Изобретение относится к производству строительных материалов, а точнее к изготовлению сотовых конструкций из пластических ленточных элементов.
Известен способ изготовления сотовых конструкций из пластических материалов, включающий параллельную подачу ряда лент, изгиб их по форме ячеек сот в процессе продольного перемещения, последующее прижатие по площадкам этих ячеек и соединение.
Известна также установка для изготовления сотовых конструкций из пластических материалов, включающая корпус, приводной механизм, кинематически связанный с узлами изгиба лент, подающее и соединительное приспособления, имеющие средства сварки лент.
Для повышения производительности в способе изготовления сотовых конструкций из пластических материалов, включающем параллельную подачу ряда лент, изгиб их по форме ячеек сот в процессе продольного перемещения, последующее прижатие по площадкам этих ячеек и соединение, согласно изобретению изгиб лент осуществляют путем колебательного движения перпендикулярно направлению их подачи.
А в установке для изготовления сотовых конструкций из пластических материалов, включающей корпус, приводной механизм, кинематически связанный с узлами изгиба лент, подающее и соединительное приспособления, имеющие средства сварки лент, согласно изобретению узлы изгиба лент выполнены в виде ряда пар валков, смонтированных на качающейся перпендикулярно направлению подачи лент платформе, а соединительное приспособление выполнено в виде ряда пар вращающихся профильных кулачков, установленных параллельно валкам механизма изгиба лент с возможностью перемещения поперек направления подачи ленты. Кроме того, валки подающего ленты приспособления выполнены с упругими ободами.
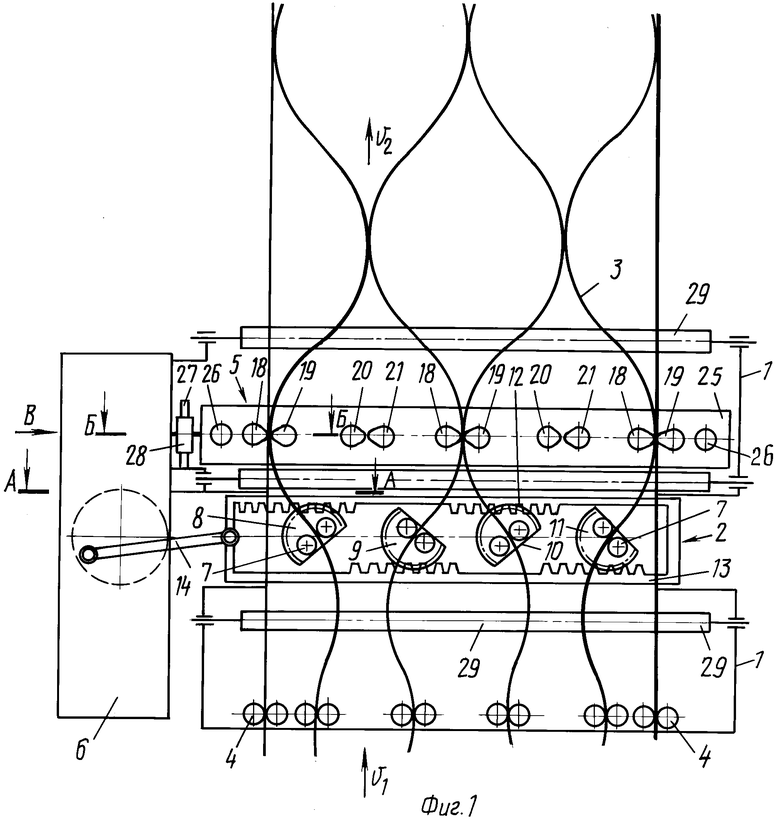
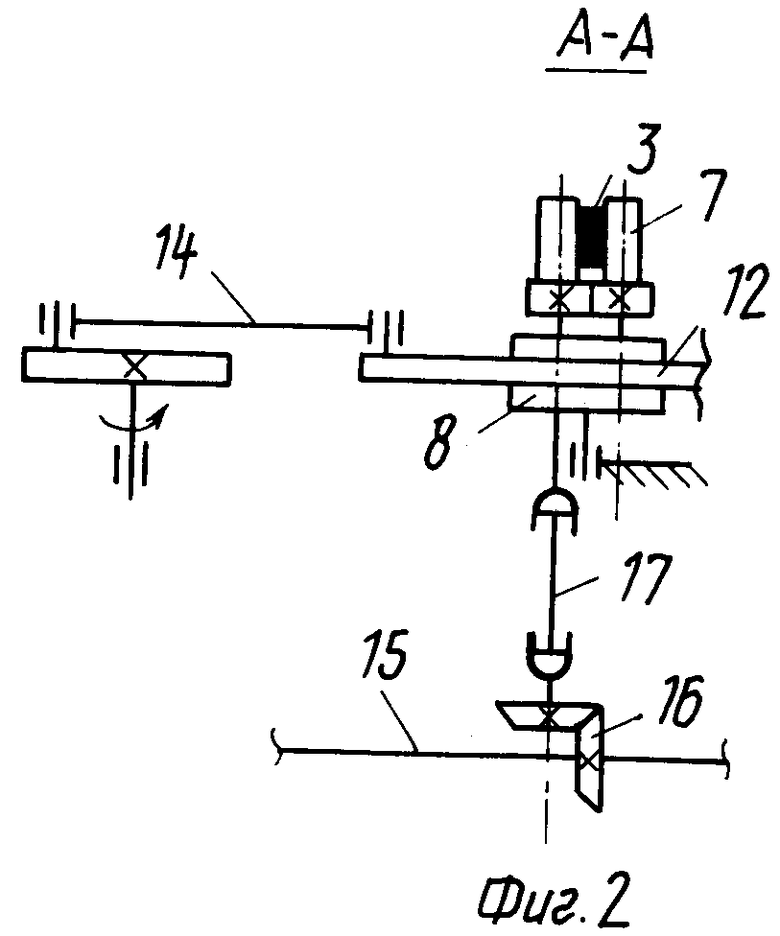
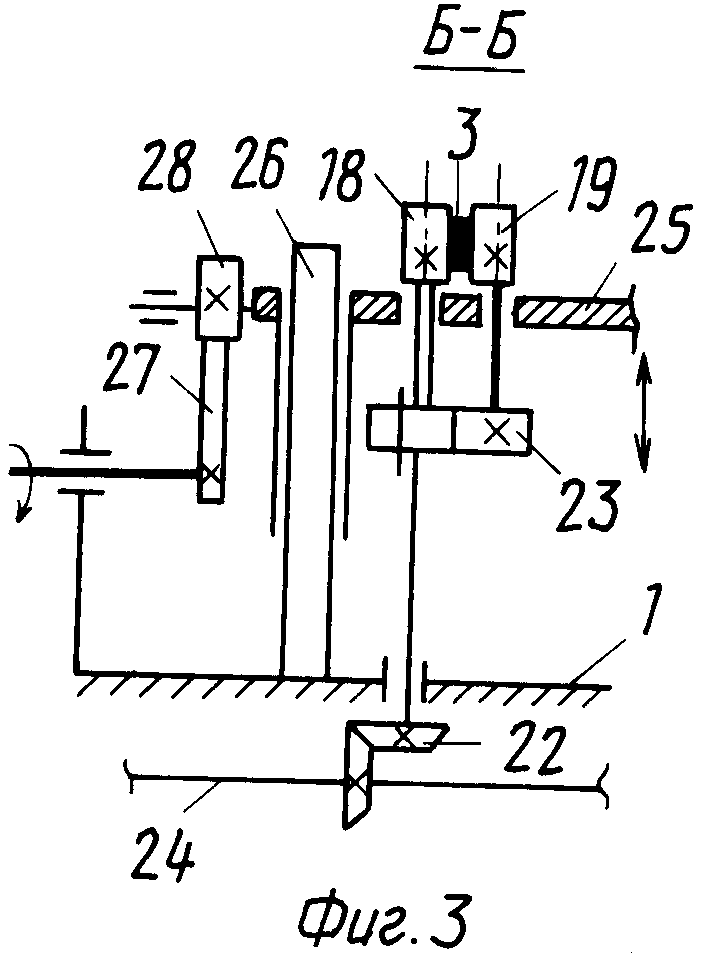
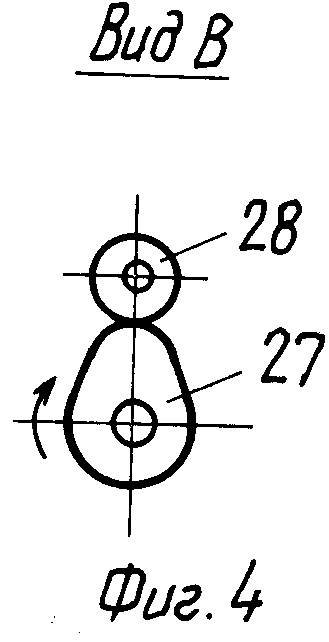
На фиг.1 показана кинематическая схема установки для изготовления сотовых конструкций, вид сверху; на фиг.2 схема привода узлов изгибания (сечение А-А); на фиг.3 схема привода соединительного приспособления (сечение Б-Б); на фиг.4 вид В на фиг.1.
