Изобретение относится к области техники, касающейся термообработки изделий, преимущественно керамических, в шахтных вертикальных печах.
Известна вертикальная шахтная печь для термообработки керамических изделий, установленных на поддонах, содержащая переднюю, заднюю и боковые стенки, механизм опускания поддонов, расположенных в шахте печи друг над другом, в направлении от верхнего входного окна к нижнему выпускному окну и источник тепла [1] .
Недостатки известной печи связаны со сложностью механизма перемещения (опускания) поддонов с изделиями в шахте печи, который представляет собой вертикальный конвейер. При этом его рабочие ветви находятся внутри печи, а холостые снаружи, что не только усложняет конструкцию и снижает долговечность печи и ее элементов, но и вследствие необходимости обеспечения прохода цепей конвейера через стенки печи приводит к увеличению расхода тепла. Наличие незакрываемого входного окна также служит источником потерь тепла. Кроме того, имеются определенные трудности при установке и снятии поддонов с конвейера, что приводит к увеличению трудоемкости всего процесса термообработки керамических изделий.
Наиболее близкой по технической сущности и достигаемому результату к данному изобретению является шахтная печь для термообработки керамических изделий, установленных на поддонах, содержащая переднюю, заднюю и боковые стенки, механизм опускания поддонов, расположенных в шахте друг над другом в направлении от верхнего входного окна к нижнему выходному окну, источник тепла и вертикальные направляющие [2] .
Недостатками известной печи являются сложность конструкции, потери тепла.
Целью изобретения является упрощение конструкции, увеличение срока ее службы, экономия тепла и снижение трудоемкости процесса термообработки изделий.
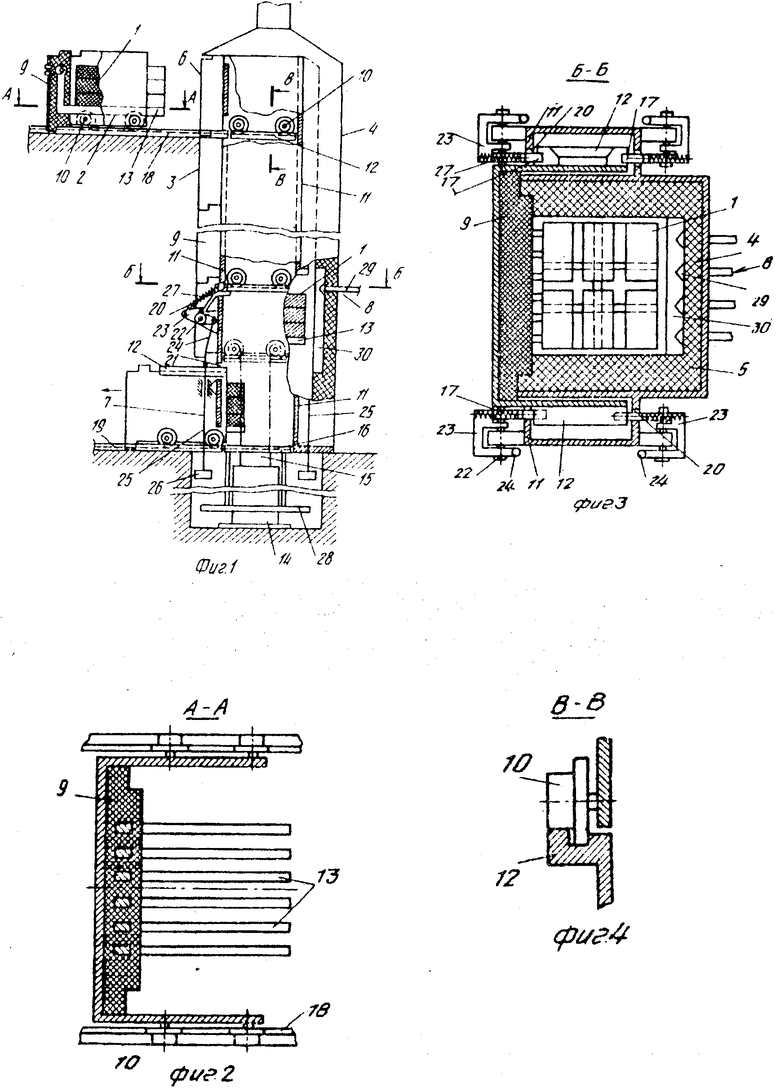
На фиг. 1 представлена шахтная печь, вид сбоку с сечениями, выполненными по вертикальной плоскости симметрии и по плоскости, в которой расположены катки секций-вагонеток, а также с подъездными и отводными путями; на фиг. 2 - сечение А-А на фиг. 1 (вид в плане на секцию-вагонетку); на фиг. 3 -сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Шахтная печь для термообработки керамических изделий 1, установленных с интервалами на поддонах 2, содержит переднюю 3, заднюю 4 и боковые 5 стенки, механизм опускания поддонов, расположенных в шахте печи друг над другом, в направлении от верхнего входного окна 6 к нижнему выходному окну 7, а также источник 8 тепла.
