Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ обработки металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла из вакуум-камеры через патрубки непосредственно в кристаллизаторы под уровень металла. В этих условиях вакуум-камера служит герметически закрытым промежуточным ковшом, соединенным с вакуум-насосами. (Соколов Г.А. Внепечное рафинирование стали. М. Металлургия, 1977, с.194, рис.66-а).
Недостатком известного способа является недостаточная производительность и стабильность процесса непрерывной разливки металлов. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизаторов. В этих условиях прекращается процесс непрерывной разливки. Кроме того, при известном способе невозможна регулировка расхода металла в кристаллизаторы в зависимости от изменяющихся технологических параметров процесса разливки. Кроме того, в этих условиях невозможно раскисление разливаемого металла посредством ввода в металл алюминиевой проволоки.
Наиболее близким по технической сущности к изобретению является способ обработки металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш через отдельный патрубок и далее в кристаллизаторы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом начинают производить уменьшение остаточного давления в камере.
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков. Это объясняется тем, что в процессе обработки разливаемого металла не производят раскисление металла в промежуточном ковше посредством ввода алюминиевой проволоки. В результате увеличивается брак непрерывнолитых слитков вследствие большого количества и неравномерного распределения неметаллических включений по объему слитка.
Технический эффект при использовании изобретения заключается в повышении выхода годных непрерывнолитых слитков.
Это достигается тем, что подают жидкий металл из разливочного ковша в вакуум-камеру, создают в ней необходимое по технологии остаточное давление, обрабатывают металл в вакуум-камере, подают металл в промежуточный ковш через патрубок и далее в кристаллизаторы.
В процессе обработки металла в промежуточный ковш вводят алюминиевую подложку в два места по продольной оси ковша симметрично патрубка на расстоянии от его оси, определяемом по зависимости:
L K/d2W, где L расстояние места ввода алюминиевой проволоки в промежуточный ковш от оси патрубка, мм;
d диаметр проволоки, мм;
W скорость ввода проволоки, м/мин;
К эмпирический коэффициент, равный 50000-1000000 м˙мм3/мин, учитывающий весовой расход металла через патрубок.
Улучшение качества непрерывно-литых слитков будет происходить вследствие раскисления металла в необходимых пределах, а также вследствие полного усвоения металлом вводимой алюминиевой проволоки. Подача проволоки на заявляемом расстоянии от оси патрубка обеспечивает попадание проволоки в восходящие потоки металла после его истечения из патрубка, которые направлены под углом к оси патрубка. При этом учитываются закономерности истечения металла из вакуум-камеры через патрубок при его поточном вакуумировании. В этих условиях истечение металла из вакуум-камеры происходит под небольшим ферростатическим давлением, превышающим ферростатическое давление металла, определяемого барометрическим давлением и равной высоте столба металла приблизительно 1,5 м. Дополнительное ферростатическое давление определяется столбом металла, высота которого составляет приблизительно 10-20 мм. Для обеспечения необходимого весового расхода металла под таким небольшим ферростатическим давлением внутренний диаметр проходного отверстия патрубка выполняется относительно большой величины в пределах 180-240 мм.
Диапазон эмпирического коэффициента 50000-1000000 объясняется закономерностями усвоения алюминия, расплавления проволоки, распределения конвективных потоков в промежуточном ковше, величиной весового расхода металла, а также диаметром проволоки. При меньших и больших значениях вводимая проволока не будет попадать в восходящие потоки металла, что приведет к снижению интенсивности усвоения металлом алюминия. Это вызывает брак непрерывно-литых слитков по большому количеству неметаллических включений.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от весового расхода металла из вакуум-камеры.
Способ обработки металла в процессе непрерывной разливки осуществляют следующим образом.
П р и м е р. В процессе обработки металла подают жидкую нераскисленную сталь марки ст.3 из разливочного ковша емкостью 350 т в вакуум-камеру и создают в ней разряжение до необходимого по технологии остаточного давления в пределах 0,3-2,0 кПа в зависимости от раскисленности стали. Металл подают из вакуум-камеры через огнеупорный патрубок с диаметром проходного отверстия в пределах 180-240 мм. Далее металл из промежуточного ковша подают через удлиненные огнеупорные стаканы в кристаллизаторе под уровень металла, из которых вытягивают слитки.
В процессе обработки металла в промежуточный ковш вводят алюминиевую проволоку диаметром в пределах 8-12 мм. При меньших значениях проволока будет расплавляться до попадания в восходящие потоки металла, при больших значениях она не будет расплавляться и после прохода через восходящие потоки металла. В обоих случаях не будет происходить полного усвоения металлом алюминия.
