Изобретение относится к производству металличеаких сотовых конструкций, состоящих из оплошных, 1пер:фори1рованных сетчатых обшивок и гофрированных лент заполнителя, соединенных между собой электросваркой, применяемых в а1Виа|Ционной, маши-ностроительной и др. областях тромышленности в качестве конструкций высокой прочности и с мальш объемным весом, а также в качестве акустических звукопоглошающих конструкций.
Известны машины для сборки и сварки сотовых конструкций из обшивок и гофрированных лент заполнителя, обеспечивающие получение конструкций с помощью точечной и роликовой сварки, в которой изготовление производится последовательной сваркой лент заполнителя с обшив ками, используя лри этОМ верхнюю и нижнюю сварочные тележки с двумя парами роликовых головок, электродные полурейки и многоточечный блок, установленные на 1поворотно-рычажно:м механизме, И тянущую кареттку для крепления обшивок по направляющим 1.
Каретка с обшивками после сварки каждого заполнителя шаговым приводом отводится горизонтально на шаг, равный вьзсоте гофра ленты заполнителя.
В этих мащинах при сборке и сварке сотовьгх конструкций из-за разницы высоты гофра заполнителя и величины шагового перемещения кареж получается зазор между вершинами гофров, что вызывает прожог заполнителя при точечной сварке, если вовремя не откорректировать величину шагового перемещения специальньш устройством. Указанные машины имеют низкую производительность, так как носле сварки каждой ленты заполш теля тратится врел1я на отвод каретки из зоны сварки.
Цель изобретения - повышение производительности за счет исключения корректировки шагового перемещения каретки и coBiMeщения двух операций: ввод ленты заполнителя в зону сварки и отвод каретки на величину гофра заполнителя; повышение качества сварки путем исключения прожогов при точечной сварке заполнителей, поскольку выступы двух соседних заполнителей всегда прижаты друг к другу, что предотвращает возможность зазора между вершинами; упрощение конструкции машины за счет исключения шагового привода каретки и корректирующего механизма перемещения каретки.