Передняя стенка 3 выполнена из стыкующихся между собой и с боковыми стенками 5 секций 9, каждая из которых жестко соединена по крайней мере с одним поддоном 2 и установлена с установленными в ее нижней части катками 10 с возможностью взаимодействия с вертикальными направляющими 11, которые закреплены снаружи боковых стенок 5. Каждая секция 9 в своей верхней части выполнена с рельсами 12 для катков вышерасположенной секции 9. Эти секции представляют собой вагонетки, располагаемые в шахте печи штабелем.
Поддоны 2 выполнены решетчатыми, и как вариант, могут представлять собой заделанные в секцию 9 передней стенки стержни 13.
Механизм перемещения (опускания) поддонов 2 с изделиями 1 внутри печи представляет собой смонтированный под ней гидроцилиндр 14, шток 15 которого несет рельсы 16 для катков 10 нижней секции-вагонетки 9 и имеет ход, превышающий ее высоту. На вертикальных направляющих 11 установлены откидные держатели 17 второй снизу секции-вагонетки 9, причем с возможностью привода их от штока гидроцилиндра. Вертикальные направляющие 11 закреплены снаружи на боковых стенках 5.
На уровнях входного 6 и выходного 7 окон печи смонтированы соответственно подъездные 18 и отводные 19 пути для секций-вагонеток 9. Подъездные пути стыкуются с рельсами 12 второй сверху секции 9, а отводные пути - с рельсами 16 штока 15, когда он находится в крайнем нижнем положении. В вертикальных направляющих 11 выполнены проходы 20 и 21 соответственно для держателей 17 и рельсов секций-вагонеток 9 , а также для катков 10. Аналогичные проходы для рельсов 12 и катков 10 имеются и в верхней части направляющих 11.
Управление откидными держателями 17 выполняется следующим образом.
На оси 22, закрепленной на направляющих 11 (таких осей четыре), установлены держатель 17 и его фиксатор 23 в виде двуплечего рычага. Один конец этого рычага шарнирно через промежуточное звено 24 связан со штангой 25, снабженной грузом 26, а второй конец служит запором для держателя 17. Последний со своим фиксатором 23 соединен пружиной 27, работающей на растяжение.
К рельсам 16 штока 15 прикреплены опущенные крюки 28, которые взаимодействуют с грузами 26 в конце хода штока вверх.
В качестве источника 8 тепла могут быть использованы горелки 29, расположенные ниже уровня поддона третьей снизу секции-вагонетки 9. Горелки установлены по крайней мере в один ряд на задней стенке 4 (также их можно разместить и на боковых стенках 5). Для размещения горелок и поступления к ним нагретого от уже обожженных изделий 1 воздуха в задней стенке выполняется ниша 30, простирающаяся до нижней секции-вагонетки 9.
Шахтная печь работает следующим образом.
Находящиеся в печи керамические изделия, например кирпичи, установленные на поддонах 2 секций-вагонеток 9, подвергаются термообработке горячими газами, полученными от сгорания топлива, подаваемого в горелки 29, и нагретого от тепла остывающих на нижнем уровне изделий воздуха, который к горелкам поступает снизу через решетчатый поддон нижней секции 9 и канал, образованный нишей 30.
Рабочий цикл печи есть время, прошедшее с момента загрузки в печь одной вагонетки (очередной вагонетки) с партией изделий 1 по подъездным путям 18 на верхний уровень печи до момента выгрузки, т. е. выкатывания этой вагонетки внизу по отводным путям 19. Предположим, что число уровней, которые занимают секции-вагонетки 9 в шахте печи, равно шести. Поэтому рабочий цикл в данном случае состоит из шести тактов, причем на каждом из них производится загрузка в печь очередной партии изделий на вагонетке и выгрузка подобной партии, прошедшей весь цикл термообработки, т. е. выкатывание через нижнее выходное окно нижней секции-вагонетки 9. Следовательно, достаточно рассмотреть только один такт рабочего цикла печи, включающий опускание секций-вагонеток на один уровень, выдерживание изделий на нем в течение требуемого по технологии термообработки времени и загрузку и выгрузку (закатывание и выкатывание) секций-вагонеток.
За начало такта принимается состояние, когда шток 15 гидроцилиндра занимает положение, соответствующее пристыкованному положению нижней секции-вагонетки 9 к второй снизу такой же секции. Все эти секции стоят штабелем и опираются на держатели 17, которые заведены под рельсы 12 второй снизу секции и только нижняя секция-вагонетка своими катками опирается на рельсы штока 15.
Такт рабочего цикла начинается с того, что шток 15 опускается в самое нижнее положение и нижняя секция-вагонетка с уже обожженными и остывшими изделиями выкатывается и отправляется на разгрузку. Затем шток 15 выдвигается и при его подъеме в конце хода крюки 28 вступают во взаимодействие с грузами 26, последние поднимаются настолько, чтобы через штанги 25 и звенья 24 произошел поворот рычагов-фиксаторов 23, а значит и растянулись пружины 27, которые подобраны так, что их усилия натяжения недостаточно для откидывания держателей 17 при опирании на них вышестоящих секций-вагонеток 9. Однако движение штока 15 вверх еще продолжается (приблизительно 20-90 мм), рельсы 16 входят в контакт с катками 10 второй снизу секции-вагонетки 9 и приподнимают весь штабель секций 9 настолько, чтобы освободились держатели 17, только теперь растянутые пружины 27 будут в состоянии откинуть держатели в стороны.
