Изобретение относится к обработке металлов давлением, в частности к штамповке эластичной средой, и может быть использовано в различных областях машиностроения при изготовлении полых деталей с отводами, например тройников.
Известно устройство для формовки полых изделий с отводами СССР а.с. №1238824 с приоритетом от 20.03.85 г., МПК В 21 С 37/29. Бюл. №23, от 23.06.86 г., авт. А.Г.Калиниченко, С.А.Эрбейгель, Э.И.Письменный, В.И.Заяц (аналог), которое содержит разъемную матрицу, пуансон торцевого подпора и цилиндрический формующий пуансон, где формующий пуансон выполнен составным в виде соприкасающихся плоскостями эластичного и металлического сегментов, при этом эластичный сегмент обращен цилиндрической поверхностью в сторону формуемого отвода, а пуансоны торцовой осадки выполнены с выступами, взаимодействующими с впадинами, выполненными в металлическом сегменте формуемого пуансона. Недостатком этого устройства является появление избыточного объема сегментного эластичного наполнителя в конце формообразования отвода, из-за чего нарушается соответствие между поступающим в зону отвода металлом трубной заготовки и объемом эластичного наполнителя, что приводит к разрыву отвода.
Известно устройство для формовки полых изделий с отводами по авторскому свидетельству СССР № 1447469, опубл. 30.12.88, бюл. № 48, МПК В 21 С 37/29, авт. С.А.Эрбейгель, Э.И.Письменный и др. (прототип), содержащее расположенные в контакте своими поверхностями эластичный пуансон и жесткую направляющую, выполненную с полостью в центральной части.
С применением известного устройства изготавливают в разъемных матрицах тройники. Данное устройство наиболее близко к предлагаемому.
Недостатком устройства является невозможность удаления избыточного объема эластичного пуансона из зоны отвода в ходе штамповки тройника. Это приводит к неконтролируемому росту давления наполнителя при формообразовании, а следовательно, к разрушению отвода. При этом полость в центральной части жесткой направляющей полностью заполнена эластичным пуансоном в начальный момент штамповки тройника и предназначена лишь для надежного крепления последнего во избежание отрыва от жесткой направляющей. Поэтому избыточный объем эластичного пуансона не удаляется в полость, а поступает в отвод и разрушает его.
Технический результат: расширение технологических возможностей и повышение качества тройников стабилизацией давления в формуемом отводе за счет удаления избыточного объема эластичного наполнителя кратчайшим путем.
Технический результат достигается за счет того, что в известном наполнителе трубных заготовок для формообразования полых изделий с отводами, содержащем расположенные в контакте своими поверхностями эластичный пуансон и жесткую направляющую, выполненную с полостью в центральной части, в полости жесткой направляющей установлена жесткая пробка с возможностью перемещения внутрь последней в направлении, перпендикулярном продольной оси, жесткой направляющей, и подпружиненная посредством упругого элемента. В процессе формовки избыток эластичного пуансона удаляется из отвода по кратчайшему пути. При этом эластичный пуансон воздействует через жесткую пробку на упругий элемент, а последний, сжимаясь, стабилизирует давление эластичного пуансона. Таким образом обеспечивается равномерность деформации и бездефектное качественное получение полых деталей с отводами, например неравнопроходных тройников, тем самым расширяется номенклатура формуемых деталей.
На чертеже изображен в разрезе наполнитель трубных заготовок для фрмообразования полых изделий с отводами.
Наполнитель трубных заготовок для формообразования полых изделий с отводами содержит расположенные в контакте своими поверхностями эластичный пуансон 1 и жесткую направляющую 2; жесткую пробку 3, подпружиненную упругим элементом 4 и установленную в полости 5 центральной части жесткой направляющей 2 с возможностью перемещения внутрь в направлении, перпендикулярном продольной оси 6, жесткой направляющей 2. Наполнитель размещен в трубной заготовке 7, установленной в нижней полуматрице 8, имеющей полость 9 для формуемого отвода 10, контактирующего с пуансоном подпора 11. Жесткая направляющая 2 имеет выступы 12 и 13, сопряженные с пазами 14, 15 пуансонов осевого сжатия 16, 17.
Устройство работает следующим образом. В трубной заготовке 7 диаметром 100 мм и толщиной стенки 1,5 мм из титанового сплава ПТ-7М устанавливают эластичный пуансон 1 из полиуретана СКУ-7Л твердостью 75-85 единиц по Шору А и жесткую направляющую 2. Трубную заготовку 7 с установленным в ней эластичным пуансоном 1 и жесткой направляющей 2 размещают в нижней полуматрице 8 таким образом, чтобы эластичный пуансон 1 был направлен в сторону полости 9 отвода 10 диаметром 65 мм. После смыкания верхней полуматрицы (на чертеже не показана) с нижней полуматрицей 8 пуансоны осевого сжатия 16, 17 с усилием P1 сжимают эластичный пуансон 1 и осаживают трубную заготовку 7 в направлении продольной оси 6. При дальнейшем встречном движении пуансонов осевого сжатия 16, 17 возрастает давление эластичного пуансона 1 на стенки заготовки 7 и происходит вытяжка отвода 10, на который во избежание разрыва воздействует с усилием противодавления Р2 пуансон подпора 11.
