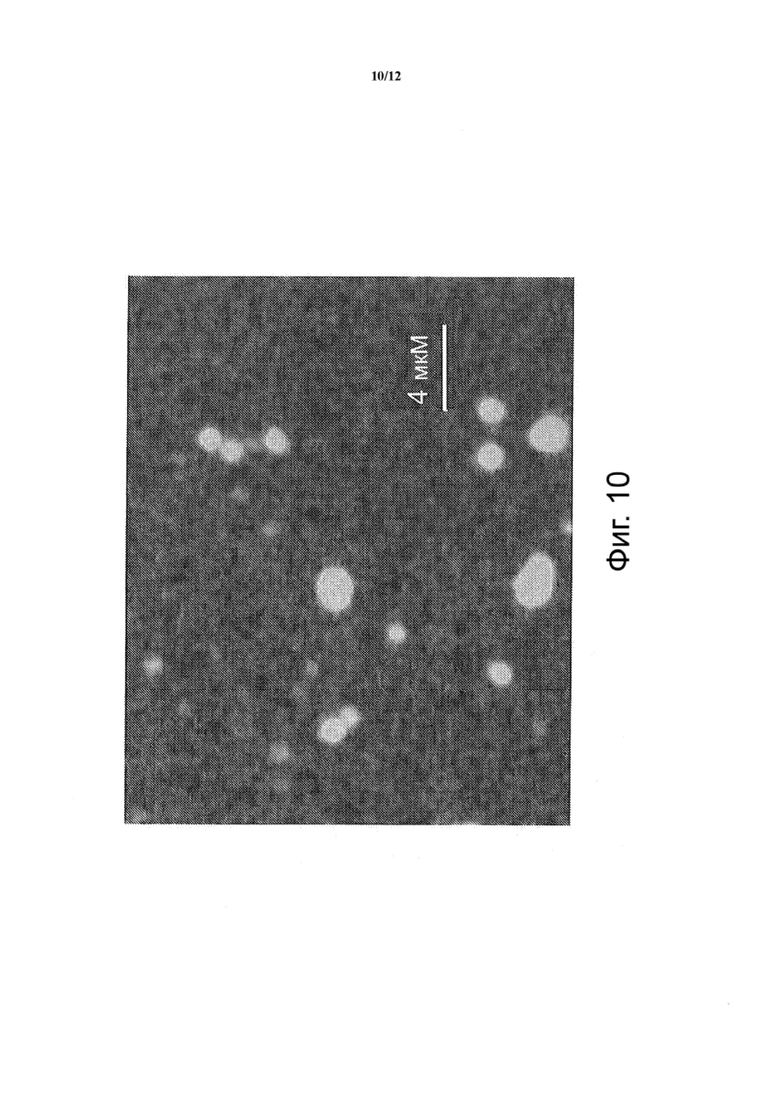
Фиг. 10 - микрофотография шлифа, иллюстрирующая распределение алюминия в сварном шве сварной заготовки, полученной сваркой стальных заготовок с предварительным покрытием, свариваемые кромки лазерного реза которых подвергали очистке щеткой между этапом лазерной резки и этапом сварки.
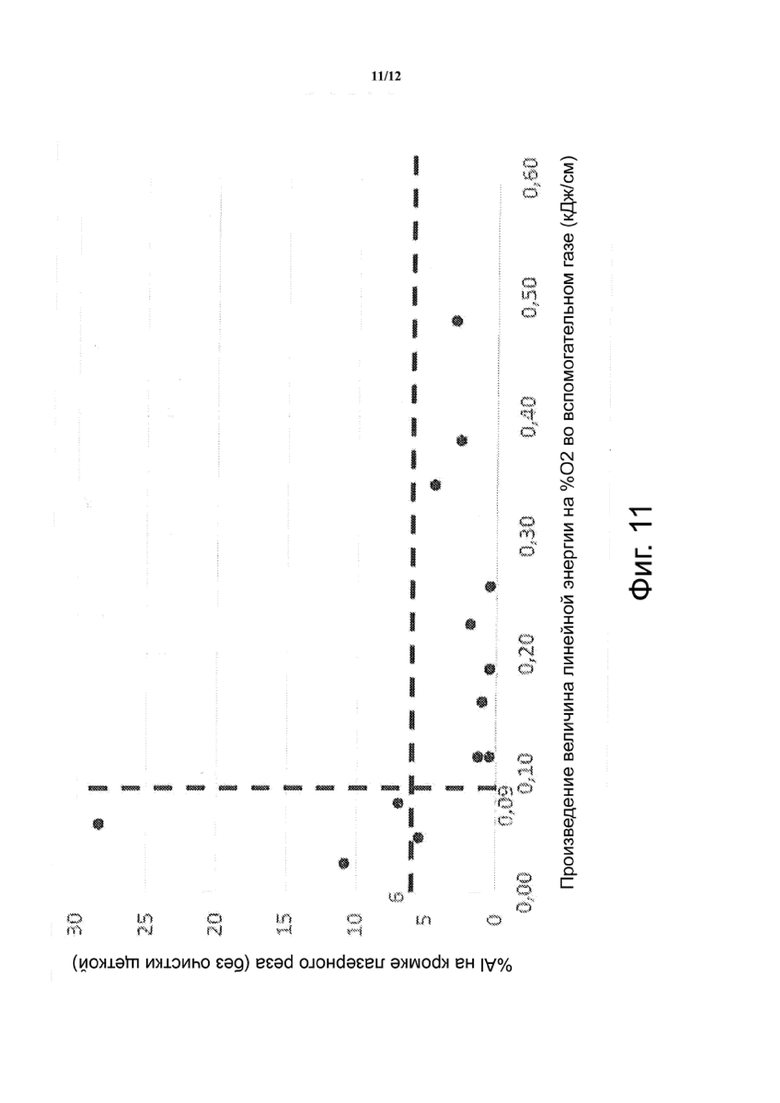
Фиг. 11 - график зависимости содержания алюминия в мас.% на кромке лазерного реза (без очистки щеткой) от произведения величины линейной энергии на объемную долю кислорода во вспомогательном газе.
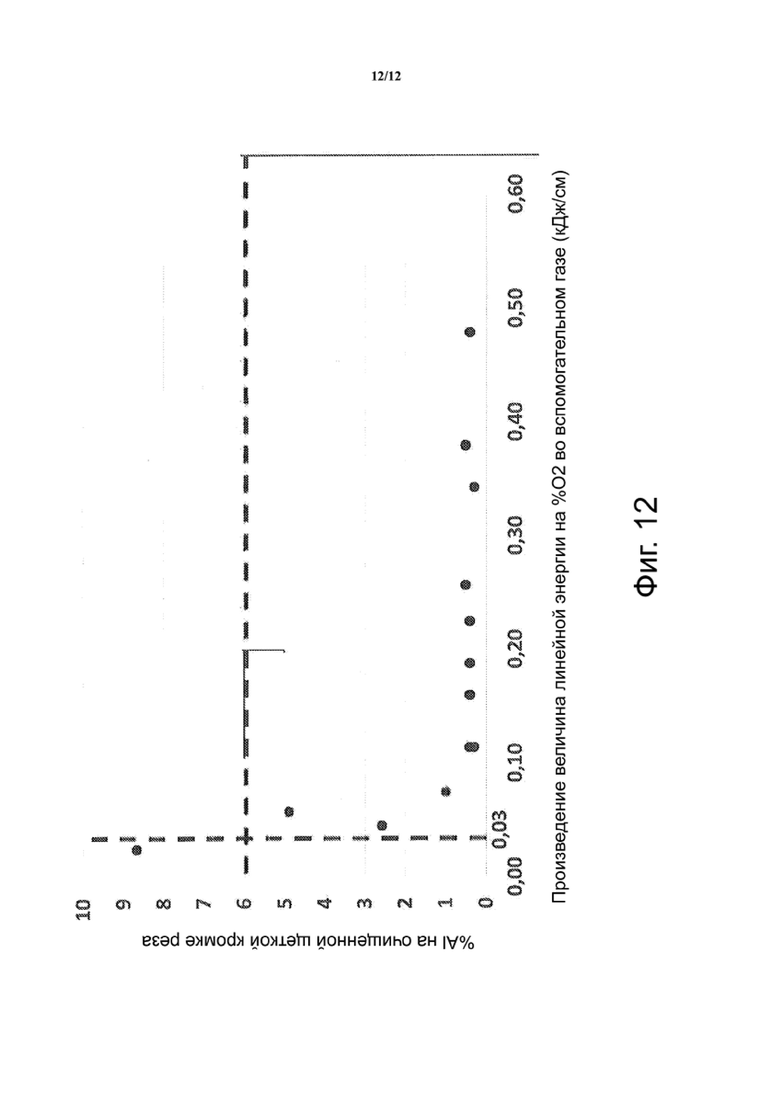
Фиг. 12 - график зависимости содержания алюминия в мас.% на очищенной щеткой кромке лазерного реза от произведения величины линейной энергии на объемную долю кислорода во вспомогательном газе.
Изобретение относится к способу изготовления стальной заготовки 1 c предварительным покрытием.
Способ включает первый этап подачу стальной полосы 2 c предварительным покрытием, которая показана на фиг. 1 в поперечном разрезе.
Как показано на фиг. 1, стальная полоса 2 c предварительным покрытием содержит металлическую подложку 3, имеющую предварительное покрытие 5, нанесенное по меньшей мере с одной стороны. Предварительное покрытие 5, нанесенное на подложку 3, тесно связано с ней.
