I
Изобретение относится к устройствам для переработки термопластических мате- .риалов в изделия, в частности, к устройствам для непрерывного изготовления многослойных полотен с гофрированным средним слоем.
Известны агрегаты для непрерывного изготовления из термопластов многослойного полотна, в частности трехслойного с гофрированным средним слоем, содержащий взаимодействующие профильные )алки для гофрирования среднего слоя, прижимной гладкий валок для соединения вершин гофр с гладким полотном, парные сдавливающие валки для соединения вершин двухслойного полотна с другим гладким полотном, транспортеры для прижима, направления и перемещения полотен , нагреватели для полотен и приводы для вращения валков и протяжки полотна Cll.
Однако известные агрегаты не обеспечивают качественное изготовление изделий так как нагрев всей поверхности Гладкого полотна осуществляют открытым пламенем газовой горелки, что не обеспечивает качественного нагрева, затрудняет регулирование температуры сварки, ухудшает поверхность полотна и существует опасность при работе с открытым пламенем.
Предлагаемое устройство отличается от известных тем, что нагреватели снаб™ жены индивидуальными приводами их перемещения, нагреватель перед прижимным
валком выполнен дугообразной формы з отдельных секций, закрепленных на гибком листе, одним концом шарнирно укреплен на неподвижной оси и снабжен регулируемым прижимом, нагреватель перед сдавливающими валками выполнен из двухшарнирно-соединенных плит, снабженных регулятором их взаимного расположения и нагреватели снабжены антиадгезионными пленками, жестко закрепленными одним
концом на нагревателе и соединенными другим концом с подпружиненными зажимами.
Такое выполнение агрегата улучшает качество нагрева, повышая качество изделия.
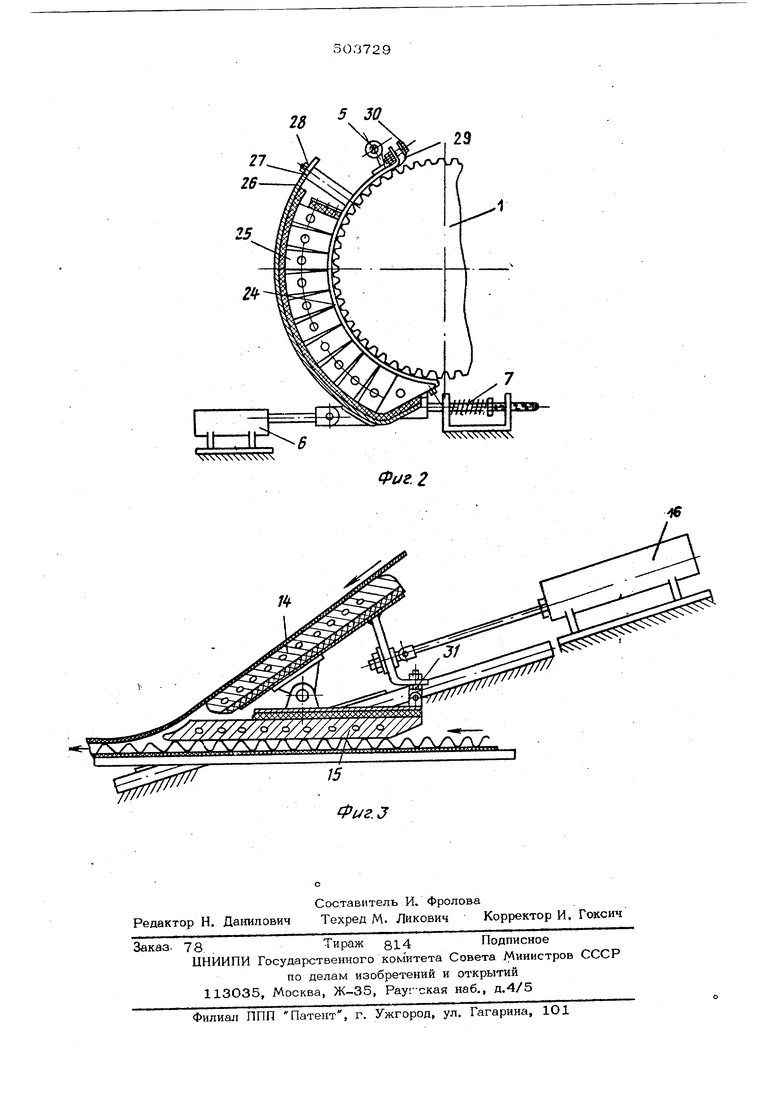
На фиг, 1 показан предлагаемый агре гат, обинй вид; на фиг. 2 - нагреватель дугообразной формы, вид сбоку; на фиг. 3 - на1-рвватель, установленный леред сдавливающими валками, вид сбоку.
Агрегат для непрерывного изготовления иэ термоплас ов многослойного полотна содержит взаимодействующие профильные валки 1 и 2 для гофрирования среднего полотна, нагревательную камеру 3 для
нагрева среднего гладкого полотна перед заходом его между профильными валкамк, установленный перед нижним профильным валком 2 нагреватель 4 дугообразной формы для шгрева вершин гофр гофрированного среднего полотна, нагреватель с одного конца снабжен осью 5 для обеспечения его поворота с помощью привода 6, установленного на другом его конце и регулируемым прижимным устройством 7, , агрегат содержит также .примыкающий к нижнему профильному -валку 2 гладкий прижимной валок 8 для соединения сдавливанием вершин гофр среднего паютна с гладким полотнам, поступающим в зазор между валками 2 и 8 и подогреваемым с одной стороны плоским нагревателем 9.