Это доствгается тем, что предлагаемая машина содержит каретку, установленную на подшипниках качения, а в качестве при1юда каретки использованы электродные полурейки, перемещающие каретку на шаг высоты гофра, и снабжена основным и вспомогательны.м тормозами, обеспечивающими соответственно жесткую фиксацию каретки при многоточечной сварке и ее слабо заторможенное перемещение на шаг высоты гофра заполнителя При продвижении его в зояу сварки.
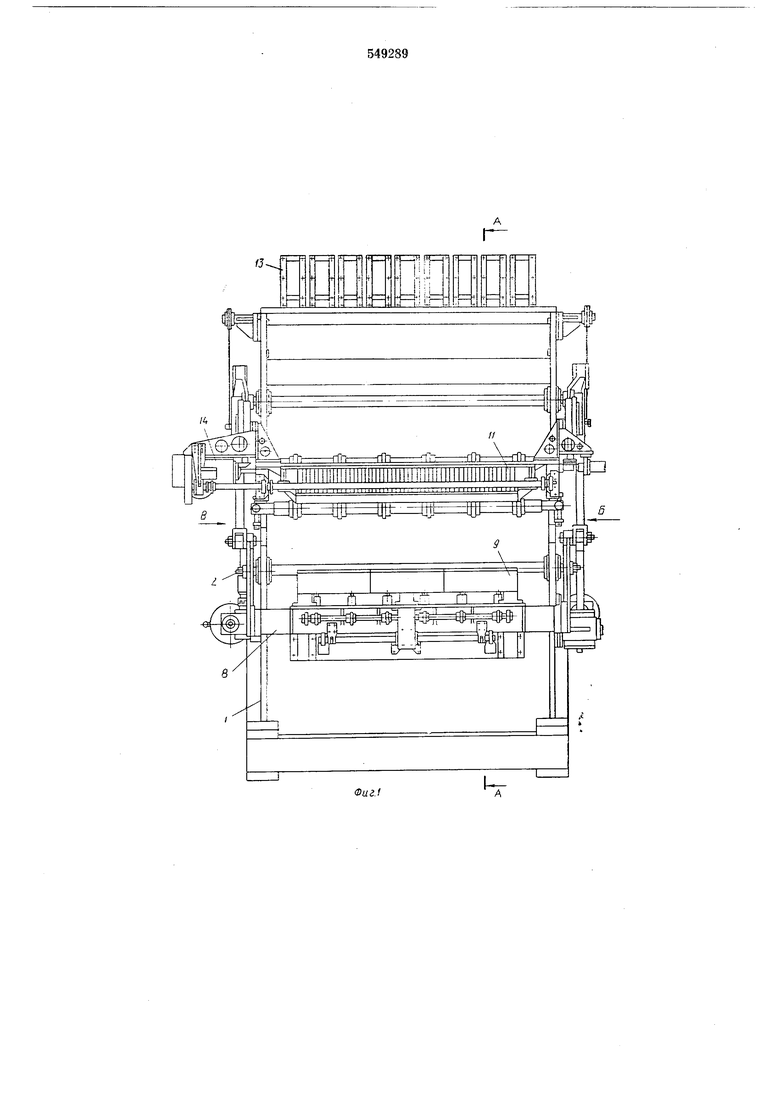
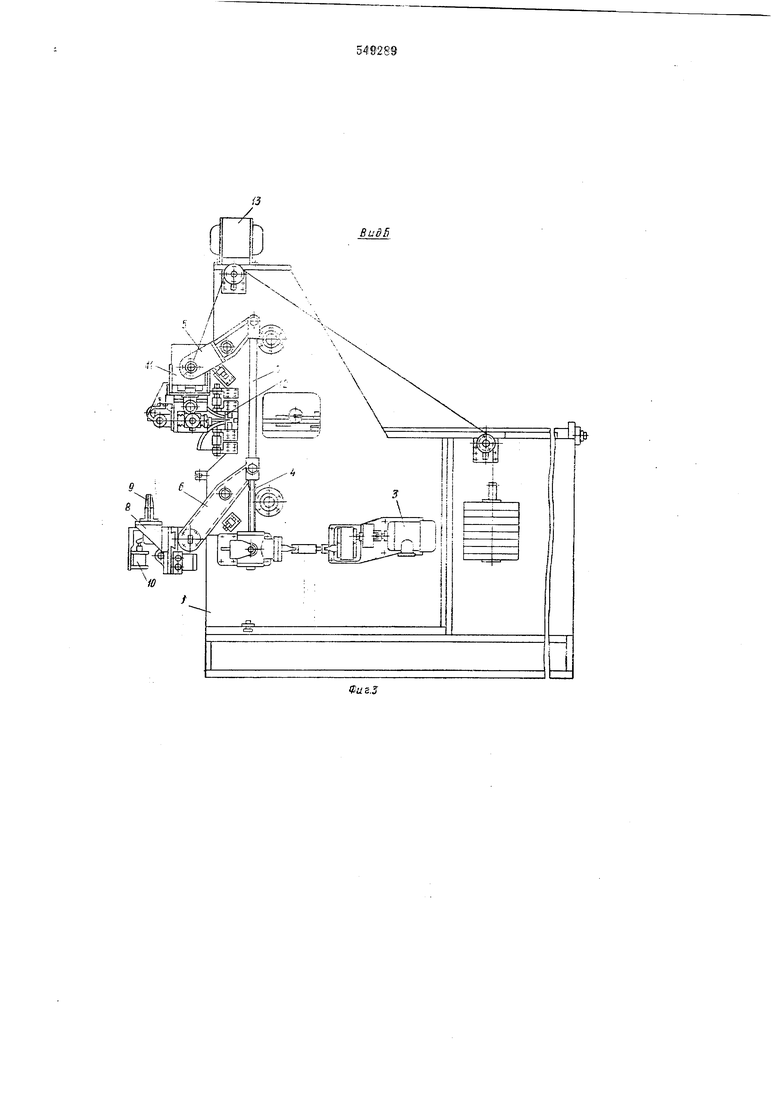
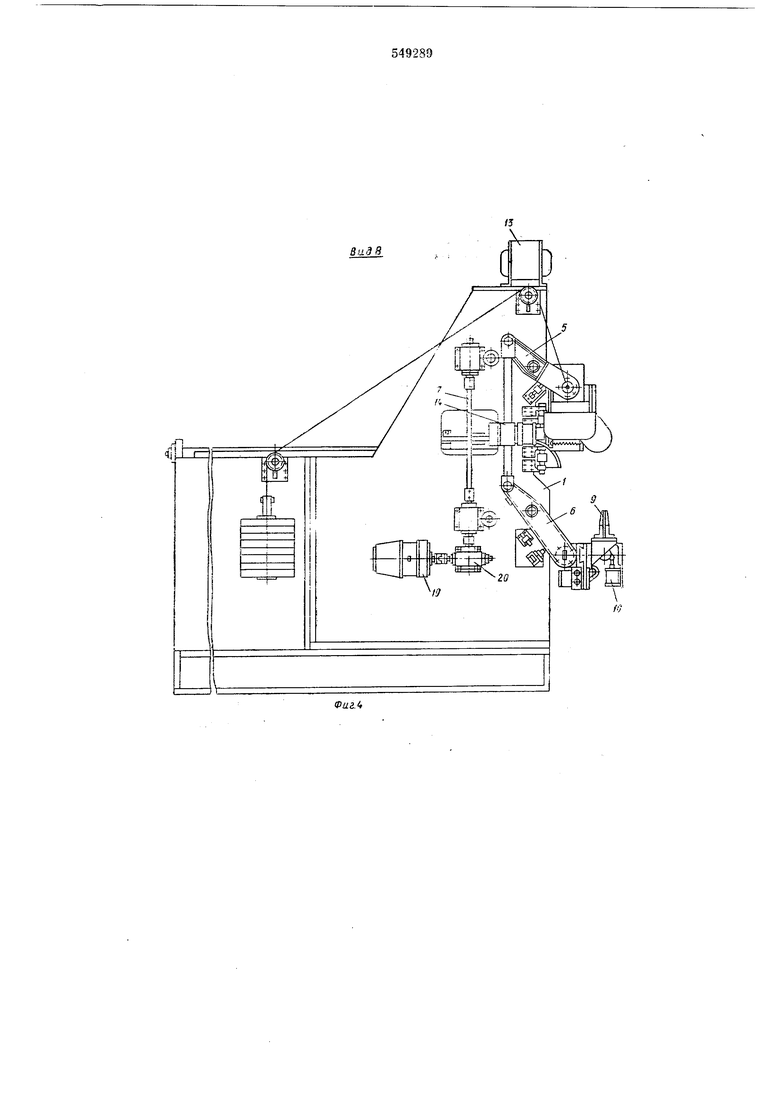
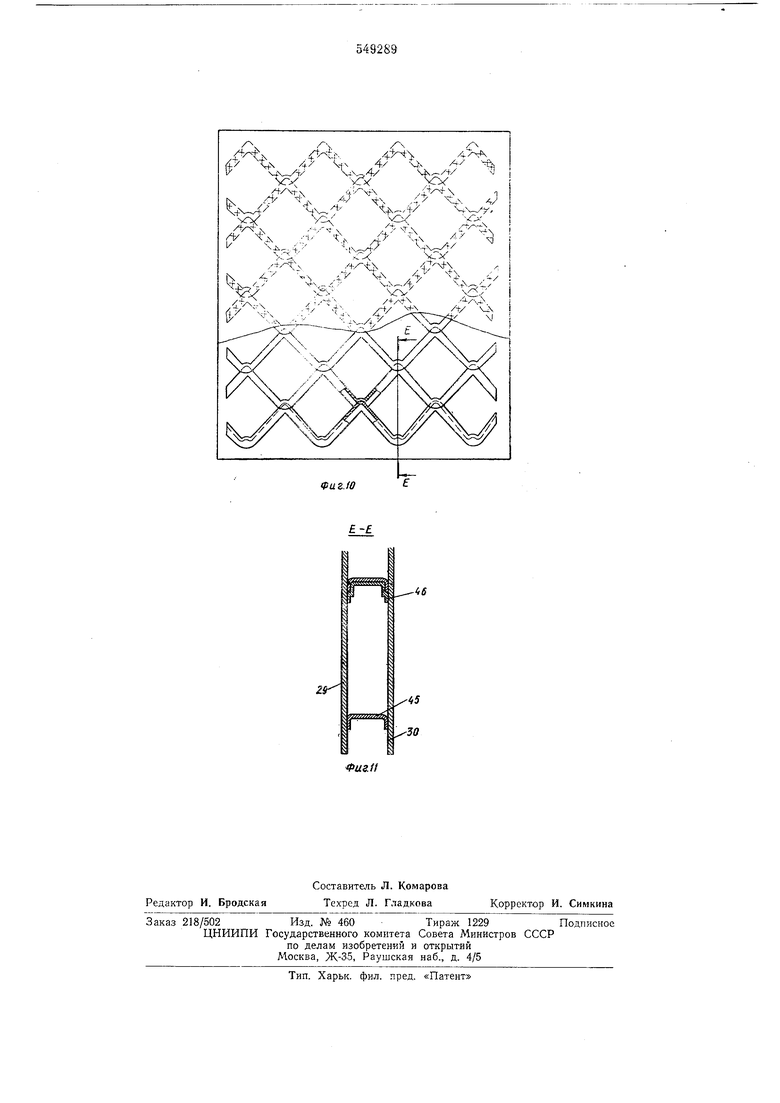
На фиг. 1 показана ,предла1гаемая машина, вид спереди; на фиг. 2 - разрез Л-Л фиг. 1; на фиг. 3 - вид Б фиг. ; на фиг. 4 - вид В фиг. I; на фиг. 5 - ка|ретка, вид сверху; на фиг. 6 - осевой разрез фиг. 5; на фиг. 7- разрез Г-Г фиг. 6; на фиг. 8 - разрез Д-Д фиг. 5; на фиг. 9 - циклограмма работы машины; на фиг. 10 - типовая конструкция сотовой шанели; на фиг. 11 - разрез Е-Е фиг. 10.
Машина представляет собой станину /, на которой укреплен поворотно-рычажныГ механизм 2 с элвктро.механи1чеоким приводом 3, заканчивающимся винтовой парой 4.
Поворотно-рычажный механизм 2 состоит из верхней 5 и нижней 6 пары рычагов, связанных между собой шарнирными тягами 7.
На нижней шаре рычагов 6 установлено электродное устройство 5 с (разъемными полурейками Рис (Пневмоприводом 10 для разжима нолуреек и подачи в зону сварки.
На верхней ларе рычагов 5 укреплен -многоточечный блок // с электродами 12, расположенными с шагом, соответствующим шагу ячейки сот, и питающимися от неподвижных трансфор1маторов 13.
лектрамеханичеокий привод ,14 позволяет производить необходимые перемещения точечным электродом 12 в процессе сварки лент заполнителя .между собой.
В (Центральной части машины имеются верхняя 15 и нижняя 16 сварочные тележки, состоящие трансформатора 17 и двух пар Роликовых головок 18. Сварочные тележжи получают (Перемещение от электродвигателя 19 и червячного редуктора 20.
