I
Изобретение относится к обработке металлов давлением, холодной листовой штамповке, в частности к устройствам для изготовления сотового заполнителя или каких-либо изделий с ячеистой структурой.
Известна установка для изготовления сотового заполнителя, содержащая последовательно установленные разматыватель, устройство для продольного гофрирования рулонной ленты в виде валков, устройство для нанесения в шахматном порядке просечек Б виде режуших инструментов, штамп для свободной гибки заготовки по просечкам, устройство для сближения ячеек сотов и их калибровки, устройство для сварки ячеек, устройство для обрезки кромок сотов, устройство для резки сотов заданной длины и укладыватель 1.
К недостаткам установки относится то, что образование сотов выполняется свободной гибкой по линиям просечек. Однако свободная гибка из-за увеличенного радиуса гиба не обеспечивает плотного складывания сотов и приводит к наклонному положению оси ячейки относительно поверхности сотов.
Известно устройство для изготовления деталей, содержащее подпружиненный прижим и ось с держателем, на которой закреплен поворотный верхний поле, подпружиненный относительно держателя, опору, закрепленную на нижней плите и взаимодействующую с прижимом, каретку, установленную с возможностью горизонтального перемещения по нижней плите посредством рычажной системы, взаимодействующей с кулачками, ползун и привод .
Р1звестное устройство предназначено для изготовления ребристых катодов.
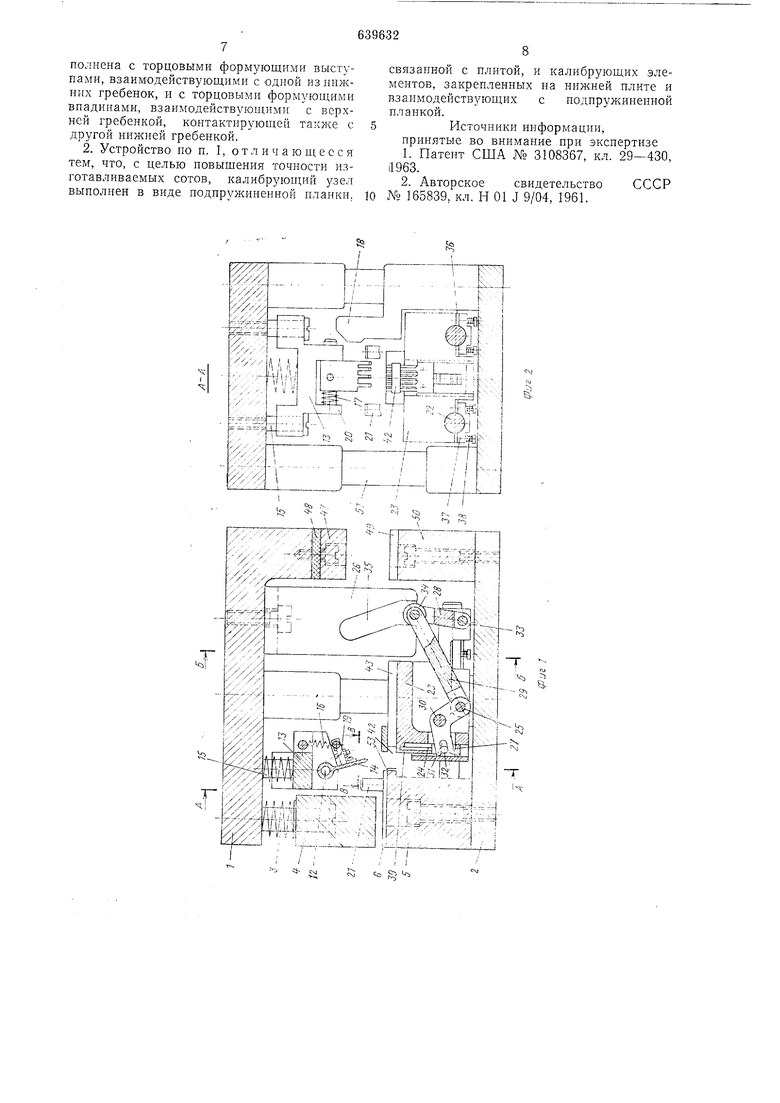
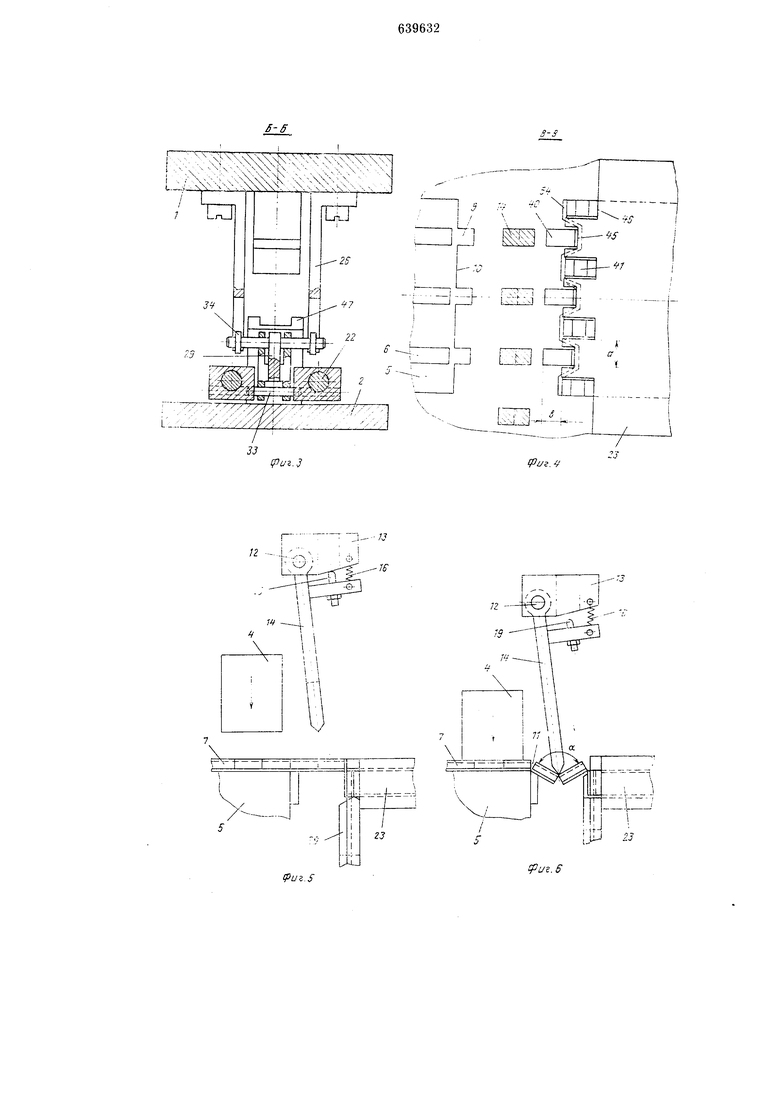
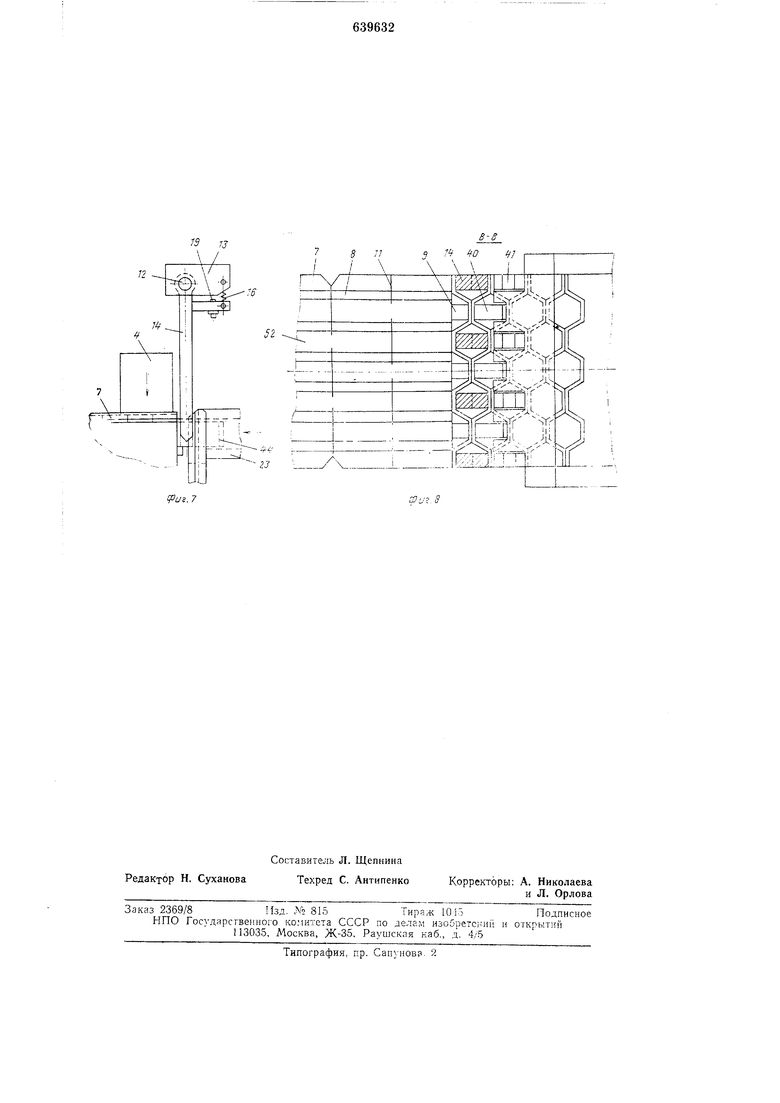
С целью повышения качества и производительности изготовления сотов из ленты с продольными гофрами и расположенными в шахматном порядке поперечными просечками устройство снабжено верхней плитой, связанной с приводом, распололсенной параллельно нижней плите и несущей кулачки, держатель и установленный перед иим прилсим, клином, закрепленным на плите и взаимодействующим с торцом подпружиненной оси, установленной с возмол-:ностью горизонтального перемещения относительно дерл ателя совместно с верхним полном в виде гребенки, нижним , выполненным в виде смещенных в двух плоскостях одна относительно другой гребенок и закрепленным на ползуне, смонтированном с возможностью