Итак, держатели 17 откинуты за направляющие 11, весь штабель секций-вагонеток удерживается штоком 15 гидроцилиндра 14. Затем шток 15 начинает опускаться, опускаются и все секции-вагонетки. При этом взаимодействие катков 10, а также торцов рельсов 12 с направляющими 11 обеспечивает надежное без заклинивания движение секций-вагонеток 9 вниз. Кроме того, для предупреждения заклинивания предусматривается выполнение проходов 20 под держатели 17 в направляющих 11 меньше размеров катка 10.
При движении штока 15 вниз взаимодействие крюков 28 с грузами 26 прекращается только тогда, когда катки 10 минуют держатели 17 и проходы 20. Дальнейшее опускание штока с секциями-вагонетками приводит к тому, что освобожденные грузы 26 через штанги 25 и звенья 24 повертывают рычаги-фиксаторы 23, а они в свою очередь повертывают держатели 17, которые займут свое рабочее положение (фиг. 1). Затем рельсы 12 очередной второй снизу вагонетки 9 "сядут" на держатели 17 и движение штабеля вагонеток с изделиями прекратится. Прекратится и движение штока 15.
Затем на освободившееся место наверху шахты печи на рельсы второй сверху вагонетки, которые оказываются состыкованными с рельсами подъездных путей 18, вкатывают очередную верхнюю секцию-вагонетку 9 с новой партией керамических изделий 1. При этом образовавшееся только на период опускания штабеля секций-вагонеток 9 входное окно 6 закрывается секцией-вагонеткой передней стенки печи, принадлежащей очередной верхней вагонетке. После этого при полностью закрытом входном окне в течение определенного технологией термообработки времени производятся операции сушки и предварительного нагрева изделий, находящихся на верхних вагонетках; изделия, находящиеся непосредственно над горелками, подвергаются обжигу, а ниже их - остыванию вследствие поступления снизу атмосферного воздуха, который, подогреваясь, используется для более полного сжигания топлива в горелках. Тепло остывающих ниже горелок изделий не пропадает, а используется при нагреве, сушке и обжиге изделий, находящихся выше горелок, что в конечном итоге приводит к экономии топлива. Благодаря решетчатым поддонам и интервалам между изделиями газы равномерно обтекают их, тем самым обеспечиваются лучшие условия для протекания процесса термообработки. Еще более лучшие условия создаются, если керамические изделия имеют сквозные отверстия.
Описанный выше такт цикла работы печи повторяется, а их продолжительность и число определяются временем цикла термообработки и количеством вагонеток, умещающихся в печи.
Подачу разгруженных от изделий нижних вагонеток с отводных путей 19 наверх на подъездные пути 18 можно организовать любым из известных способов: с помощью лифта, авто(электро)погрузчика, по рельсам с подъемом, а также применить аналогичный механизм (см. поз. 14,15,17,23,24,25,26,28) только с обратной последовательностью работы этих элементов. (56) 1. Патент Великобритании N 606450, кл. 5IJG, 1945.
2. Авторское свидетельство СССР N 1130718, кл. F 27 B 1/00, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная печь для обжига керамических изделий | 1990 |
|
SU1765652A1 |
| СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ СТЕНОВЫХ ИЗДЕЛИЙ В ВЕРТИКАЛЬНОЙ ПЕЧИ | 1994 |
|
RU2098384C1 |
| ПЕЧЬ ДЛЯ СУШКИ И ОБЖИГА ИЗДЕЛИЙ | 1992 |
|
RU2041437C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Гидротолкатель для перемещения вагонеток | 1980 |
|
SU976277A1 |
| ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1991 |
|
RU2031001C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ВЫГРУЗКИ | 2003 |
|
RU2232679C1 |
| Туннельная печь | 1975 |
|
SU600371A1 |
| Линия для изготовления строительных изделий | 1988 |
|
SU1636223A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
Использование: в области техники, касающейся термообработки керамических изделий, например кирпичей. Сущность изобретения: шахтная печь термообработки преимущественно керамических изделий, установленных с интервалами на поддонах, содержит переднюю, заднюю и боковые стенки, механизм опускания поддонов и источник тепла, например топливные горелки. Передняя стенка образована из секций, к каждой из которых жестко прикреплен хотя бы один поддон. Каждая такая секция оснащена снизу катками, а сверху рельсами для таких же катков, что позволяет эти секции-вагонетки внутри печи устанавливать штабелем, а также вкатывать их в верхнее входное окно печи и выкатывать через нижнее выходное окно. Механизм опускания поддонов, т. е. секций-вагонеток, выполнен в виде смонтированного под печью гидроцилиндра, шток которого несет рельсы для катков нижней секции, и приспособления для управления держателями штабеля секций. При опускании секций-вагонеток их катки, а также торцы рельсов взаимодействуют с вертикальными направляющими. 2 з. п. ф-лы, 4 ил.