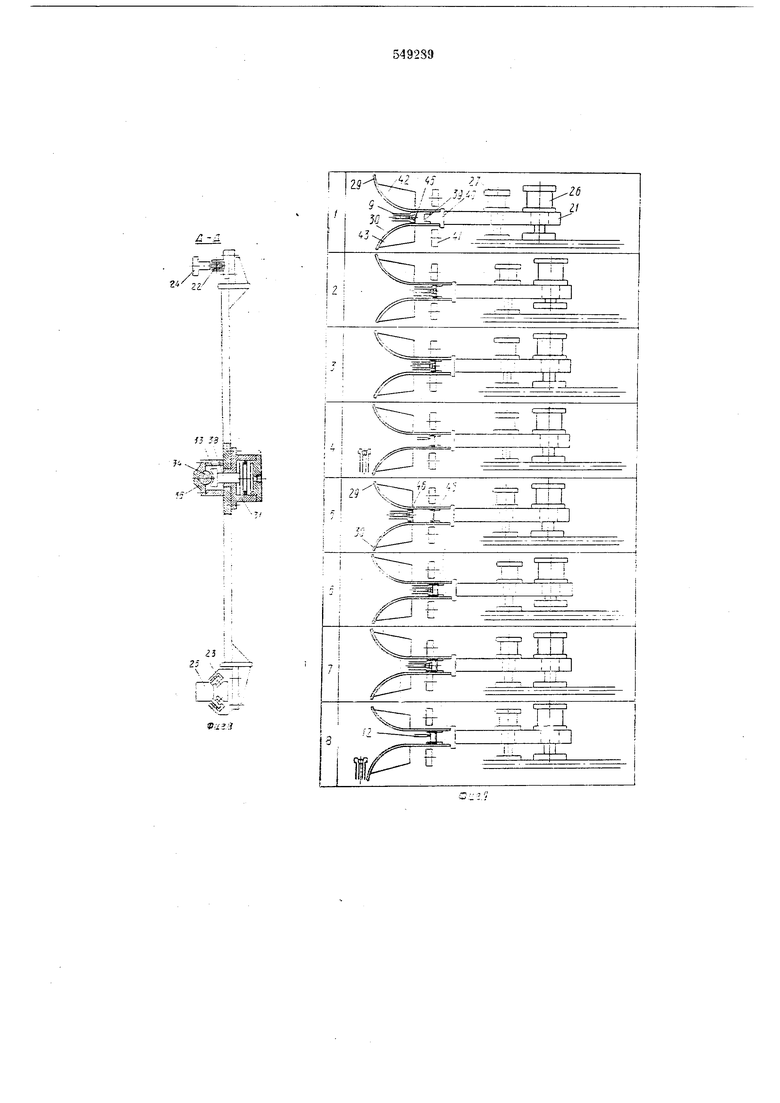
Двухтормозная каретка 21 на (подшипниках качения 22 и 23 свободно перемещается по рельсовьвм на1Правл-яющи)м 24 и 25, одна из которых () выполнена в виде трапеции, охватываемой с двух сторон лодшилннками 2с для предотвращения бокового смещения каретки 21.
На корпусе каретки установлены основной 26 и вспо:могательньш 27 тормоза « пневмозажимь 28 обшивок 29 и 30. Основной тормоз 26 (с большим усилием) предназначен для жесткой фи1ксации положения каретки 21 при многоточечной сварке за(полнителей между собой. Вапомогательный тормоз 27 (с малым усилием) позволяет перемещать (каретку в сла бозаторможен нам состоянии при соприкосновении (С полурейками, в то же время .caMonpon3BOvibHoe перемещение ка|)етки.
Основной тормоз 26 выполнен в виде пнев:чо1цилиндра 31 большого диаметра, шток 32 ;:оторого вертикально перемещает тормозную юлоджу 33 до соприкосновения с продольной с:калкой 34, при этом осуществляется надеж :ая фи(Кса:ЦИя карепки 21. Неподвижное полуига л ыцо 35 предохраняет скалку 34 от прогиба.
Вапомогательный тормоз 27 состоит из пнввмоцилиндра 36 малого диаметра, штока
37 п тормозной колодки 38, соприкасающейся с той же скалкой 34 при опускании штока 37, Взаимодействие узлов и устройств машины 3 (Процессе работь( осуществляется в следующей после довательности.
Исходное положение: электродные полурейки 9 находятся в крайнем нижнем (Положении, каретка 21 установлена так, чтобы торец 39 упорной планки 40 заходил за сварочные ролики 41. Оба тормоза 26 и 27 на каретке 21 на время, необходимое для установки ка(ретки в исходное положение, отключаются.
Листовые обшивки 29 и 30 заправляются за верхнюю 42 и нижнюю 43 проводки и свободными концами крепятся зажимам-и 44 к упорной нлан(ке 40.
Заготовка-лепта 45 заполнителя у(кладыЕгется на электродные полурейки 9 и включением поворотно-рычажного .механизма 2
взодится между листовыми обшивками 29 и 30 (фиг. 9, положение 1).