вертикального перемещения в каретке, связанной как и ползун с рычажной системой, тормозом для перемещения иолзуна независимо от каретки, на торце которой вы1И);|НС11ы пазы различной глубины для размещения нижних гребенок, калибрующим узлом, а онора вынолнена с торцовыми формующими выступами, взаимодействующими с одной из нижних гребенок, и с торцовыми формующими впадинами, взаимодействующими с верхней гребенкой, контактирзющей также с другой нижней гребенкой. С целью повыщения точности изготавливаемых сотов калибрующий узел выполнен в виде подпружиненной планки, связанной с плитой, и калибрующих элементов, закрепленных на нижней плите и взаимодействующих с подпружиненной планкой. На фиг. 1 показано предлагаемое устройство в продольном разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - сеченне В-В на фиг. 1 при исходном положении э.чемеитов; па фиг. 5 - исходное положение иожей и каретки; на фиг. 6 - положение ножей и каретки в процессе изготовления дедали - 1 этан; на фиг. 7 - то же--II этан; на фиг. 8 - - сечение В-В на фиг. 1 при полол ении элементов во II зтапе изготовления детали. Устройство содержит верхнюю 1, связанную с приводом (не показап), расположепиую параллельно инжней плите 2. С верхпей плитой 1 связан посредством колонок 3 подпружннеииый прижим 4, взаимодействующий с опорой 5, закрепленной на нижней плите 2 (фиг. 1). Опора 5 снабжена выступами 6 для направления ленты 7 с продольными гофрами 8 (фиг. 5 ц 8). Число выступов 6 равно числу продольных гофров 8 па ленте 7 (фиг. 8). На оиоре 5 закрепле}1Ы торцовые формующие выступы 9 и торцовые формующие впадины 10 (фиг. 4). Выстуны 6 н 9 расположены в одной вертикальной плоскости. Число выстуиов 9 равно числу предварительио нанесенных на ленту 7 поперечных просечек 11 (фиг. 6 и 8). За прижимом 4 расположена ось 12 с держателем 13, на которой закреплен верхний нож 14 в виде гребенки (фиг. 5-7). .Держатель 13 подпружинен относительно нлиты 1 н перемещается по колонкам 15, закренленным на плнте 1. Верхний нож 14 лодпружинен относительно держателя 13 пружппамЕ 16. Ось 12 с ножом 14 подпружинепа отиосительио держателя пружинами 17 и установлена с возможностью горизонтального перемещения относительно держателя 13 при взаимодействии ее торца с клином 