Изобретение относится к обработке металлов давлением, преимущественно к способам гибки элементов трубопровода с наполнителем проталкиванием через ручей матрицы, может быть использовано в самолето- и судостроении, а также в других отраслях народного хозяйства.
Известен способ формирования крутоизогнутых патрубков проталкиванием через фильер трубной заготовки с внутренним давлением эластичного наполнения [1]
В известном способе деформирование трубной заготовки осуществляют при постоянном внутреннем давлении эластичного наполнителя. Внутренний подпор позволяет предотвратить искажение поперечного сечения трубной заготовки в процессе ее гибки. Одновременно наличие внутреннего давления в заготовке приводит к увеличению сил трения между наружной поверхностью заготовки и фильерой, которые в случае особо тонкостенных заготовок, приводят к потере устойчивости материала в виде складок на внутреннем радиусе изгиба и разрывов на внешнем радиусе в готовом патрубке.
Известен способ формовки криволинейных крутоизогнутых трубных переходов, при котором трубную заготовку с давлением эластичного наполнителя, заключенного в ее полости, проталкивают через криволинейный ручей, при этом давление наполнителя по мере проталкивания увеличивают [2]
Известный способ позволяет получать крутоизогнутые патрубки с изменяющимися размерами поперечного сечения.
Параметры изменения давления является изменением объема заготовки, при этом изменение ее механических свойств вследствие упрочнения не учитывается. В результате в процессе гибки возможна потеря устойчивости материала, а следовательно и утонение и гофрообразование стенок заготовки. Таким образом изготавливать особотонкостенные патрубки с измененными размерами поперечного сечения известным способом нельзя. Кроме того известный способ подразумевает использование трубчатых заготовок с дном, а это требует дополнительных затрат.
Заявляемый способ позволяет изготавливать крутоизогнутые патрубки из особотонкостенных трубчатых заготовок с неизменными размерами поперечного сечения и в том числе неизменной толщиной, т.е. без утонения и утолщения.
Достигается это тем, что в известном способе изготовления гибкой крутоизогнутых патрубков, при котором трубную заготовку с давлением наполнителя, заключенного в ее полости, проталкивают через криволинейный ручей, и при этом давление наполнителя по мере проталкивания увеличивают, давление наполнителя по зависимости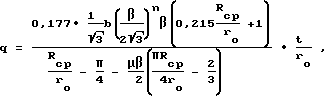
где q текущее значение давления наполнителя, соответствующее углу β изгиба заготовки;
b, n параметры кривой упрочнения материала заготовки σ = b•ε
где σ напряжение текучести,
eи интенсивность деформации;
r0 наружный радиус трубной заготовки;
Rср средний радиус изгиба заготовки;
t толщина трубной заготовки;
μ коэффициент трения между материалом заготовки и материалом криволинейного ручья.
Увеличение давления наполнителя, согласно данной зависимости, позволяет не только снизить отрицательное действие сил трения, но и поскольку в ней учитываются изменения механических свойств материала заготовки, упрочняющегося в процессе проталкивания и испытывающего давление, то изменения поперечного сечения заготовки не происходит и гибка осуществляется в условиях устойчивого деформирования при меньших значениях внутреннего подпора.
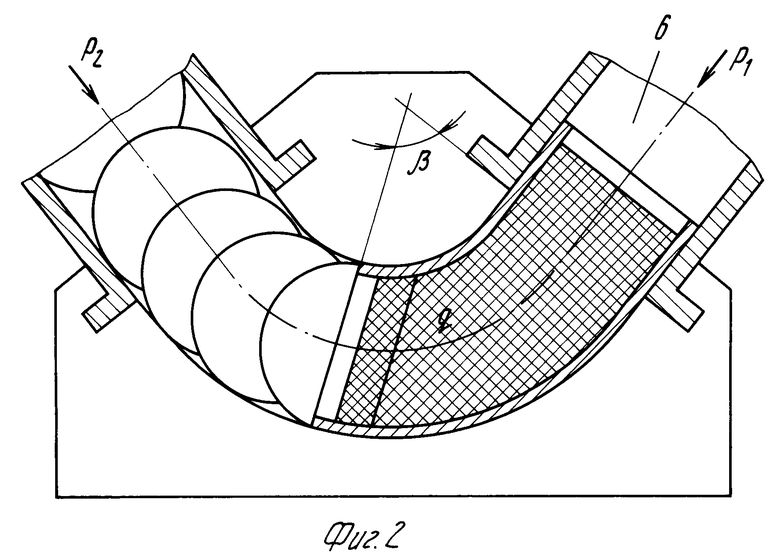
На фиг. 1 и фиг. 2 изображена схема реализации предлагаемого способа (фиг.1 начальное положение, фиг.2 конечное положение).
Способ осуществляется следующим образом.