Установка содержит корпус 1, узлы изгибания 2 лент 3, подающее 4 и соединительное 5 приспособления, последнее имеет средства для сваривания лент. Узлы изгибания, подающее и соединительное приспособления кинематически связаны с приводным механизмом, условно показанным блоком 6.
Узлы изгибания 3 выполнены в виде протягивающих устройств, например нескольких пар приводных валков 7 с упругими ободами, которые в каждой паре прижимаются друг к другу, а за счет этого осуществляется наилучшее сцепление валков с подаваемой лентой несмотря на возможные отклонения ее толщины. Указанные пары валков 7 смонтированы на приводных качающихся опорах 8, 9, 10, 11 с зубчатыми венцами, находящимися в зацеплении с зубчатыми рейками 12 и 13, т.е. опоры 8 и 10 взаимодействуют с рейкой 12, а опоры 9 и 11 с рейкой 13. Эти зубчатые рейки установлены с возможностью возвратно-поступательного перемещения с помощью кривошипно-шатунного механизма 14, а сами валки 7 приводятся от раздаточного вала 15 приводного механизма через конические пары 16 и карданные валы 17. Для изделий на основе пластических и керамических масс протягивающие устройства выполняются в виде качающихся фильер, через которые продавливаются эти материалы.
Соединительное приспособление 5 представляет собой пары кулачков 18, 19, 20, 21, которые имеют возможность принудительного вращения (встречного) через конические пары 22 и цилиндрические пары 23 со скользящими шлицами от раздаточного вала 24 приводного механизма 6. Оси кулачков 18-21 параллельны осям опор 8-11. Эти кулачки установлены с возможностью перемещения вдоль своих осей, для чего суппорт 25, на котором и смонтировано соединительное приспособление 5, снабжен направляющими 26 и приводом подъема опускания посредством приводного кулачка 27, взаимодействующего с установленным на суппорте 25 роликом 28. Зазор между вершинами кулачков 18-21 выбирается меньше толщины двух скрепляемых лент. Средства сваривания лент, т.е. вершин гофр, размещаются на вершинах кулачков 18-21 и могут представлять собой инструменты точечной сварки, подсоединенные к соответствующему сварочному оборудованию (не показано).
Подающее приспособление 4 это пары валков, прижимающиеся по направлению друг к другу за счет упругости их ободьев; привод валков 4 аналогичен приводу вращения валков 7, но без карданного вала. Валки 29 являются поддерживающими.
Работа предлагаемой установки заключается в следующем. Пластический материал в виде множества лент 3 после подающих валков 4 поступает в узлы изгибания 2 и протягивающими валками 7 подается далее к соединительным приспособлениям 5. Так как соседние качающиеся опоры 8-11 сцеплены с разными (противоположными) рейками 12 и 13, то эти опоры будут всегда качаться в противофазе. Тем самым изгибающиеся ленты 3 протягивающими валками 7 направляются поочередно то к одной группе пар кулачков 18-19, то к другой группе 20-21. Изменение направления качания всех опор осуществляется за счет возвратно-поступательного движения реек 12 и 14. Таким образом, пластический материал (ленты) протягивается сквозь зазор между валками 7 и одновременно изгибается по требуемому закону.
В тот момент, когда вершины гофр соседних лент оказываются над кулачками соединительного приспособления 5, например как показано на фиг.1, в зоне зазоров группы кулачков 18, 19, которые находятся вначале в разведенном положении, а суппорт 25 при этом опущен и кулачки находятся ниже лент 3, соединительное приспособление, точнее его суппорт 25 со всеми кулачками начинает быстро подниматься от приводного кулачка 27. При этом кулачки 18, 19 поворачиваются навстречу друг другу и своими вершинами сжимают вершины гофр, а за счет подаваемого в этот момент импульса тока производится сварка лент. При дальнейшем вращении кулачки 18, 19 разводятся, кулачок 27, поворачиваясь, опускает суппорт 25 так что все кулачки 18, 19, 20 и 21 оказываются ниже лент. В этот же момент опоры 8-11, меняют направление качания на противоположное, и, следовательно, ленты будут изгибаться в другую сторону и направляться к другой группе кулачков 20 и 21. Описанный цикл повторится. Крайние прямолинейные ленты попадают из подающих валков 4 в соединительное приспособление 5, минуя узлы изгибания 2, тем самым определяя границы сотовой конструкции.