18, закрепленным на нижней плите 2 (фиг. 2). Упор 19 закреплеп на верхнем ноже 14 и ограничивает его угол новорота. Упоры 20 для ограничения горизонтального перемещения верхнего ножа закреплены на держателе 13. На опоре 5 закреплены упоры 21 для ограпичепия перемещения держателя 13 и 1-оризо1 тальпые колонки 22, по которым иерсмеи1,ается но нижней плнте 2 каретка 23. В иаиравляющих каретки 23 со стороны оиоры 5 смоптирован ползун 24 с возможностью вертикального перемещения. Каретка 23 н иолзуц 24 связаны с рычажной системой 25, взаимодействующей посредством кулачков 26 с верхней плитой 1. Рычажная система 25 состоит из рычагов 27, 28 и серьги 29. Рычаг 27 смонтирован на оси 30 и щарнирио связан одним концом с серьгой 29, а иа другом его конце выполнен паз 31, в который входит щтифт 32, закрепленный на ползуне 24. Серьга 29 гнариирио соединена с рычагом 28, другой конец которого смонтирован на оси 33, закрепленной на каретке 23. Рычаг 28 несет два ролика 34, входящие в копириые пазы 35, выполненные В ПЛОСКИХ кулачках 26, закрепле1шых иа верхней плите 1. Тормоз 36 для неремещения ползуна 24 независимо от каретки 23 вынолнен в виде иланок 37, смонтированных на горизонтальных колонках k2 и подпружи}1енных пружинами 38 относительно каретки 23. На ползуне 24 (фиг. 4) закреплен нижний нож 39 в виде двух гребепок 40и 41, смсщениых одна относительно другой в двух плоскостях. В одной плоскости гребенки смещены на ноловину шага а их расположения, а в другой плоскости - на иоловипу высоты Ь гофров 8 на лепте 7 или иоловину заданного Hjara расиоложения ячеек в сотах. Гребенка 40, размещенная ближе к оноре 5, находится в одной вертикальной 1лоскостн с торцовыми формующими выступам ; 9 опоры 5. В верхней части каретки 23 имеется окно 42 (фиг. 1 и 2), иродолжеиием которого является наз 43, одинаковой щирииы с окном для паиравления изготовленных сотов 44. Со стороны опоры 5 па торце каретки 23, выще и пиже окна 42, имеются соответствеппо пазы 45 и 46 различной глубины для размещения нижних гребеиок 40 и 41 (фиг. 4). Верхняя 14 и нижние 40 и 41гребенки в поперечпом сечепни должны иметь плирину, равную расстояинк; между противоиоло:/кнымп грапямп ячейки сотов 44, а толщину, равную длине грани. Верхняя гребенка 14 взаимодействует с