В трубную заготовку 1 устанавливают эластичный наполнитель 2 и размещают ее в гильзе 3 цилиндра проталкивания пресса (не показан) вместе с эластичным буфером 4. К переднему торцу заготовки 1 со стороны буфера 4 подводят пуансон подпора 5, к противоположному торцу пуасон проталкивания 6. Изгибают заготовку 1 ее проталкиванием с усилием P1 через криволинейный ручей 7 штампа 8. Пуансоном подпора 5 сжимают усилием P2 контактирующий с наполнителем 2, буфер 4, создавая в заготовке 1 давление g.
По мере проталкивания заготовки и изменения положения переднего торца, определяемого углом b′ давление g в заготовке создают равным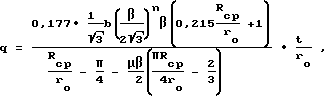
где b, n параметры кривой упрочнения материала заготовки вида σ = b•ε
где σ напряжение текучести;
eи интенсивность деформации;
r0 наружный радиус трубной заготовки;
Rср средний радиус изгиба заготовки;
t толщина трубной заготовки;
μ коэффициент трения между заготовкой и материалом криволинейного ручья.
Согласно данной зависимости внутреннее давление qO в заготовке увеличивается по мере ее проталкивания по ручью с учетом упрочнения материала заготовки, вследствие этого не происходит изменение размеров поперечного сечения, а деформирование заготовки устойчивое без утонения и гофрообразования. При этом силы трения интенсивно возрастают в конечный момент проталкивания и их отрицательное влияние значительно снижается.
Пример. Из трубной заготовки наружным радиусом r0 50 мм, толщиной стенки t 1,0 мм из титанового сплава Вт 1 0, у которого упрочнения σ = 1047ε
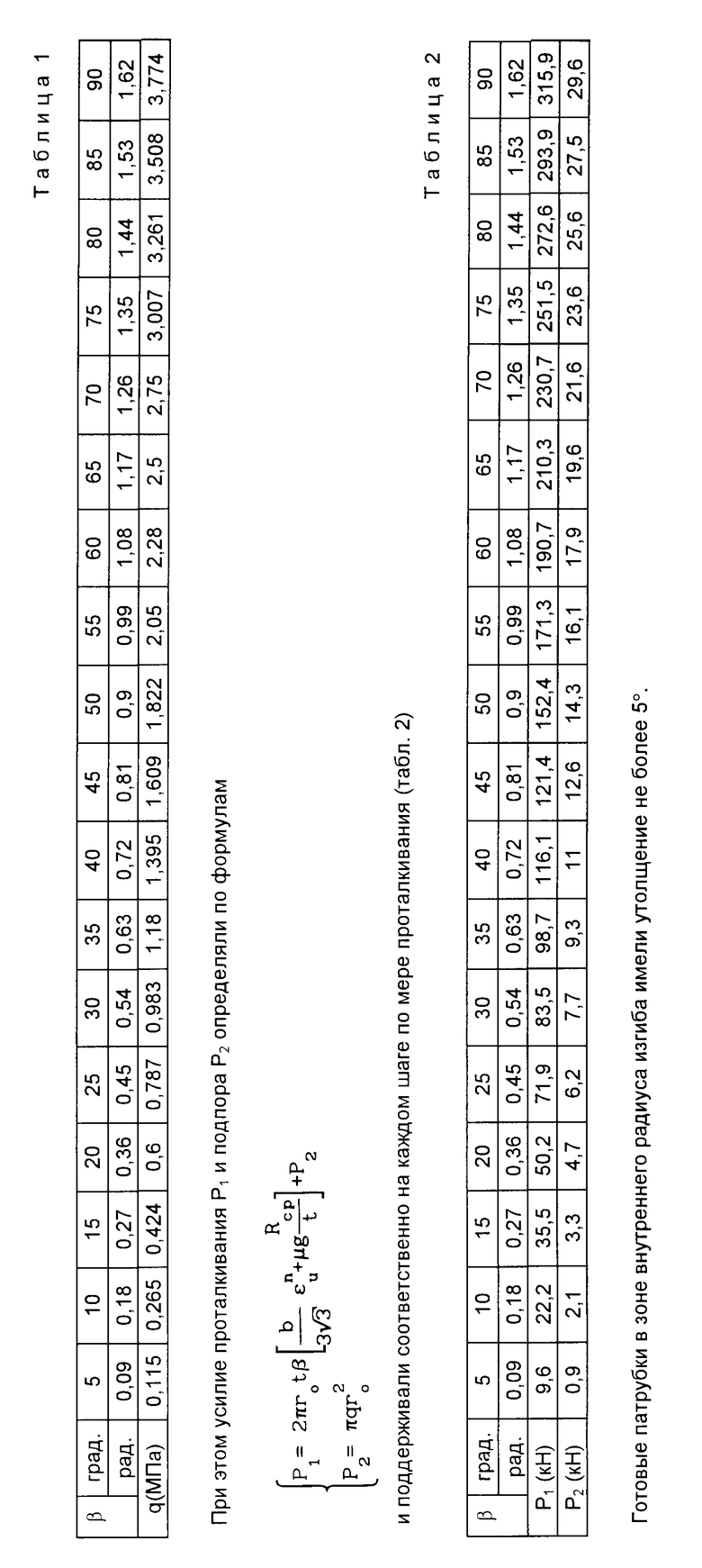
Устанавливали трубную заготовку в гильзу цилиндра проталкивания пресса. По мере изменения угла изгиба bi, определяемого начальным к текущим положением переднего торца заготовки, внутреннее давление qi в заготовке увеличивали. Для расчетов шаг для изменения выбирали 5o (0,09 рад).