Металлическая подложка 3 представляет собой, в частности, стальную подложку.
Сталь подложки 3 представляет собой, в частности, сталь, имеющую феррито-перлитную микроструктуру.
Подложку 3, предпочтительно, изготавливают из термообрабатываемой стали, в частности стали, упрочняемой под прессом, и, например, марганцево-бористой стали, такой как сталь типа 22MnB5.
Согласно одному из вариантов осуществления изобретения, стальная подложка 3 содержит в мас.%:
0,10% ≤ С ≤ 0,5%
0,5% ≤ Mn ≤ 3%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
Р ≤ 0,1%
В ≤ 0,010%
остальное - железо и примеси, образующиеся в процессе производства.
Конкретнее, стальная подложка 3 содержит в мас.%:
0,15% ≤ С ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
Р ≤ 0,1%
В ≤ 0,005%
остальное - железо и примеси, образующиеся в процессе производства.
Согласно одному из альтернативных вариантов осуществления изобретения стальная подложка 3 содержит в мас.%:
0,040% ≤ С ≤ 0,100%
0,80% ≤ Mn ≤ 2,00%
Si ≤ 0,30%
S ≤ 0,005%
Р ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,100%
Mo ≤ 0,100%
Са ≤ 0,006%,
остальное - железо и примеси, образующиеся в процессе производства.
Согласно другому из альтернативных вариантов осуществления изобретения стальная подложка 3 содержит в мас.%:
0,24% ≤ С ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10 % ≤ Si ≤ 0,70 %
0,015% ≤ AI ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0 % ≤ Nb ≤ 0,060 %
0,0005% ≤ В ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ Р ≤ 0,025%
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
сталь, если требуется, содержит один или несколько из нижеперечисленных элементов:
0,05% ≤ Мо ≤ 0,65%
0,001% ≤ W ≤ 0,30%%
0,0005% ≤ Ca ≤ 0,005%
остальное - железо и неизбежные примеси, образующиеся в процессе производства.
Подложка 3, в зависимости от требуемой толщины, может быть получена горячей прокаткой и/или холодной прокаткой с последующим отжигом, либо любым другим из подходящих способов.
Подложка 3, как правило, имеет толщину от 0,5 мм до 5 мм.
Предварительное покрытие 5 наносят методом погружения в расплав, то есть погружением подложки 3 в ванну с расплавленным металлом. Указанное покрытие содержит слой 9 интерметаллического сплава, тесно связанный с подложкой 3, и металлический слой 11, продолжающийся поверх слоя 9 интерметаллического сплава.
Слой 9 интерметаллического сплава образуется в результате взаимодействия подложки 3 с расплавленным металлом ванны. Указанный слой представляет собой интерметаллическое соединение, содержащее по меньшей мере один из элементов, входящих в состав металлического слоя 11, и по меньшей мере из элементов, входящих в состав подложки 3.
Толщина слоя 9 интерметаллического сплава, как правило, составляет порядка нескольких микрометров. В частности, средняя толщина слоя обычно составляет от 2 до 7 мкм.
Металлический слой 11 имеет состав, близкий к составу расплавленного металла в ванне. Полоса, проходя через ванну с расплавленным металлом во время нанесения покрытия погружением в расплав, уносит расплавленный металл, образующий указанный металлический слой.
Металлический слой 11 имеет, например, толщину от 19 мкм до 33 мкм или от 10 мкм до 20 мкм.
Металлический слой 11 представляет собой слой алюминия, слой алюминиевого сплава, либо слой сплава на основе алюминия.
В контексте изобретения алюминиевым сплавом именуется сплав, содержащий более 50 мас.% алюминия. Сплав на основе алюминия представляет собой сплав, в котором алюминий является главным элементом (касательно содержания в мас.%).
Слой 9 интерметаллического сплава содержит интерметаллические соединения типа Fex-Aly и, в частности, Fe2Al5.
Конкретная структура предварительного покрытия 5, полученного методом горячего погружения, раскрыта, в частности, в патенте ЕР 2 007 545.
Согласно одному из вариантов осуществления изобретения, металлический слой 11 представляет собой слой алюминиевого сплава, который содержит кремний.
В качестве примера, металлический слой 11 содержит в мас.%:
8% ≤ Si ≤ 11%,
2% ≤ Fe ≤ 4%,
остальное - алюминий и возможные примеси.
Предпочтительно, как показано на фиг. 1, подложка 3 с обеих сторон имеет вышеописанное предварительное покрытие 5.
Способ изготовления стальной заготовки 1 с предварительным покрытием дополнительно включает этап лазерной резки указанной стальной полосы 2 с предварительным покрытием для получения по меньшей мере одной стальной заготовки 1 с предварительным покрытием.
На фиг. 2 представлено схематическое изображение в перспективе указанной стальной заготовки 1 с предварительным покрытием.
Стальная заготовка 1 с предварительным покрытием содержит участок 3’ подложки и по меньшей мере участок 5’ предварительного покрытия, причем участок 5’ предварительного покрытия содержит участок 9’ слоя интерметаллического сплава и участок 11’ металлического слоя.
Стальная заготовка 1 c предварительным покрытием дополнительно содержит две основные противоположные стороны 4’ и периферийную кромку 12, продолжающуюся между сторонами 4’ по всей периферии заготовки 1. Длина периферийной кромка 12 равна периметру заготовки 1. Высота h периферийной кромки 12 равна толщине заготовки 1.
В контексте настоящей патентной заявки высота элемента представляет собой размер указанного элемента вдоль направления толщины заготовки 1 с предварительным покрытием (направление z на чертежах).
Периферийная кромка 12 продолжается по существу перпендикулярно сторонам 4’. В контексте изобретения термин «по существу» означает, что периферийная кромка 12 продолжается под углом от 50° до 90° относительно одной из сторон 4’. Угол периферийной краевой поверхности 12 относительно сторон 4’ может варьироваться по периферии заготовки 1.
В примере, показанном на фиг. 2, периферийная кромка 12 имеет по существу прямоугольный контур, содержащий четыре прямолинейные стороны. Однако в зависимости от применения периферийная кромка может иметь любой другой контур.
Периферийная кромка 12 содержит кромку 13 лазерного реза, сформированную на этапе лазерной резки.
Кромка 13 лазерного реза продолжается между сторонами 4’ стальной заготовки 1 с предварительным покрытием от одной стороны 4’ к другой. Указанная кромка продолжается по всей высоте h периферийной кромки 12.
Предпочтительно, для получения стальной заготовки 1 с предварительным покрытием лазерную резку выполняют по всему контуру. В этом случае периферийная кромка 12 представляет собой кромку 13 лазерного реза. Таким образом, кромка 13 лазерного реза продолжается по всей периферии заготовки 1. Согласно альтернативному варианту осуществления изобретения, кромка 13 лазерного реза продолжается лишь на определенном участке длины периферийной кромки 12. В таком случае исходные боковые стороны полосы 2 могут формировать остальную часть периферийной кромки 12 заготовки.
В контексте настоящей патентной заявки длина элемента представляет собой размер указанного элемента в плоскости заданной стороны 4’ стальной полосы 2 с предварительным покрытием. Таким образом, задаваемая траектория лазерного луча на этапе лазерной резки определяет длину кромки 13 лазерного реза.
Как видно на фиг. 2 и 3, кромка 13 лазерного реза содержит участок 14 подложки и по меньшей мере один участок 15 предварительного покрытия. Участок 14 подложки, расположенный на кромке 13 лазерного реза, соответствует участку 3’ подложке. Участок 15 предварительного покрытия, расположенный на кромке 13 лазерного реза, соответствует участку 5’ предварительному покрытию. Материал указанного участка по существу соответствует материалу участка 5’ предварительного покрытия.
Стальная заготовка 1 с предварительным покрытием и стальная полоса 2 с предварительным покрытием имеют одинаковую толщину. Указанная толщина составляет от 1,0 мм до 5 мм, в частности, от 1,0 мм до 3,0 мм, конкретно от 1,0 мм до 2,5 мм и конкретнее от 1,2 до 2,5 мм.
Во время этапа лазерной резки лазерный луч устройства лазерной резки направляется на стальную полосу 2 по заданной траектории для формирования кромки 13 лазерного реза. Указанная заданная траектория продолжается по стороне 4’ заготовки 1.
В конкретном варианте осуществления изобретения лазер, используемый для лазерной резки, предпочтительно, является лазером непрерывного действия.
Согласно изобретению, содержание кислорода на участке 14 подложки, расположенного на кромке 13 лазерного реза, составляет более 15 мас.%.
Следует отметить, что массовое содержание кислорода на кромке обычно определяют с помощью детектора энергодисперсионной спектроскопии, встроенного в сканирующий электронный микроскоп. Указанный метод позволяет определять концентрацию элементов на глубине примерно 1 мкм от поверхности. Подобным методом определяют содержание алюминия на кромке, как будет описываться ниже.
В контексте изобретения словосочетание «непосредственно полученный результат», в частности, означает, что измерение доли или пропорции алюминия проводят сразу после этапа лазерной резки, выполняемой с помощью лазерного луча устройства для лазерной резки с целью вырезки стальной заготовки 1 c предварительным покрытием из стальной полосы 2 с предварительным покрытием, и, конкретно, перед последующими этапами обработки поверхности кромки 13 реза стальной заготовки 1 c предварительным покрытием, например, перед предполагаемым этапом окончательной обработки, такой как механическая обработка, фрезерование, пескоструйная обработка или скрабирование.