торцовыми формуюпдими виадииами 10 и с иижией гребенкой 41, а гребепка 40 взаимодействует с торцовыми формующими выступами 9. Калибрующий узел выиолпен в виде ноднружииенной плапкн 47, связанной с верхней плитой 1 посредством амортизатора 48, и калибрзющих элементов в виде буртиков 49, разменюниых иа оиоре 50 и взаимодейетвующих с планкой 47. Высота буртиков 49 равпа высоте сот 44. Опора 50 закреплена иа иижпей плите 2. Приводом устройства может слу;кить иресс, иаиример, кривопшпиый.
Верхняя плита 1 Сфиг. 2) ориентируется относительно нижней плиты 2 с помощью ДВУХ направляющих колонок 51.
Устройство работает следующим образом.
Лента 7 (фиг. 8), прел.на,наченная для изготовления сотов, имеет гофры 8, в поперечном сечении соответствующие форме полуячеек сотов 44. Просечки 11 на ленте 7 расположены в щахматном порядке рядами так, что в одном ряду перемычки 52 расположены во впадинах, а в следующем- на вершинах гофров. Расстояние между рядами просечек равно высоте ячейки сотов.
В исходном положении устройства плита 1 находится в крайнем верхнем положении, а верхняя часть каретки 23 - на расстоянии двух высот ячейки сотов 44 от кромки 5.3 опоры 5. Ползун 24 расположен так, что вернтииьт верхних гребенок 40 и 41 находятся на уровне или нижней плоскости окна 42. Концы верхней гребенки 14 в горизонтальном направлении расположены на расстоянии высоты ячейки сотов от кромки опоры 5.
Во время .Г1вижения верхней плиты I вниз ПРИЖИМ 4 фиксирлет ленту 7 на опоре 5. Затем приводится в действие рычажная система 25 с помощью кулачков 26. По. скольку каретка 23 заторможена на колонках 22 подпрлжиненными планками 37, то сначала перемещается ползун 24 вверх до уиора. При этом закрепленный на ползУне 24 нижний нож 39 своими гпебеиками фиксирует отогнутый участок 54 ленты 7, которая размещается между гребенками 40 и 41 (фиг. 4). После останова ползуна 24 рычажная система превращается в жесткий четырехзвенник и каретка 23 вместе с ПОЛЗУНОМ 24 под действием кулачков 26, преодотевая трение тормоза 36, смещается в стороиу опоры 5. Одиовреметпю с началом движения каретки 23 верхняя гребенка 14 нажимает на верщины гофров 8 ленты 7. Дальнейщее совместное движение каретки 23 и верхней гребенки 14 приводит к Изгибу трех рядов перемычек (фиг. 6).