Вполне очевидно, что для работы устройства требуется строгая синхронизация вращательных и поступательных перемещений всех звеньев, что обеспечивается известными средствами, например с помощью зубчатых передач, кулачковых пар и кривошипно-шатунного механизма. Так кулачок 27, служащий для подъема и опускания суппорта 25, вращается в два раза быстрее, чем кривошипно-шатунный механизм 14.
С помощью подбора передаточных отношений приводных механизмов, а также изменением скорости вращения общего привода можно получать различные варианты формируемых профильных сотовых конструкций.
Существует еще одна особенность, оказывающая влияние на надежную работу и осуществимость способа. Величина скорости подачи ленты в установку (кроме крайних, не подлежащих изгибанию), т.е. окружная скорость V1 вращения подающих валков 4 и протягивающих валков 7 должна быть больше, чем скорость V2 движения сваренных в сотовую конструкцию лент на выходе из установки, причем последняя равна окружной скорости вершин кулачков 18-21 соединительного приспособления, а именно V2 V1 ˙l/S, где l длина основания гофра ленты (или расстояние между ближайшими скрепленными вершинами гофр соседних лент); S длина дуги изогнутой ленты между этими вершинами. Указанное обстоятельство следует учитывать при подборе (расчете) передаточных отношений приводных механизмов. Коэффициент l/S можно вычислить заранее для различных размеров и форм гофр и составить соответствующие технологические карты.
Данный способ и установка позволяют увеличить производительность процесса изготовления сотовых конструкций из пластических материалов за счет одновременного формирования множества профильных элементов и соединения их в единый блок, а также повысить качество самих конструкций благодаря более надежному соединению профильных элементов между собой вследствие совмещения процесса сварки с прижатием соединяемых элементов. В качестве пластического материала при изготовлении сотовых конструкций можно использовать металлы с соединением их сваркой, пластические и керамические массы с применением как сварки, так и других способов соединения и последующим обжигом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измельчения материалов | 1989 |
|
SU1644713A3 |
| ДВИГАТЕЛЬ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ | 1990 |
|
RU2013628C1 |
| Агрегат для непрерывного изготовления из термопластов многослойного полотна | 1974 |
|
SU503729A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| ШАХТНАЯ ПЕЧЬ Н.К.КАЧКО | 1991 |
|
RU2008593C1 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| ЦИЛИНДРОВЫЙ МЕХАНИЗМ ЗАМКА | 1991 |
|
RU2061823C1 |
| ВОРС ДЛЯ МЕТЛЫ, ЛИНИЯ ПО ЕГО ПРОИЗВОДСТВУ И УЗЕЛ ВТОРОЙ ПРОТЯЖКИ НИТИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ ВОРСА ДЛЯ МЕТЛЫ | 2009 |
|
RU2411891C1 |
Изобретение относится к производству сотовых конструкций из пластических ленточных элементов. Существо изобретения: способ включает формирование профильных элементов с поперечными гофрами одновременно на множестве параллельно перемещающихся через узлы изгибания лент из пластического материала путем придания изгибания колебательного движения и соединение профильных элементов между собой в процессе образования гофров, их прижатия друг к другу вершинами и сварки. Устройство содержит узлы изгибания лент, подающее приспособление, соединительное приспособление со средствами сварки, имеющие приводные механизмы. Узлы изгибания выполнены в виде упругих протягивающих узлов, в частности валков, смонтированных на качающихся опорах парами, причем эти опоры качаются в противофазе, изменяя направление. Соединительное приспособление - это несколько пар кулачков, установленных с возможностью принудительного перемещения вдоль и вокруг своих осей. Средства сваривания лент размещены на вершинах кулачков. 2 с. и 1 з. п. ф-лы, 4 ил.
| Способ изготовления многослойных конструкций с сотовым заполнителем | 1989 |
|
SU1675112A1 |
| Солесос | 1922 |
|
SU29A1 |