Согласно конкретному варианту осуществления изобретения, содержание алюминия на участке 14 подложки, расположенном на кромке 13 лазерного реза, меньше или равно 6,0 мас.%.
Предпочтительно, кромка 13 лазерного реза имеет длину, равную по меньшей мере 3 мм, а конкретнее по меньшей мере 10 мм.
Например, в примере, показанном на фиг. 2, в котором стальная заготовка 1 с предварительным покрытием имеет прямоугольный контур, кромка 13 лазерного реза продолжается по одной или нескольким сторонам прямоугольника.
Лазерную резку выполняют с использованием вспомогательного газа, в котором объемная доля кислорода составляет по меньшей мере 10%. Например, лазерную резку выполняют с использованием воздуха в качестве вспомогательного газа, который содержит от 19 мас.% до 21 мас.% кислорода, остальное в основном представляет собой азот. Например, лазерную резку выполняют с использованием чистого кислорода в качестве вспомогательного газа. Преимуществом использования кислородосодержащего вспомогательного газа является повышение производительности процесса лазерной резки по сравнению с процессом лазерной резки, в котором в качестве вспомогательного газа используют инертный газ, такой как чистый азот или аргон. Повышение производительности обусловлено экзотермической реакцией между кислородом и железом, а также, возможно, между кислородом и алюминием.
Следует отметить, что в контексте изобретения определение чистый кислород относится к газу с объемной долей кислорода выше 99%.
В процессе лазерной резки алюминий, содержащийся в предварительном покрытии 5 полосы 2, нагревается и расплавляется под действием тепла, выделяемого лазерным лучом. Расплавленный металлический алюминий имеет тенденцию стекать на кромку 13 лазерного реза, в результате чего, кромка 13 лазерного реза загрязняется алюминием, который может потенциально оказать негативное влияние на прочность сварного шва, если кромка 13 лазерного реза служит свариваемой кромкой при формировании сварного шва, как описывалось ранее.
Согласно одному из вариантов осуществления изобретения, как показано на фиг. 4, этап очистки щеткой выполняют после этапа лазерной резки по меньшей мере на участке кромки 13 лазерного реза для получения очищенной щеткой кромки 17 реза. Ниже приведены возможные параметры процесса очистки щеткой:
- скорость вращения щетки: 1180 об/мин;
- марка щетки: Novofil® NH-S 80.
Указанная очищенная щеткой кромка 17 реза содержит очищенный щеткой участок 18 подложки и по меньшей мере один очищенный щеткой участок 19 предварительного покрытия. Если стальная заготовка 1 с предварительным покрытием имеет прямоугольный контур, очищенная щеткой кромка 17 реза может продолжаться только по определенным сторонам прямоугольника и, например, только по одной стороне прямоугольника.
Согласно одному из вариантов осуществления изобретения, очищенная щеткой кромка 17 реза продолжается по всей длине кромки 13 лазерного реза и в этом случае длина очищенной щеткой кромки 17 реза равна длине кромки 13 лазерного реза.
Очистка щеткой выполняется с целью удаления загрязнений, отложившихся на кромке 13 лазерного реза непосредственно в процессе лазерной резки. Точнее говоря, целью очистки щеткой является удаление алюминиевых загрязнений, отложившихся на кромке 13 лазерного реза в процессе лазерной резки.
Согласно одному из вариантов осуществления изобретения, на очищенном щеткой участке 18 подложки содержание алюминия составляет менее 6,0 мас.%. Процесс очистки щеткой позволяет по меньшей мере частично удалить алюминиевые загрязнения, отложившиеся на кромках в процессе лазерной резки. К своему удивлению, авторы изобретения обнаружили, что в процессе резки с использованием вспомогательного газа, в котором объемная доля кислорода составляет по меньшей мере 10%, на кромке 13 лазерного реза осаждаются алюминиевые загрязнения, которые удаляются на этапе очистки щеткой легче, чем загрязнения, осаждаемые в процессе резки с использованием инертного вспомогательного газа.
Без привязки к какой-либо теории, можно предположить, что использование в процессе лазерной резки вспомогательного газа, содержащего большое количество кислорода, приводит к образованию и осаждению на кромке 13 лазерного реза оксидов алюминия, адгезия которых к кромке намного хуже, чем адгезия металлического алюминия, который расплавляется под действием тепла, выделяемого в процессе резки с использованием инертного вспомогательного газа, и оседает на кромке в неокисленном или слегка окисленном виде, Таким образом, эффективность очистки щеткой повышается, поскольку на кромке 13 лазерного реза стальной заготовки 1 c предварительным покрытием, полученной в процессе лазерной резки согласно настоящему изобретению, оседают оксиды алюминия, имеющие плохую адгезию к кромке.
Авторы изобретения также выявили, что в процессе лазерной резки согласно настоящему изобретению формируется кромка лазерного реза, отличающаяся по внешнему виду от кромки лазерного реза, получаемой в процессе лазерной резки с использованием инертного вспомогательного газа. В частности, кромка 13 лазерного реза имеет голубоватый или даже темный оттенок, придаваемый частицами окисленного металла, а именно, частицами окисленного алюминия, исходящего из предварительного покрытия 5 стальной полосы 2, а также оксидами металлов, исходящих из подложки 3 стальной полосы 2, таких как железо, марганец или другие металлы. Указанные характерные внешние отличия могут быть ошибочно восприняты как показатель низкого качества, что может служить причиной ограничения применения описанного способа изготовления высококачественных стальных заготовок 1 с предварительным покрытием. Однако следует отметить, что лазерная резка с использованием вспомогательного газа, в котором объемная доля кислорода составляет по меньшей мере 10%, позволяет сформировать кромку 13 лазерного реза, имеющую участок 14 подложки, содержащий по меньшей мере 15 мас.% кислорода, в результате чего, можно эффективно очистить щеткой кромку 13 лазерного реза и получить очищенную щеткой кромку 17 реза с низким содержанием алюминия.
К своему удивлению, авторы изобретения обнаружили, что кромка 13 лазерного реза, полученная в процесса лазерной резки согласно настоящему изобретению, по коррозионной стойкости превосходит кромку лазерного реза, полученную в процессе лазерной резки с использованием инертного вспомогательного газа. Стальные заготовки с предварительным покрытием, полученные согласно изобретению, помещали в катаплазму с 100%-ной влажностью и температурой 70°С. Стальные заготовки с предварительным покрытием, полученные лазерной резкой с использованием чистого азота в качестве вспомогательного газа, помещали в ту же катаплазму, что и контрольные стальные заготовки с предварительным покрытием. Первую партию стальных заготовок с предварительным покрытием извлекали из катаплазмы через 96 часов и анализировали внешний вид кромок лазерного реза. На кромке лазерного реза стальных заготовок c предварительным покрытием, полученных согласно изобретению, отсутствовала красная ржавчина, тогда как на кромке лазерного реза контрольных стальных заготовок с предварительным покрытием была обнаружена красная ржавчина. Вторую партию стальных заготовок с предварительным покрытием извлекали из катаплазмы через 1 неделю и анализировали внешний вид кромок лазерного реза. На кромке лазерного реза стальных заготовок c предварительным покрытием, изготовленных согласно изобретению, красная ржавчина отсутствовала, тогда как на кромке лазерного реза контрольных стальных заготовок с предварительным покрытием была обнаружена красная ржавчина.
Без привязки к какой-либо теории, можно предположить, что вышеописанные оксиды металлов, присутствующие на кромке 13 лазерного реза, обеспечивают защиту от атмосферной коррозии. Улучшенная коррозионная стойкость полученных заготовок является существенным преимуществом в промышленном производстве, поскольку не требуются затратные мероприятия для предотвращения образования ржавчины на кромках при длительном хранении стальных заготовок 1 с предварительным покрытием до проведения лазерной сварки для изготовления сварных заготовок.
Согласно одному из вариантов осуществления изобретения, содержание кислорода на очищенной щеткой кромке 17 реза составляет более 0,5 мас.%. Фактически, процесс очистки щеткой позволяет удалить с поверхности кромки 13 лазерного реза некоторую часть алюминиевых загрязнений, а также некоторую часть оксидов. Однако авторы изобретения обнаружили, что на очищенной щеткой кромке сохраняется большое количество кислорода, привнесенного в процессе лазерной резки согласно настоящему изобретению. Следует отметить, что измерение содержания кислорода на кромке выполняют, предпочтительно, сразу после этапа очистки щеткой, после чего стальные заготовки с предварительным покрытием направляют в хранилище. Фактически, в процессе хранения заготовок будет происходить окисление кромки под действием кислорода, присутствующего в воздухе, следовательно, содержание кислорода на кромке будет увеличиваться.
Авторы изобретения также обнаружили, что очистка щеткой, по меньшей мере некоторого участка кромки 13 лазерной резки обеспечивает дополнительное преимущество, поскольку, наряду с вышеописанным эффектом снижения загрязнения кромки алюминием, частично или полностью удаляются заусенцы, образовавшиеся в процессе лазерной резки. В отличие от процесса лазерной резки с использованием инертного вспомогательного газа, в процессе резки с использованием обогащенного кислородом вспомогательного газа заусенцы в основном образуются на нижней части кромки 13 лазерного реза. В таком случае указанные заусенцы являются легко отделяемыми от кромки 13 лазерного реза и обычно удаляются на этапе очистки щеткой.