Когда угол изгиба а станет не более 120°, верхняя гребенка 14 под действием клина 18 смещается в горизонтальном направлении на половину шага расположения гофров 8 на ленте 7, верхняя гребенка 14 проходит в раскрытые просечки П, а держатель 13, перемендаясь вертикально, остат(авлив.1ется на упорах 21. Горизоитальное движение верхней гребенки 14 выполняется Tipii непрерывном иерем щении каретки 23, оторая R конце хода лтирается в ОПОПУ (фиг. 7 и 8) через верхнюю гребенку 14 и нижние гребенки 40 и 41, которымн обжимаются радиусы свободного гиба двух рядов перемычек 52 до половины складывания материала. Верхняя гребенка
14 при этом занимает вертикальное поло жение.
При .движении верхней плиты 1 вверх элементы устройства соверитают движения в противоположном направлении и обратной последовательности, кроме ползуна 24 и каретки 23. Сначала ползун 24 с нижним ножом 39 опускаются, а затем каретка 23 с ползуном 24 отводятся от опоры 5 в ис0ходное положение.
После каждого цикла гофрированная лента должна подаваться с помощью какого-либо механизма на щаг, равный двум высотам ячеек сотов.
5
Образованные соты 44 через окно 42 и направляющий паз 43 каретки 23 достигают калибрующего узла. В конце хода плиты 1 калибровочная планка 47 обжимает соты 44 до соприкосновения планки с бур0тиками 49.
Опытная эксплуатацня устройства показала, что при скорости изготовления сотов не менее 10 м/час качество их отвечает высоким требованиям. Так отклонение вы5соты сотов от номинала находится в пределах ±0,02 мм.
Ф о р у л а изобретения
1. Устройство для изготовлетшя деталей, содержащее подпружиненные ирижим и ось с держателем, на которой закреплен поворотный верхний нож, подпружиненный относительно держателя, опору,
5 закрепленную на нижней плите и взаимодействующую с прижимом, каретку, установленную с возможностью горизонтального перемещения по нижней плите посредстг.олг рычажной системы, взаимодействующей с кулачками, ползуи и привод, о тл II ч а ю щ е е с я тем, что, с целью повыще тия качества и производительности изготовления сотов из лепты с продольными гоФпами и расположенными в итахматном
5 порядке поперечными просечками, оно снабжено верхней плитой, связанной с приводом, расположенной параллельно нижней плите и несущей кулачки, держатель и лстановленный перед ним ирижим, клином,
0 закпеплениым на нижней плите и взаимодействуюитим с торцом подпружиненной оси, лстановлрииой с возможностью горизонтального перемещения относительно доржате.чя совместно с верхним ножом в
5 виде гребеики. нижинм ножом, выполнен ылт в виде смсихениых в ДВУХ плоскостях oTTia отиосителыто другой гребенок и закрепленным 1я ползуне, смонтированном с вoз roжтrocтью вертикального перемещения
0 R 1,-qppTKe. связанно также как и ПОЛЗУН 1 пычажипй гигтелюй, тормозом для иереЛ ои1етп1я ползуна независимо от каретки, на торце которой выполнены пазы различюй глубины для размещения нижних гребенок, калибрующим узлом, а опора вы7
полнена с торцовыми формующими выступами, взаимодействующими с одной из нижних гребенок, и с торцовыми формующими впадинами, взаимодействующими с верхней гребенкой, контактирующей также с другой гребенкой.
2. Устройство по п. I, отличающееся тем, что, с целью повышения точности изготавливаемых сотов, калибруюн1ий узел выполнен в виде подпружиненной планки.
связанной с плитой, и калибрующих элементов, закрепленных на нижней плите и взаимодействующих с подпружиненной планкой.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3108367, кл. 29-430, 11963.
2.Авторское свидетельство СССР № 165839, кл. Н01 J 9/04, 1961.

| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Устройство для изготовления сотово-гО зАпОлНиТЕля | 1979 |
|
SU820984A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
ч
puzj
СРиг 4
iTf I
Риг.5
fu.6
13 7J /
V
23
Риг.7