На каждом шаге величину внутреннего давления наполнителя рассчитывали по формуле: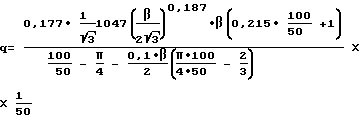
и поддерживали соответственно равными (табл.1).
При этом усилие проталкивания P1 и подпор P2 определяли по формулам: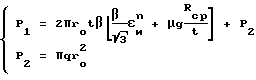
и поддерживали соответственно на каждом шаге по мере проталкивания (табл.2).
Готовые патрубки в зоне внутреннего радиуса изгиба имели утолщение не более 5o.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1993 |
|
RU2048225C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
Использование: изобретение относится к обработке металлов давлением, преимущественно, к способам гибки элементов трубопровода с наполнителем проталкиванием через ручей матрицы и может быть использовано в самолето- и судостроении, а также в других отраслях народного хозяйства. Сущность изобретения: трубную заготовку с давлением наполнителя проталкивают через криволинейный ручей, при этом давление наполнителя по мере проталкивания увеличивают по зависимости: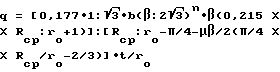 ,
,
где q - текущее значение давления наполнителя, соответствующее текущему углу изгиба β° заготовки, МПа: 6, n - параметры кривой упрочнения материала заготовки вида: σ = b•ε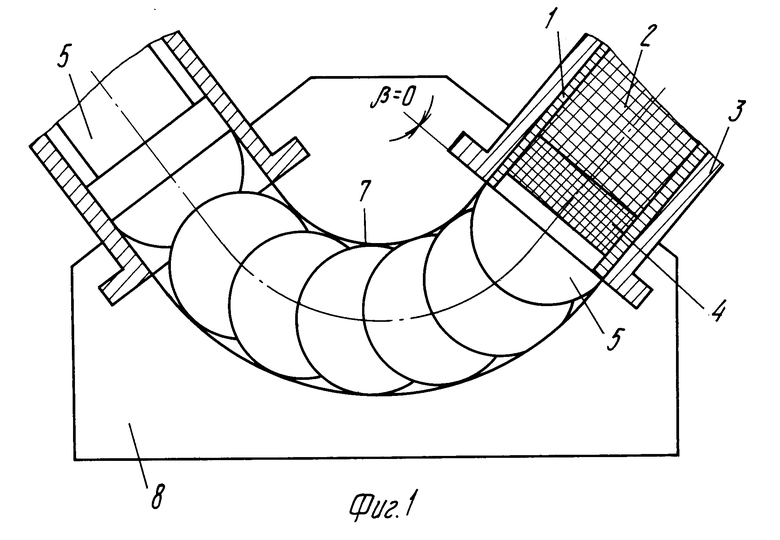
Способ изготовления гибкой крутоизогнутых патрубков, преимущественно, особотонкостенных, при котором трубную заготовку с давлением наполнителя, заключенного в ее полости, проталкивают через криволинейный ручей, при этом давление наполнителя по мере проталкивания увеличивают, отличающийся тем, что увеличивают давление наполнителя согласно зависимости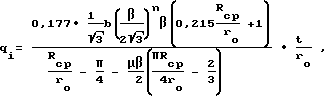
где q текущее значение давления наполнителя, соответствующее текущему углу изгиба заготовки, МПа;
β - текущее значение угла изгиба, град;
b, n параметры кривой упрочнения материала заготовки вида G = b•ε
εи - интенсивность деформации;
ro наружный радиус трубной заготовки, мм;
Rс р средний радиус изгиба заготовки, мм;
t толщина трубной заготовки, мм;
μ - коэффициент трения между заготовкой и материалом криволинейного ручья.
| Велосипед для печатания реклам | 1924 |
|
SU1394A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для формовки криволинейных переходов | 1973 |
|
SU470328A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