Согласно одному из вариантов осуществления изобретения, при сварке двух стальных заготовок 1 с предварительным покрытием по меньшей мере одна из свариваемых кромок является кромкой 13 лазерного реза. В этом случае по меньшей мере часть кромки 13 лазерного реза участвует в формировании сварного шва. Согласно указанному варианту осуществления изобретения, кромка 13 лазерного реза, которая является свариваемой, не подвергается очистке щеткой перед сваркой.
Согласно одному из вариантов осуществления изобретения, при сварке двух стальных заготовок 1 с предварительным покрытием по меньшей мере одна из свариваемых кромок является очищенной щеткой кромкой 17 реза. В этом случае по меньшей мере, часть очищенной щеткой кромки 17 реза участвует в формировании сварного шва.
Согласно одному из вариантов осуществления изобретения, очищенной щеткой кромка 17 реза является только та кромка стальной заготовки 1 с предварительным покрытием, которая подлежит сварке с другой стальной заготовкой 1 с предварительным покрытием. Таким образом, имеется возможность оптимизировать производительность процесса изготовления стальной заготовки 1 с предварительным покрытием. Фактически, затраты на операцию очистки щеткой связаны с длиной кромки 13 лазерного реза заготовки, подлежащей сварке. Целесообразно сократить длину очищаемого участка кромки 13 лазерного реза заготовки, выполняя очистку щеткой от алюминиевых загрязнений лишь тех участков кромки, которые оказывают непосредственное влияние на качество кромки и, в конечном счете, на качество сварной заготовки.
Касательно параметров лазерной резки изобретатели установили, что за счет определенного сочетания величины линейной энергии и объемной доли кислорода во вспомогательном газе можно получить хорошее качество кромки. Линейная энергия лазерной резки представляет собой количество энергии, выделяемой лазерным лучом на единицу длины в процессе лазерной резки. Указанную энергию рассчитывают делением мощности лазерного луча на скорость резки. Изобретатели установили, что с помощью совокупного параметра величины линейной энергии и объемной доли кислорода во вспомогательном газе можно определить технологическое окно, позволяющее получить в результате лазерной резки кромку с приемлемым содержанием осевшего алюминия. Указанный параметр представляет собой произведение величины линейной энергии на объемную долю кислорода во вспомогательном газе. Поскольку кислород, присутствующий во вспомогательном газе, играет определенную роль в энергетическом балансе процесса резки, инициируя экзотермический процесс окисления железа и, вероятно, алюминия, напрашивается вывод, что произведение величины объемной доли кислорода, содержащегося во вспомогательном газе, на величину линейной энергии лазера, можно использовать как меру энергии резания и, разумеется, целесообразно использовать для определения технологического окна.
Для проведения лазерной резки, предпочтительно, подбирают такую величину линейной энергии и такой состав вспомогательного газа, чтобы произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, было больше или равно 0,09 кДж/см. Согласно представленным в таблице 1 и описываемым ниже примерам, указанное минимальное значение совокупного параметра лазерной резки позволяет стабильно формировать кромку 13 лазерного реза, имеющую участок 14 подложки с содержанием кислорода более или равным 15 мас.%, и с содержанием алюминия менее или равным 6,0 мас.%.
Для проведения лазерной резки, предпочтительно, подбирают такую величину линейной энергии и такой состав вспомогательного газа, чтобы произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, было больше или равно 0,03 кДж/см. Согласно представленным в таблице 1 и описываемым ниже примерам, указанное минимальное значение совокупного параметра лазерной резки позволяет стабильно формировать очищенную щеткой кромку 17 реза, имеющую участок подложки с содержанием кислорода более или равным 0,5 мас.%, и с содержанием алюминия менее или равным 6,0 мас.%.
Другими словами, если используется процесс очистки щеткой, можно снизить минимальное значение совокупного параметра с 0,09 кДж/см до 0,03 кДж/см при сохранении приемлемого уровня содержания алюминия на кромке (ниже 6,0 мас.%) и, таким образом, расширить технологическое окно процесса лазерной резки.
Согласно одному из вариантов осуществления изобретения, этап лазерной резки выполняют с использованием СО2-лазера. Указанный СО2-лазер, предпочтительно, является лазером непрерывного действия.
В качестве примере используется, CO2-лазер мощностью от 2 кВт до 10 кВт.
Согласно другому варианту осуществления изобретения, этап лазерной резки выполняют с использованием твердотельного лазера. Твердотельный лазер представляет собой, например, лазер Nd:YAG (лазер на алюмоиттриевом гранате, легированном неодимом), волоконный лазер, диодный лазер или дисковый лазер.
Твердотельный лазер, например, имеет мощность от 2 кВт до 20 кВт.
Изобретение также относится к стальной заготовке 1 с предварительным покрытием, которая может быть изготовлена описанным выше способом. Указанная стальная заготовка 1 с предварительным покрытием была описана выше со ссылкой на фиг. 2, 3 и 4.
В стальной заготовке 1 с предварительным покрытием на участке 14 подложки содержание кислорода превышает 15 мас.%.
Согласно конкретному варианту осуществления изобретения, в стальной заготовке 1 с предварительным покрытием на очищенном щеткой участке подложки содержание алюминия составляет менее 6,0 мас.%, а содержание кислорода больше 0,5 мас.%.
Кроме того, на поверхности кромки 13 реза стальной заготовки 1 с предварительным покрытием имеется зона термического влияния. В процессе лазерной резки указанная зона термического влияния образуется в результате нагрева поверхности кромки 13 реза. Указанную зону можно обнаружить, используя обычные методы выявления зон термического влияния, например, методы измерения микро- или нанотвердости или металлографические методы исследования после специального травления.
Изобретение также относится к способу изготовления сварной заготовки, включающему следующие этапы:
- изготовление описанным выше способом первой и второй стальных заготовок 1 с предварительным покрытием, по меньшей мере одной из первой и второй стальных заготовок 1 с предварительным покрытием и, предпочтительно, первой и второй стальных заготовок 1 с предварительным покрытием;
- стыковая сварка первой и второй стальных заготовок 1 с предварительным покрытием для создания сварного соединения между указанными стальными заготовками 1 и получения сварной заготовки.
Этап стыковой сварки включает этап позиционирования первой и второй стальных заготовок 1 с предварительным покрытием, выполняемый для того, чтобы кромка 13 лазерного реза по меньшей мере одной из стальных заготовок 1 с предварительным покрытием была обращена к кромке другой стальной заготовки 1 с предварительным покрытием.
В конкретном варианте осуществления изобретения этап стыковой сварки включает этап позиционирования первой и второй стальных заготовок 1 с предварительным покрытием, выполняемый для того, чтобы очищенная щеткой кромка 17 реза по меньшей мере одной из стальных заготовок 1 с предварительным покрытием была обращена к кромке другой стальной заготовки 1 с предварительным покрытием.
Для создания сварного шва между указанными первой и второй стальными заготовками 1 с предварительным покрытием сплавляют обращенные друг к другу кромки, по меньшей мере одна из которых является, в частности, кромкой 13 лазерного реза. Согласно конкретному варианту осуществления изобретения, для создания сварного шва по меньшей мере одна из свариваемых кромок заготовок 1 с предварительным покрытием является очищенной щеткой кромкой 17 реза.
Сварка, предпочтительно, представляет собой лазерную сварку.
Сварка может быть автогенной сваркой, то есть без использования присадочного материала, например, в виде проволоки или порошка.
Согласно альтернативному варианту осуществления изобретения, сварку выполняют с использованием подходящего присадочного материала, например, присадочной проволоки или порошка. Присадочная проволока или порошок могут, в частности, включать аустенитообразующие элементы, способные сбалансировать эффект образования феррита и/или интерметаллического соединения, обусловленный наличием на кромках загрязняющего алюминия, исходящего из предварительного покрытия.
Предпочтительно, как показано на фиг. 5, перед стыковой сваркой по меньшей мере с одной стороны 4’ стальной заготовки 1 с предварительным покрытием удаляют металлический слой 11’ из обрабатываемой зоны 25, примыкающей к кромке 13 лазерного реза указанной стальной заготовки 1 с предварительным покрытием, причем стыковую сварку стальных заготовок 1 с предварительным покрытием выполняют вдоль по меньшей мере, одной кромки, примыкающей к обрабатываемой зоне, из которой удаляют металлический слой 11’. Перед проведением этапа стыковой сварки удаляют металлический слой 11’, предпочтительно, с каждой из первой и второй стальных заготовок 1 с предварительным покрытием.
Для удаления металлического слоя 11’ целесообразно использовать лазерную абляцию, как описано в предшествующей заявке WO 2007/118939.
Ширина обрабатываемой зоны 25 каждой из стальных заготовок 1 составляет, например, от 0,2 до 2,2 мм.
Предпочтительно, этап удаления выполняют таким образом, чтобы удалить только металлический слой 11’, не затрагивая слой 9’ интерметаллического сплава, как показано на фиг. 5. Следовательно, в обрабатываемой зоне остается по меньшей мере часть слоя 9’ интерметаллического сплава. В этом случае остаточный слой интерметаллического сплава 9’ обеспечивает защиту участков сварной заготовки, непосредственно примыкающих к сварному шву, от окисления и обезуглероживания при последующих операциях горячей штамповки, а также от коррозии в процессе эксплуатации горячедеформированной стальной детали.