Для прижима к нагревателю 9 полотна установлен приводной подпружиненный прижим 10 с захватами для отвода полотна от нагревателя во время остановки агрегата.
Для охлаждения двухслойного полотна под давлением, чтобы предотвратить сильное коробление, за прижимным валком 8 установлен охлаждаемый водой полый стол 11, снабженный ленточным транспортером 12 с мягкой упругой наружной лентой, присоединенной к внутренней нерастягиваюшейся ленте.
Для соединения двухслойного полотна с другим; гладким полотном агрегат снабжен парными сдавливающими валками 13, перед которыми установлен нагреватель, выполненный из двух щарнирно соединенны плит 14 и 15, снабженный приводом 16 для отвода плит от нагреваемых полотен во время останова агрегата. Для охлаждения трехслойного полотна под давлением за сдавливающими установлены по- пвя. плита, i7., охлаждаемая водой, и ленточный транспортер 1(8.
Для, перемещения и резки трехслойного пол.отна установлены тянущие валки 19 и ножницы 20.
Агрегат снабжен рулоноразмоточными устоойствами 21,22и23.
Нагреватель 4 (см. фиг. 2) выполнен из закрепленных на гибком листе 24 отдельных секций 25 с отверстиями для размещения электронагревателей. Секции теплоизолированы и закрыты кожухом 26 с прорезями 27 на конце и втитами 28 для перемещения его при изгибании нагревателя.
Для предотвращения прилипа1гая верщии гофр к нагревателю он снабжен антиадге- ЗИО1ШОЙ пленкой 29, например, из фторопласта или тефлона. Один конец этой пленки закреплен жестко, а второй присоедине к подвижной подпружиненной пленке 30, которая обеспечивает пленке 29 постоянное натяжение.
Нагреватель, установленный перед сдавливающими валками, выполненный из двух шарнирно-соединенных плит 14 и 15, (см. фиг. .3), снабжен регулировочным устройством 31 для изменения угла между плитами 14 и 15. Каждая плита 14 и 15 обогревается независимо одна от другой для обеспечения заданной температуры их поверхности, что обеспечивает сварку разнородных термопластичных .материалов,,
Агрегат работает следующим образом.
На рулоноразмоточные устройства 21, 22 и 23 устанавливают рулоны полотен, включают нагревательную камеру 3, нагреватели 4, 9, 14 и 15, затем после достижения необходимой температуры включаются приводы нагревателей и нагреватели отводятся в сторону.
Между профильными валками заправляется конец полотна, подаваемого с ру- лоноразмоточного устройства 21. Включается привод агрегата и осуществляется гофрирование, одновременно с гофрированным полотном под прижимной валок 8 подается полотно с рулоноразмоточного устройства 23. Верщина гофрированного полотна и гладкое полотно нагреваются и при сдавливании валками 2 и 8 соЗдиняются, образуя двухслойное полотно,которое охлаждается под давлением между столом 11 и транспортером 12. Далее двухслойное полотно подается в сдавливающие валки 13 одновременно с гладким полотном с рулоноразмоточного устройства. Проходя через сдавливающие валки 13, полотна предварительно нагретые плитами 14 и 15 соединяются, образуя трехслойное полотно, которое охлаждается под давлением между плитой 17 и транспортером 18. Далее трехслойное полотно разрезается ножницами 20 па
ЛИСГЫ,
Формула изобретения
1.Агрегат для непрерывного изготовления из термопластов многослойного полотна, в частности трехслойного с гофрированным средним слоем, содержащий вэаимодейстБуюшие профильные валки для гофрирования среднего слоя, прижимной гладкий валок для соединения вершин гофр с гладким полотном, парные сдавливающие валки для соединения вери-лн двухслойного полотна с другим гладким полотном, транспортеры для прижима, направления и перемещения полотен, нагреватели для полотен и приводы для вращения валков и протяжки полотна, отличающийся тем, что, с целью повышения качества изделия, нагреватели снабжены индивидуальными приводами их перемещения.
2.Агрегат по п. 1,отличаюш и и с я тем, что нагреватель перед прижимным валком выполнен дугообразной фи)- мы из отдельных секций, закрепленных на гибком листе, одним концом шариирно укреплен на неподвижной оси и снабжен ре5 гулируемым прижимом.
; 3. Агрегат по пп. 1 и 2, о т л и ч е -. ю щ и и с я тем, что нагреватель перед сдавливающими валками выполнен из двух .щарнирно-соедине1гаых плит, снабженных регулятором их взаимного расположения.
4. Агрегат по п,п. 1, 2и 3, отличающийся тем, что нагреватели снабжены антиадгезионными пленками,жестко закрепленными одним концом на нагре5вателе и соединенными другим концом с подпружиненными зажимами.
Источники информации,
используемые при экспертизе изобретения 01. Патент Франции № 2037405
VM. Кл. В 31Х 1/00, 1970 г.
,
5 30
23
Ф1/г. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Устройство для упаковки штучных предметов | 1974 |
|
SU512956A1 |
| Способ продольного гофрирования бумажного полотна | 1985 |
|
SU1260250A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| Способ продольного гофрирования бумажного полотна | 1980 |
|
SU941208A1 |
| Способ изготовления полотен гофрокартона и устройство для его осуществления | 1990 |
|
SU1757906A1 |
| Агрегат для производства многослойных труб из полимерных материалов с промежуточным гофрированным слоем | 1972 |
|
SU472013A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2237577C2 |