При включенном вспомогательном тормозе 27 основной тормоз 26 отключают (фиг. 9, положение 2). Затем электродные полурейки
под действием пневмопривода ,10 получают горизонтальное перемещение, (При этом вьгстукы за(полнителя упираются в торец 39 упорной планки 40, вследствие чего каретка 21 получает горизонтальное перемещение. Величина хода полуреек 9 рассчитана таким образом, чтоб заполнитель дошел до зоны, где производится роликовая сварка, после чего Бй-:лЕОчается основной тормоз 26.
В ключая привод перемещения сварочных
тележек, осуществляют роликовую приварку ленты 45 заполнителя к обеим обшивкам 29 и 30 ((фиг. 9, положение 3).
После окончания роликовой сварки и гго(дъема роликовых головок полурейки 9 выводятся из зоны сварки возвратным ходом пов.оротного механизма и вновь устанавливаются в исходное положение для ул ладки очередной ленты заполнителя (фиг. 9, положение 4). |Вторая лента 46 :заполнителя вводится
между обшив,ками 29 и 30 (фиг. 9, положение 5) с предварительным смещением на половину шага относительно первой ленты заполнителя. Та(ким образом при совмешении выступоБ обе ленты 45 и 46 заполнителя образуют
ячейки сотовой панели.
л
Горизонтальным перемещением полуреек 9 с лентой 46 до зоны сварки осуществляется одновременный отвод каретки 21 на величину, равную высоте гоф(ра второй ленты 46 заполнителя, при этом основной тормоз 26 отключен, а аапомогательпый тормоз 27 включен (фиг. 9, положение 6).
После окончания перемещения каретки включается основной тормоз 26 и начинается
J- l-lfHIIrflfR
Фиг.1
роликовая сва-рка второй «тенты 46 с обшивками (фиг. 9, положение 7).
Затем в зону сварки вводят электроды 12 многоточечного блока // с одновременным выводом лолуг.ребенок и установки их в неходное положение (фиг. 9, лоложение 8). При включении работы многоточечного блока выполняется точечная сварка ленты 45 и 46 заполнителей меж1ду собой, при этом электроды 12 перемещаются вертикально по высоте заполнителя. В процессе выполнения iMHoroioчечной сварки производится укладка очередной ленты заполнителя на электродные полурейки 9.
После сварки последнего ряда точек выполняется CHHiXpOHHoe .перемещение электродных полуреек 9 и электродов 12 на полови-ну шата ячеек заполнителя.
Поворотно-рычажный механизм 2 выводит из зоны сварки многоточечный блок 11 и вводит электродные лолурейки 9 с очередной лентой заполнителя. Затем последовательно повторяются все процессы согласно циклограмме, приведенной на фиг. 9 (положение 5, бит. д.).
Формула изобретения
Машина для сборки и сварки сотовых конструкций, содержащая верхнюю и нижнюю тележки с дву.мя пара.ми роликовых головок, электродные полурейки и многоточечный блок, установленные на ооворотно-рычажно-м механизме, я каретку для крапления обшивок с приводом ее шагового перемещения ло на/правляющим, о т л и ч а ю щ а яс я тем, что, с целью повышения производительности и качества соединения и упрощения конструкции, каретка установлена на подшипниках качения и снабжена основным и вспомогательным тор.мозаЛШ. обеспечивающими соответственно жесткую фиксацию каретки при многоточечной сварке и ее заторможенное перемещение ка шаг при продвижении в зону сварки, а в качестве привода каретки использованы электродные полурейки.
PIcT04fj K информации, принятый во внимание при экапертизе:
1. Авторское свидетельство № 381491, В 23 К и/106, 30.12.70.
Вив Б
BiddB
}
Фиг.5

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОТОВЫХ КОНСТРУКЦИЙ | 2003 |
|
RU2247637C1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |


г-г
ФигЛ
Фиг. 6
г -гг/ с
гз
-Ш
/;
-2й /
.Af.. .4A
/
.
t XN
4/ -tA .4/ v , f/ - -э4/ я
/VN/-H- -Д - Л
Фиг.10