Способ изготовления сварной заготовки, если требуется, перед этапом сварки включает этап очистки щеткой кромки одной из свариваемых стальных заготовок 1 с предварительным покрытием по меньшей мере одной из первой и второй стальных заготовок 1 с предварительным покрытием, предпочтительно, обеих стальных заготовок 1 с предварительным покрытием, то есть как первой, так и второй стальных заготовок 1 с предварительным покрытием.
Если способ перед сваркой включает этап удаления металлического слоя 11’, этап очистки щеткой, предпочтительно, выполняют после указанного этапа удаления. В этом случае при помощи щетки можно очистить кромку заготовки 1, подлежащей сварке, от следов алюминия, который может разбрызгиваться в процессе удаления металлического слоя 11’. Указанное разбрызгивание алюминия может наблюдаться, в частности, на этапе удаления методом лазерной абляции. Поскольку алюминий в виде брызг имеет относительно невысокую адгезию к кромке, он достаточно легко удаляется при помощи щетки. Следовательно, очистка щеткой перед сваркой позволяет существенно снизить содержание алюминия в сварном шве.
Авторы изобретения установили, что способ согласно настоящему изобретению позволяет получить сварные заготовки из стальных заготовок 1 с предварительным покрытием методом лазерной сварки кромок 13 лазерного реза без очистки щеткой перед этапом сварки, при этом в сварном шве содержание алюминия составляет менее 0,3 мас.% и не менее 0,4% объема сварного шва занимают характерные скопления включений оксидов алюминия, частицы которых имеют диаметр менее 4 мкм.
В контексте настоящего изобретения диаметр частицы определяется как диаметр наименьшей возможной сферы, охватывающей указанную частицу.
Авторы изобретения установили, что способ согласно настоящему изобретению позволяет получить сварные заготовки из стальных заготовок 1 с предварительным покрытием методом лазерной сварки очищенных щеткой кромок 17 лазерного реза, при этом в сварном шве содержание алюминия составляет менее 0,3 мас.%, причем не менее 0,2% объема сварного шва занимают характерные скопления включений оксидов алюминия, частицы которых имеют диаметр менее 2 мкм.
К своему удивлению авторы изобретения установили, что полученный сварной шов имеет хорошую механическую прочность и ударную вязкость, несмотря на наличие в свариваемых кромках кислорода, привнесенного вспомогательным газом на этапе лазерной резки, и присутствие оксидов алюминия в сварном шве, как будет описываться далее. Из литературных источников известно, что наличие кислорода в сварном шве и, в частности, присутствие оксидов алюминия может оказать отрицательное влияние на пластичность и ударную вязкость сварного шва.
Изобретение также относится к способу изготовления упрочненной под прессом детали, включающему нижеперечисленные этапы:
- изготовление сварной заготовки описанным выше способом;
- нагрев для формирования по меньшей мере частично аустенитной структуры сварной заготовки, полученной из стальных заготовок 1;
- горячая штамповка сварной заготовки для изготовления штампованной стальной детали;
- охлаждение стальной детали в прессе для получения упрочненной под прессом стальной детали.
В частности, сварную заготовку нагревают до температуры, превышающей верхнюю температуру Ac3 аустенитного превращения в стальных заготовок 1.
На этапе охлаждения скорость охлаждения, предпочтительно, равна или превышает критическую скорость мартенситного или бейнитного охлаждения стальных заготовок.
Поскольку указанные выше оксиды алюминия, присутствующие в виде включений в сварном шве заготовки, полученной лазерной сваркой, стабильны при температуре нагрева заготовки перед горячей штамповкой, в полученной упрочненной под прессом стальной заготовке будут оставаться те же самые включения оксидов алюминия, расположенные в области, которую занимал сварной шов исходной сварной заготовки до проведения процесса горячего формования. В упрочненной под прессом стальной детали, полученной из сварной заготовки, сварной шов продолжается по меньшей мере между двумя кромками сваренных заготовок, причем в формировании сварного шва участвует по меньшей мере часть поверхности каждой стороны свариваемых заготовок.
В частности, упрочненная под прессом стальная деталь, изготовленная из сварной заготовки, полученной лазерной сваркой кромок 13 лазерного реза стальных заготовок 1 с предварительным покрытием, не подвергаемых очистке перед этапом сварки, будет содержать в области, которую занимал сварной шов исходной сварной заготовки, характерные скопления оксидов алюминия, частицы которых имеют диаметр менее 4 мкм и занимают по меньшей мере 0,4% объема.
Упрочненная под прессом стальная деталь, сформированной из сварной заготовки, полученной лазерной сваркой очищенных щеткой кромок 17 лазерного реза стальных заготовок 1 с предварительным покрытием, будет содержать в области, которую занимал сварной шов исходной сварной заготовки, характерные скопления оксидов алюминия, частицы которых имеют диаметр менее 4 мкм и занимают по меньшей мере 0,2% объема.
Авторы настоящего изобретения провели ряд экспериментов, которые будут описываться ниже. Первая серия экспериментов была направлена на анализ кромки 13 лазерного реза и анализ очищенной щеткой кромки 17 реза стальной заготовки с предварительным покрытием согласно изобретению. Вторая серия экспериментов была направлена на анализ упрочненной под прессом стальной детали согласно изобретению.
Для проведения первой серии экспериментов стальные заготовки 1 с предварительным покрытием вырезали из стальных полос 2 с предварительным покрытием посредством лазерной резки с использованием CO2-лазера и в качестве вспомогательного газа чистого кислорода и воздуха, причем лазерную резку проводили при разных скоростях и разной энергии лазера. Стальным заготовкам 1 с предварительным покрытием придавали прямоугольную форму. Стальные заготовки вырезали из стальных полос 2 разной толщины. Исследовали внешний вид одной партии вырезанных стальных заготовок 1 с предварительным покрытием, кромки 13 лазерного реза которых не были обработаны щеткой. Другую партию вырезанных стальных заготовок 1 с предварительным покрытием перед осмотром очищали щеткой для получения очищенных щеткой кромок 17 реза. Также исследовали внешний вид другой партии вырезанных стальных заготовок 1 с предварительным покрытием, которые имели очищенные щеткой кромки 17 реза, полученные в результате очистки щеткой.
Выше описывался состав стальных полос 2 с предварительным покрытием.
Более конкретно, сталь полосы 2, содержит в мас.%:
С: 0,22%
Mn: 1,16%
Al: 0,03%
Si: 0,26%
Cr: 0,17%
B: 0,003%
Ti: 0,035%
Si: 0,001%
N: 0,005%
остальное - железо и возможные примеси, образующиеся в процессе обработки.
Указанная сталь известна под торговой маркой Usibor® 1500.
Предварительное покрытие 5 наносили методом погружения стальной полосы 2 в ванну с расплавленным металлом.
Металлический слой предварительного покрытия 5 содержит в мас.%:
Si: 9%
Fe: 3%,
остальное - алюминий и возможные примеси, образующиеся в процессе обработки.
Средняя общая толщина металлического слоя составляет 20 мкм.
Слой интерметаллического сплава содержит интерметаллические соединения типа Fex-Aly и в основном Fe2Al3, Fe2Al5 и FexAlySiz. Слой имеет среднюю толщину 5 мкм.
В каждой вырезанной стальной заготовке 1 с предварительным покрытием авторы изобретения измеряли массовое содержание алюминия и кислорода на необработанном щеткой участке 14 подложки, расположенном на кромке 13 лазерного реза, и массовое содержание алюминия и кислорода на очищенном щеткой участке 19 подложки.
Измерения проводились на микрофотографиях исследуемой поверхности кромки, полученных с помощью сканирующего электронного микроскопа, при следующих параметрах:
- увеличение: х60,
- анализируемая длина: 3 мм;
- энергия электронного луча: от 15 до 25 кэВ.
Эксперименты проводили с использованием СО2-лазера с номинальной мощностью 4 кВт, причем при проведении экспериментов использовали разные уровни мощности от 1,9 кВт до 3,8 кВт. Давление вспомогательного газа составляло от 3 до 15 бар. Скорость резки составляла от 3 до 20 м/мин. Чистый кислород в качестве вспомогательного газа подавали через сопло диаметром 0,8 мм, а воздух подавали через сопло диаметром 1,4 мм. Заданное расстояние от сопла до точки падения лазерного луча составляло 0,7 мм. Толщина исходной стальной полосы 2 составляла от 0,8 мм до 1,6 мм.
Процесс очистки щеткой выполняли с использованием 7 щеток, перемещающихся со скоростью 10 м/мин и вращающихся со скоростью 1180 об/мин, которые приводились в действие двигателями с крутящим моментом 0,3 Нм. Применяли щетки коммерческой марки Novofil® NH-S 80.