В процессе формообразования отвода 10 давление эластичного пуансона 1 возрастает и часть его удаляется в полость 5 центральной части жесткой направляющей 2 диаметром 40 мм. Избыток эластичного пуансона 1 давит через жесткую пробку 3 на упругий элемент 4 с площадью сечения 320 мм2 и длиной 25 мм из резины Р-3826 твердостью 40-60 единиц по Шору А, сжимая его, тем самым обеспечивая равномерность деформации в отводе 10 за счет ограничения давления эластичного пуансона 1.
Применение известного наполнителя позволило на 15% расширить номенклатуру полых деталей и повысить качество неравнопроходных тройников.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2378070C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1989 |
|
RU1679711C |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1993 |
|
RU2048225C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
Изобретение относится к обработке металлов давлением, в частности к штамповке эластичной средой, и может быть использовано при изготовлении полых изделий с отводами, например тройников. Наполнитель содержит контактирующие поверхностями эластичный пуансон и жесткую направляющую. Направляющая выполнена с полостью в центральной части, в которой установлена жесткая пробка. Пробка имеет возможность перемещения внутрь полости в направлении, перпендикулярном продольной оси жесткой направляющей, и подпружинена посредством упругого элемента. В результате обеспечивается расширение технологических возможностей и повышение качества полых изделий с отводами за счет стабилизации давления в формуемом отводе. 1 ил.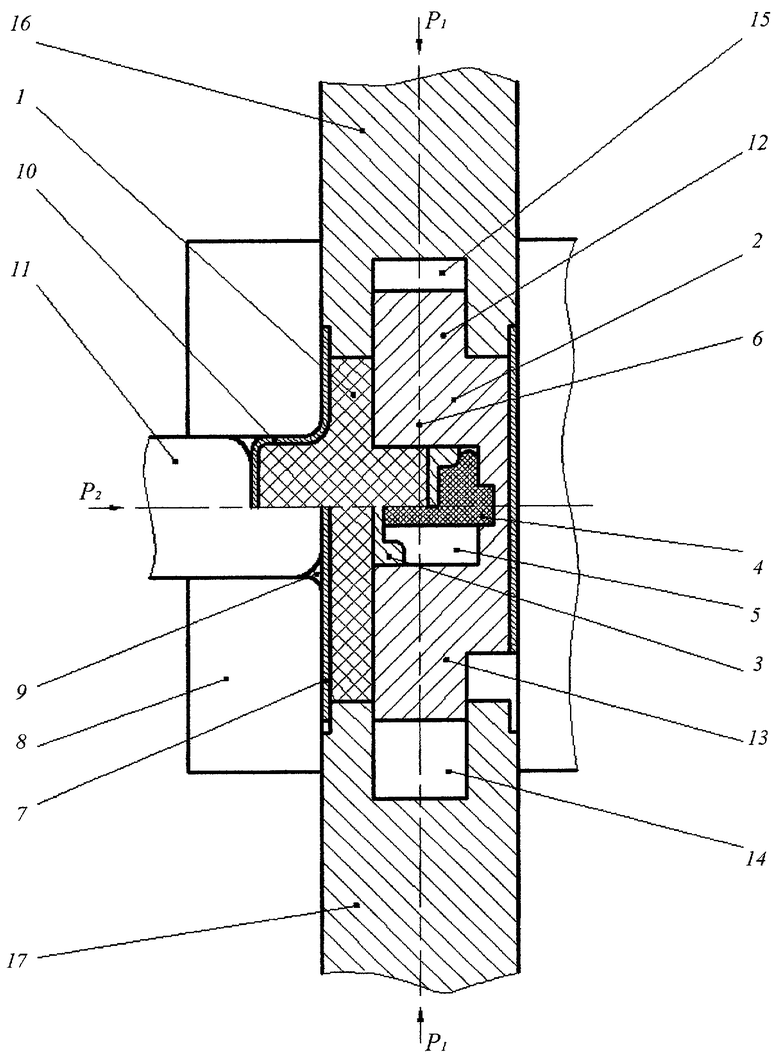
Наполнитель трубных заготовок для формообразования полых изделий с отводами, содержащий расположенные в контакте своими поверхностями эластичный пуансон и жесткую направляющую, выполненную с полостью в центральной части, отличающийся тем, что он снабжен жесткой пробкой, установленной в полости жесткой направляющей с возможностью перемещения внутрь последней в направлении, перпендикулярном продольной оси жесткой направляющей, и подпружиненной посредством упругого элемента.
| Устройство для формовки полых изделий с отводами | 1987 |
|
SU1447469A2 |
| Устройство для формовки полых изделий с отводами | 1985 |
|
SU1238824A1 |
| DE 3341091 A1, 30.05.1984 | |||
| Устройство для импульсного намагничивания ферромагнитных материалов | 1987 |
|
SU1559323A1 |