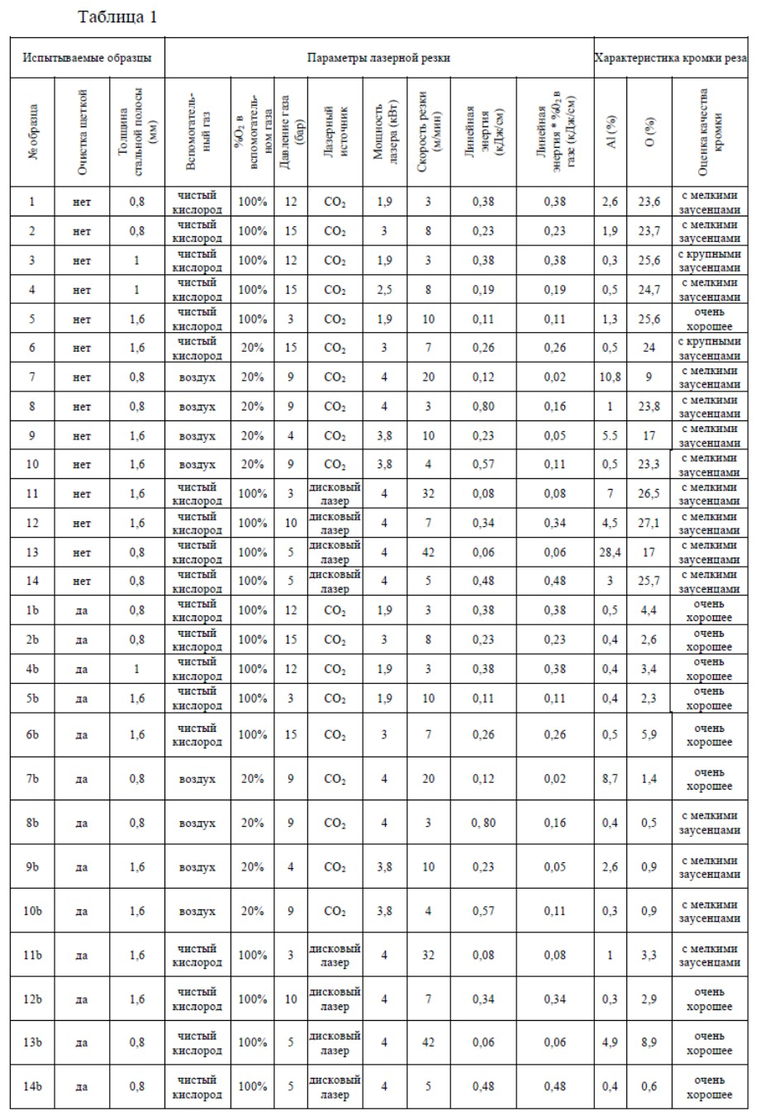
Результаты представлены в таблице 1. Представленные результаты выражают массовое содержание кислорода и алюминия на участке 14 подложки, расположенном на кромке 13 лазерного реза, или на участке 19 подложки, расположенном на очищенной щеткой кромке реза, и характеризуют качество кромки. На основании результатов измерений, представленных в таблице 1, на фиг. 11 показано изменение % Al на участке 14 подложки, расположенном на кромке 13 лазерного реза, в зависимости от произведения величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, причем на фиг. 12 показано изменение %Al па очищенном щеткой участке 19 подложки, расположенном на очищенной щеткой кромке 18 реза, в зависимости от произведения линейной энергии на объемную долю кислорода во вспомогательном газе.
Следует отметить, что в контексте настоящего изобретения качество кромки оценивали по трем категориям: кромка очень хорошего качества, кромка с мелкими заусенцами, кромка с крупными заусенцами. Под категорию кромка очень хорошего качества подпадает кромка 13 лазерного реза или очищенная щеткой кромка 17 реза, которые не имеют заусенцев в нижней части. Под категорию кромка с мелкими заусенцами подпадает кромка, содержащая заусенцы, высота которых строго меньше 0,1 мм. Под категорию кромка с крупными заусенцами подпадает кромка, содержащая заусенцы, высота которых составляет 0,1 мм или более. Наличие заусенцев на свариваемой кромке стальной заготовки с предварительным покрытием может привести к дефектам сварного шва, снижающим его механическую прочность.
Представленные в таблице образцы 1 - 14 не подвергали очистке щеткой, а образцы 1b - 14b подвергались очистке щеткой.
На основании таблицы 1 и фиг. 11 можно сделать вывод, если произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше или равно 0,09 кДж/см, содержание алюминия на участке 14 подложки составляет менее 6,0%.
На основании таблицы 1 и фиг. 12, можно сделать вывод, если произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше или равно 0,03 кДж/см, содержание алюминия на очищенном щеткой участке 19 подложки составляет менее 6,0 мас.%.
Согласно таблице 1, содержание кислорода на участке 14 подложки, расположенном на кромке, измеренное непосредственно после проведения процесса лазерной резки образцов, превышает 15%, за исключением образца 7, на кромке которого содержание кислорода составляет 9%. Отличие образца 7 состояло в том, что в процессе лазерной резки произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, составляло 0,02 кДж/см, то есть было небольшим.
Как видно из таблицы 1, при использовании чистого кислорода в качестве вспомогательного газа содержание кислорода на участке 14 подложки, расположенном на кромке 13 лазерного реза, всегда превышает 15 мас.%.
В таблице 1 также отражено качество кромки 13 лазерного реза и качество очищенной щеткой кромки 17 реза. Из таблицы следует, что образцы отличались друг от друга по качеству кромки 13 лазерного реза, которая характеризовалась как кромка очень хорошего качества, кромка с мелкими заусенцами и кромка с крупными заусенцами. Кромка 13 лазерного реза, выполненного согласно настоящему изобретению, хорошо поддается очистке щеткой, что позволяет улучшить качество кромки. Фактически, все заготовки после очистки щеткой имели кромку очень хорошего качества, как следует из таблицы 1.
На фиг. 6А и 6В показаны микрофотографии шлифов кромки 13 лазерного реза представленного в таблице 1 образца 1 стальной заготовки с предварительным покрытием, имеющей толщину 0,8 мм, причем для лазерной резки использовали лазер мощностью 1,9 кВт, скорость резки составляла 3 м/мин, а в качестве вспомогательного газа использовали чистый кислород под давлением 18 бар. На фиг. 6А показано распределение алюминия по кромке 13 лазерного реза, при этом белые пиксели на сером фоне соответствуют алюминию. На фиг. 6В показано распределение кислорода по кромке 13 лазерного реза, причем серые пиксели, образующие серый фон, соответствуют кислороду, а черные пиксели не относятся к кислороду. На фиг. 6А и 6В в нижней части микрофотографий шлифов видны заусенцы 20, образовавшиеся в процессе лазерной резки.
На фиг. 7А и 7В показаны микрофотографии шлифов очищенной щеткой кромки 17 реза представленного в таблице 1 образца 1b стальной заготовки с предварительным покрытием. Образец 1b был изготовлен при тех же параметрах лазерной резки, как и описанный выше образец 1, отличие образца 1b состояло в том, что кромка 13 лазерного реза была очищена щеткой при описанных выше параметрах процесса очистки щеткой, в результате чего, образец 1b имел очищенную щеткой кромку 17 реза. На фиг. 7А показано распределение алюминия по очищенной щеткой кромке 17 реза, при этом белые пиксели на сером фоне соответствуют алюминию. На фиг. 7В показано распределение кислорода по очищенной щеткой кромке 17 реза, при этом серые пиксели на темном фоне соответствует кислороду. Следует отметить, что заусенцы 20, наблюдаемые на фиг. 6А и 6В, отсутствуют на фиг. 7А и 7В, таким образом, можно сделать вывод, что очистка щеткой стальной заготовки с предварительным покрытием согласно изобретению позволяет удалить заусенцы, образующиеся непосредственно в процессе резки.
Вторую серию экспериментов проводили для анализа упрочненных под прессом стальных деталей, изготовленных согласно настоящему изобретению. Первую серию экспериментов проводили для анализа стальных заготовок 1 с предварительным покрытием, изготовленных согласно изобретению.
Стальные заготовки 1 с предварительным покрытием вырезали из стальных полос с предварительным покрытием, имеющих толщину 0,8 мм и 1,6 мм и такой же химический состав, как стальные полосы, из которых вырезали описанные выше заготовки для первой серии экспериментов. Стальные заготовки с предварительным покрытием, не подвергаемые очистке щеткой, получали лазерной резкой, при осуществлении которой произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше 0,09 кДж/см, а стальные заготовки с предварительным покрытием, подвергаемые очистке щеткой, получали лазерной резкой, при осуществлении которой произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше 0,03 кДж/см.
Затем на стальных заготовках 1 с предварительным покрытием выполняли этап удаления металлического слоя из обрабатываемой зоны, примыкающей к свариваемым кромкам, с обеих сторон 4’ стальных заготовок 1 с предварительным покрытием, причем удаление металлического слоя выполняли с помощью импульсного лазера при следующих параметрах:
- Размер пятна: 0,5*2 мм,
- Скорость прохода: 2,5 м/мин,
- Частота: 6 кГц,
- Мощность: 450 Вт,
- Лазерный источник: RofinDQx 45s.
Часть стальных заготовок 1 с предварительным покрытием подвергали очистке щеткой. Этап очистки щеткой проводили следующим образом: использовали 7 щеток, перемещающихся со скоростью 10 м/мин и вращающихся со скоростью 1180 об/мин, которые приводились в действие двигателями с крутящим моментом 0,3 Нм, причем использовали щетки коммерческой марки Novofil® NH-S 80.
Обработанные таким образом стальные заготовки 1 с предварительным покрытием затем сваривали лазером, причем первую и вторую стальные заготовки 1 с предварительным покрытием позиционировали таким образом, чтобы кромка 13 лазерного реза или очищенная щеткой кромка 17 реза являлась свариваемой кромкой. Лазерную сварку проводили с использованием присадочной проволоки. Лазерную сварку всех образцов проводили при следующих параметрах:
-Диаметр присадочной проволоки: 1 мм,
-Коллимация/Фокусировка: 200/200,
-Диаметр волокна: 600 мкм,
-Защитный газ: гелий (расход 15 л/мин).
Ниже приводится состав используемой присадочной проволоки (в мас.%):
0,65 % ≤ С ≤ 0,75 %
1,95% ≤ Mn ≤ 2,05%
0,35% ≤ Si ≤ 0,45%
0,95% ≤ Cr ≤ 1,05%
0,15 % Ti ≤ 0,25 %
остальное железо и неизбежные примеси, возникающие при обработке.
Полученные таким образом сварные заготовки затем обрабатывали для формирования упрочненных под прессом стальных деталей путем нагрева указанных сварных заготовок выше температуры аустенизации с последующей закалкой в оснастке со скоростью охлаждения, превышающей критическую скорость охлаждения, вызывающей мартенситное превращение в стальных заготовках 1 с предварительным покрытием, составляющих сварную заготовку.
Параметры лазерной сварки для каждого образца, а также результаты второй серии экспериментов приведены в таблице 2.
Первая серия результатов, относится к сравнительным измерениям твердости в зоне металла сварного шва и на участке упрочненной под прессом стальной детали, соответствующем подложке стальных заготовок с предварительным покрытием, составляющих указанную стальную деталь. Как следует из таблицы 2, на всех образцах в зоне металла шва не наблюдалось снижение твердости, независимо от того, проводилась очистка щеткой или нет. Отсюда следует вывод, что зона металла сварного шва упрочненной под прессом стальной детали имеет хорошие механические свойства, то есть не является ослабленной зоной, которая может привести к преждевременному разрушению детали.
Твердость определяли методом измерения твердости по Виккерсу в соответствии со стандартом NF EN ISO 6507-1. Измерения проводились в поперечном направлении сварного шва, причем давление при измерении составляло 0,5 кгс (HV0,5).
На фиг. 8 показаны результаты измерения твердости, которые были выполнены на образце 15b, полученном сваркой двух стальных заготовок с предварительным покрытием, имеющих толщину 1,6 мм, причем параметры сварки приведены в таблице 1 и подробно описаны выше. В верхней области фиг. 8 показана микрофотография шлифа сварного образца, при этом в центре буквой W обозначен сварной шов, а две стальные заготовки 1 с предварительным покрытием с обеих сторон сварного шва обозначены буквой Р. На микрофотографии отчетливо видны три горизонтально направленные черные пунктирные линии, образованные черными точками, которые являются отпечатками индентора, используемого для измерения микротвердости. Линии, обозначенные буквами T, M и B, относятся, соответственно, к верхней, средней и нижней зонам измерения микротвердости. В нижней области фиг. 8 представлены результаты измерения микротвердости по линиям Т, М и В. Как видно на графике, микротвердость в зоне сварного шва сварной заготовки не ниже микротвердости подложки стальных заготовок 1 с предварительным покрытием, составляющих сварную заготовку.
Вторая серия результатов относится к содержанию растворенного алюминия в зоне металла сварного шва, определенному с помощью детектора энергодисперсионной спектроскопии, встроенного в сканирующий электронный микроскоп.
Как видно из таблицы 2, содержание растворенного алюминия в зоне сварного шва стабильно ниже 0,3 мас.%. В связи с низким содержанием алюминия в сварном шве могут происходить структурные превращения, следствием которых является образование полностью мартенситной микроструктуры, при этом сварной шов имеет твердость не ниже твердости подложки заготовок, составляющих сварную заготовку, что подтверждают результаты измерений, приведенные выше.
Третья серия результатов относится к распределению включений в зоне металла сварного шва образцов 15 и 15b и, в частности, к исследование мелких частиц оксида алюминия в зоне металла сварного шва. На фиг. 9 и 10 показаны микрофотографии шлифов зоны металла шва, соответственно, образцов 15 и 15b. Микрофотографии были выполнены с использованием сканирующего электронного микроскопа при увеличении в 10000 раз и с использованием зонда для энергодисперсионного рентгеновского анализа, установленного для обнаружения алюминия и кислорода. Как видно на фиг. 9 и 10, обнаруженные частицы оксида алюминия имеют в основном сферическую форму и диаметр, не превышающий 2 мкм. Объемная плотность указанных частиц оксида алюминия представлена в таблице 2. Измерения показали, что в образце 15 объемная плотность частиц оксида алюминия составила в среднем 0,6%, а в образце 15b объемная плотность частиц оксида алюминия составила 0,3%. Меньшая плотность частиц оксида алюминия в образце 15 по сравнению с образцом 15b объясняется тем, что некоторое количество алюминия удаляется с кромок на этапе очистки щеткой, в результате чего, сварной шов содержит меньше растворенного алюминия. Следует отметить, что указанные мелкие частицы оксида алюминия не наблюдаются в сварных швах, выполненных на стальных заготовках с предварительным покрытием, резку которых выполняли механическим способом, либо лазером с использованием инертного вспомогательного газа.
Без привязки к какой-либо теории, авторы изобретения высказали ряд предположений, объясняющих отсутствие отрицательного влияния частиц оксида алюминия, обнаруженных в зоне металла сварного шва, на общую механическую прочность металла сварного шва. Прежде всего, алюминий, входящий в состав указанных оксидов, не способен растворяться в металле сварного шва и, следовательно, не влияет на металлургические процессы горячей штамповки. В частности, указанные частицы оксида алюминия не оказывают влияния на температуру аустенизации и закаливаемость металла сварного шва. Кроме того, частицы оксида алюминия имеют достаточно малый размер, чтобы оказывать существенное влияние на механическую прочность металла сварного шва. В связи с малым размером указанные частицы не способны создать области значительной концентрации напряжений, следовательно, не могут служить причиной зарождения микротрещин, приводящих к разрушению сварного шва.

Группа изобретений включает способ изготовления стальной заготовки (1) с предварительным покрытием, способ изготовления сварной заготовки, способ изготовления упрочненной под прессом стальной детали, стальную заготовку с предварительным покрытием (варианты), сварную заготовку и упрочненную под прессом деталь. При изготовлении стальной заготовки с предварительным покрытием осуществляют подачу стальной полосы (2) с предварительным покрытием, имеющей стальную подложку (3) с предварительным покрытием (5), нанесенным по меньшей мере с одной стороны. Указанное предварительное покрытие (5) содержит слой (9) интерметаллического сплава и металлический слой (11), продолжающийся поверх указанного слоя (9) интерметаллического сплава, при этом металлический слой (11) представляет собой слой алюминия, слой алюминиевого сплава либо слой сплава на основе алюминия. Выполняют лазерную резку указанной стальной полосы (2) с предварительным покрытием для получения по меньшей мере одной стальной заготовки (1) с предварительным покрытием. Стальная заготовка (1) с предварительным покрытием имеет кромку (13) лазерного реза, которая содержит участок (14) подложки и участок (15) предварительного покрытия. Лазерную резку выполняют таким образом, чтобы на участке (14) подложки, расположенном на сформированной кромке (13) лазерного реза, содержание кислорода было больше или равно 15 мас.%. Способ позволяет выполнять лазерную резку стальных заготовок с предварительным покрытием таким образом, чтобы с кромки лазерного реза легко удалялись алюминиевые загрязнения при последующей очистке щеткой, позволяет проводить лазерную сварку указанных стальных заготовок с предварительным покрытием без проведения очистки кромки лазерного реза перед сваркой, при этом полученный сварной шов имеет хорошую механическую прочность и ударную вязкость. 7 н. и 19 з.п. ф-лы, 12 ил., 2 табл. 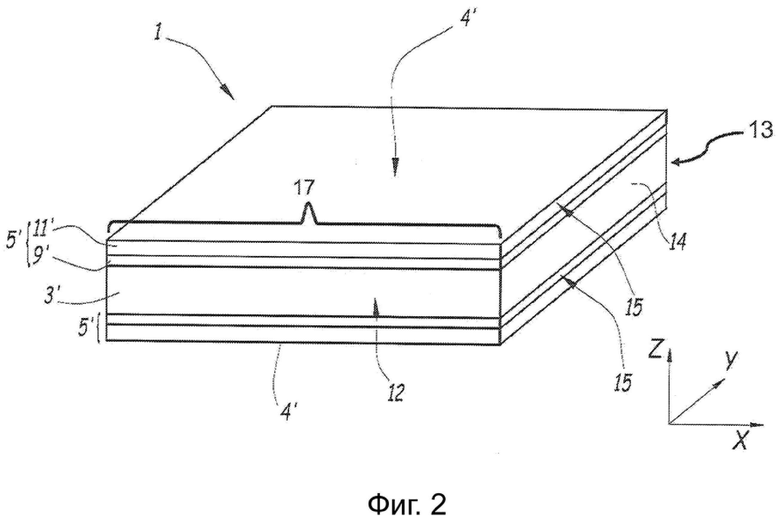
1. Способ изготовления стальной заготовки (1) с предварительным покрытием, включающий следующие этапы:
обеспечение стальной полосы (2) с предварительным покрытием, имеющей стальную подложку (3) с предварительным покрытием (5), нанесенным по меньшей мере с одной стороны, причем указанное предварительное покрытие (5) содержит слой (9) интерметаллического сплава и металлический слой (11), простирающийся поверх указанного слоя (9) интерметаллического сплава, при этом металлический слой (11) представляет собой слой алюминия, или слой алюминиевого сплава, или слой сплава на основе алюминия;
лазерная резка указанной стальной полосы (2) с предварительным покрытием для получения по меньшей мере одной стальной заготовки (1) с предварительным покрытием, причем стальная заготовка (1) с предварительным покрытием имеет кромку (13) лазерного реза, сформированную в процессе лазерной резки, при этом указанная кромка (13) лазерного реза содержит участок (14) подложки и участок (15) предварительного покрытия;
при этом лазерную резку выполняют таким образом, чтобы участок (14) подложки кромки (13) лазерного реза, непосредственно полученный в результате операции лазерной резки, имеет содержание кислорода, превышающее или равное 15 мас.%.
2. Способ по п. 1, в котором лазерную резку выполняют с использованием вспомогательного газа, содержащего по меньшей мере 10 мас.% кислорода и, предпочтительно, по меньшей мере 18 мас.% кислорода.
3. Способ по п. 2, в котором лазерную резку выполняют с использованием чистого кислорода в качестве вспомогательного газа.
4. Способ по любому из пп. 1 – 3, в котором произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше или равно 0,09 кДж/см.
5. Способ по любому из пп. 1 – 4, в котором после этапа лазерной резки выполняют этап очистки щеткой по меньшей мере части кромки (13) лазерного реза для получения очищенной щеткой кромки (17) реза, при этом указанная очищенная щеткой кромка (17) реза содержит очищенный щеткой участок (18) подложки и по меньшей мере один очищенный щеткой участок (19) предварительного покрытия.
6. Способ по п. 5, в котором содержание алюминия на очищенном щеткой участке (18) подложки составляет менее 6,0 мас.%.
7. Способ по п. 5, в котором очищенная щеткой кромка (17) реза занимает всю кромку (13) лазерного реза.
8. Способ по п. 5, в котором очищенная щеткой кромка (17) реза занимает часть кромки (13) лазерного реза.
9. Способ по любому из пп. 1 – 3, в котором после этапа лазерной резки выполняют этап очистки щеткой по меньшей мере части кромки (13) лазерного реза для получения очищенной щеткой кромки (17) реза, при этом указанная очищенная щеткой кромка (17) реза содержит очищенный щеткой участок (18) подложки и по меньшей мере один очищенный щеткой участок (19) предварительного покрытия, причем произведение величины линейной энергии лазера, используемого для лазерной резки, на объемную долю кислорода, присутствующего во вспомогательном газе, больше или равно 0,03 кДж/см.
10. Способ по п. 9, в котором содержание алюминия на очищенном щеткой участке (18) подложки составляет менее 6,0 мас.%.
11. Способ по п. 9, в котором очищенная щеткой кромка (17) реза занимает всю кромку (13) лазерного реза.
12. Способ по п. 9, в котором очищенная щеткой кромка (17) реза занимает часть кромки (13) лазерного реза.
13. Способ изготовления сварной заготовки, включающий следующие этапы:
изготовление первой и второй стальных заготовок (1) с предварительным покрытием, при этом по меньшей мере одну из первой и второй стальных заготовок (1) с предварительным покрытием изготавливают способом по любому из пп. 1 – 12, который позволяет по меньшей мере на одной из стальных заготовок (1) с предварительным покрытием сформировать кромку (13) лазерного реза или очищенную щеткой кромку (17) реза;
стыковая сварка свариваемых кромок первой стальной заготовки (1) с предварительным покрытием и второй стальной заготовки (1) с предварительным покрытием для создания сварного соединения между указанными стальными заготовками с предварительным покрытием и, соответственно, получения сварной заготовки, при этом этап стыковой сварки включает этап позиционирования первой и второй стальных заготовок с предварительным покрытием таким образом, что кромка (13) лазерного реза или очищенная щеткой кромка (17) реза по меньшей мере одной из стальных заготовок (1) с предварительным покрытием является свариваемой кромкой.
14. Способ по п. 13, в котором процесс сварки представляет собой процесс лазерной сварки.
15. Способ по п. 13 или 14, дополнительно включающий перед этапом стыковой сварки этап удаления с по меньшей мере одной из первой и второй стальных заготовок (1) с предварительным покрытием металлического слоя (11’) в обрабатываемой зоне (25), примыкающей к кромке сварного шва указанной стальной заготовки (1) с предварительным покрытием.
16. Способ по п. 15, в котором для удаления металлического слоя (11’) используют лазерный луч.
17. Способ по п. 16, в котором на этапе удаления металлического слоя в обрабатываемой зоне (25) остается по меньшей мере часть слоя (9’) интерметаллического сплава.
18. Способ по любому из пп. 14 – 17, в котором лазерную сварку выполняют с использованием присадочной проволоки или порошковой добавки.
19. Способ по п. 18, в котором присадочная проволока или порошковая добавка содержит аустенитообразующие легирующие элементы.
20. Способ изготовления упрочненной под прессом стальной детали, включающий следующие этапы:
получение сварной заготовки способом по любому из пп. 13 – 19;
нагрев указанной сварной заготовки для образования в указанной сварной заготовке по меньшей мере частично аустенитной структуры;
горячая штамповка в прессе сварной заготовки для получения штампованной стальной детали; и
охлаждение стальной детали в прессе для получения упрочненной под прессом стальной детали.
21. Способ по п. 20, в котором охлаждение стальной детали осуществляют со скоростью охлаждения, равной или превышающей критическую скорость охлаждения, при которой в стальных заготовках происходит мартенситное или бейнитное превращение.
22. Стальная заготовка с предварительным покрытием (1), содержащая:
участок (3’) стальной подложки, имеющий участок (5’) предварительного покрытия по меньшей мере с одной стороны, причем участок (5’) предварительного покрытия содержит участок (9’) слоя интерметаллического сплава и участок (11’) металлического слоя, простирающийся поверх участка (9’) слоя интерметаллического сплава, причем участок (11’) металлического слоя представляет собой слой алюминия, или слой алюминиевого сплава, или слой сплава на основе алюминия, при этом толщина стальной заготовки с предварительным покрытием (1) составляет от 0,5 мм до 5 мм; и
по меньшей мере одну кромку (13) лазерного реза, простирающуюся между сторонами стальной заготовки (1) с предварительным покрытием и содержащую участок (14) подложки и по меньшей мере один участок (15) предварительного покрытия,
при этом участок (14) подложки кромки лазерного реза имеет содержание кислорода, превышающее или равное 15 мас.%, а содержание алюминия составляет 6,0 мас.% или менее.
23. Стальная заготовка с предварительным покрытием, содержащая:
участок (3’) стальной подложки, имеющий участок (5’) предварительного покрытия с по меньшей мере одной стороны, причем участок (5’) предварительного покрытия содержит участок (9’) слоя интерметаллического сплава и участок (11’) металлического слоя, простирающийся поверх участка (9’) слоя интерметаллического сплава, причем участок (11’) металлического слоя представляет собой слой алюминия, или слой алюминиевого сплава, или слой сплава на основе алюминия, при этом толщина стальной заготовки (1) с предварительным покрытием составляет от 0,5 мм до 5 мм; и
по меньшей мере одну очищенную щеткой кромку (17) реза, простирающуюся между сторонами стальной заготовки (1) с предварительным покрытием и содержащую очищенный щеткой участок (18) подложки и по меньшей мере один очищенный щеткой участок (19) предварительного покрытия;
при этом содержание кислорода в очищенном щеткой участке (18) подложки больше или равно 0,5 мас.%, а содержание алюминия в очищенном щеткой участке (18) подложки меньше 6,0 мас.%.
24. Сварная заготовка, содержащая по меньшей мере:
первую и вторую стальную заготовку (1) с предварительным покрытием, причем каждая стальная заготовка с предварительным покрытием содержит участок (3’) стальной подложки, имеющий участок (5’) предварительного покрытия c по меньшей мере одной стороны, причем участок (5’) предварительного покрытия содержит участок (9’) слоя интерметаллического сплава и участок (11’) металлического слоя, простирающийся поверх участка (9’) слоя интерметаллического сплава, причем участок (11’) металлического слоя представляет собой слой алюминия, или слой алюминиевого сплава, или слой сплава на основе алюминия, при этом толщина стальных заготовок с предварительным покрытием составляет от 0,5 мм до 5 мм;
зону сварного соединения первой и второй стальных заготовок с защитным покрытием;
при этом в зоне сварного соединения содержание алюминия составляет 0,3 мас.% или менее, а объемная доля частиц оксида алюминия диаметром 2 мкм или менее составляет по меньшей мере 0,2 об.%.
25. Сварная заготовка по п. 24, в которой зона сварного соединения содержит по меньшей мере 0,4 об.% частиц оксида алюминия диаметром 2 мкм или менее.
26. Упрочненная под прессом деталь, полученная в результате закалки в прессе сварной заготовки по п. 24 или 25.
| WO 2019077560 A1, 25.04.2019 | |||
| JP 64002793 A, 06.01.1989 | |||
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ ТИТАНА И ЕГО СПЛАВОВ | 2005 |
|
RU2307726C2 |
| Способ формирования упрочненного поверхностного слоя в зоне лазерной резки деталей из легированных конструкционных сталей | 2019 |
|
RU2707374C1 |
| RU 2004126897 A, 20.02.2006 | |||
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ ЗАКАЛИВАЕМОЙ СТАЛИ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ ИЛИ АЛЮМИНИЯ-КРЕМНИЯ | 2016 |
|
RU2680485C1 |