Алюминиевую проволоку вводят в промежуточный ковш со скоростью в оптимальных пределах 2-6 м/мин. При меньших значениях проволока будет расплавляться до ее подхода к восходящим потокам металла, при больших значениях будет происходить перерасход алюминиевой проволоки.
Проволоку вводят в промежуточный ковш в два места по продольной оси ковша симметрично патрубка на расстоянии от оси, определяемом по зависимости
L K/d2W.
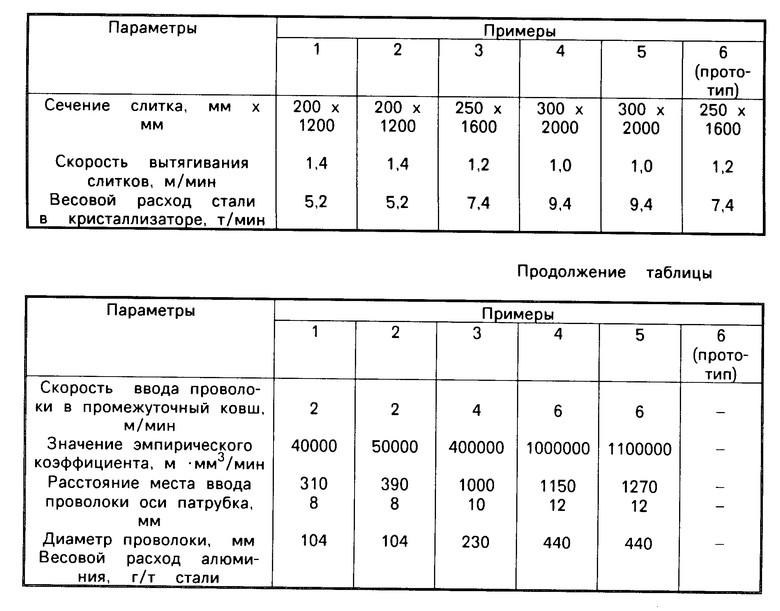
В таблице приведены примеры осуществления способа обработки металла в процессе непрерывной разливки с различными технологическими параметрами.
В первом примере вследствие малого расстояния места подвода алюминиевой проволоки от оси патрубка она не попадает в восходящие потоки металла в промежуточном ковше, что приводит к неполному усвоению подаваемого алюминия и, как следствие, недостаточному раскислению разливаемого металла и браку непрерывнолитых слитков по количеству неметаллических включений.
В пятом примере вследствие большого расстояния места подвода алюминиевой проволоки от оси патрубка она не попадает в восходящие потоки металла, вытекающего из патрубка в промежуточный ковш. Это также приводит к браку непрерывно-литых слитков, что и в первом примере.
В шестом примере (прототипе) вследствие отсутствия подачи алюминиевой проволоки в промежуточный ковш не обеспечивается необходимая степень раскисления металла, что приводит к браку непрерывно-литых слитков по увеличенному содержанию неметаллических включений.
В примерах 2-4 вследствие оптимального расстояния места подвода алюминиевой проволоки в промежуточный ковш относительно оси патрубка она попадает непосредственно в восходящие потоки металла, вытекающие из него. При этом происходит полное усвоение подаваемого в промежуточный ковш алюминия, что снижает брак слитков по количеству неметаллических исключений.
Применение предлагаемого способа обработки металла в процессе непрерывной разливки позволяет повысить выход годных непрерывно-литых слитков на 3-4%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2104119C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ ПОТОЧНОГО ВАКУУМИРОВАНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2056970C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2021077C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2065339C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092273C1 |
Использование: металлургия, непрерывная разливка металла. Сущность изобретения: в процессе вакуумирования металла в вакуум-камере алюминиевую проволоку в промежуточный ковш вводят по продольной оси ковша в два места симметрично патрубка на расстоянии от его оси, определяемом по зависимости L= K/d2W, где d диаметр проволоки, мм; W - скорость ввода проволоки, м/мин; K эмпирический коэффициент, равный 50000-1000000 мм·мм3/мин учитывающий весовой расход металла через патрубок. 1 табл.
СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру с патрубком, создание в ней необходимого остаточного давления, обработку металла в вакуум-камере, подачу металла в промежуточный ковш и далее в кристаллизаторы, отличающийся тем, что в процессе обработки металла алюминиевую проволоку в промежуточный ковш вводят по продольной оси ковша в два места симметрично патрубку на расстоянии от его оси
L K/d2 · W,
где L расстояние места ввода алюминиевой проволоки в промежуточный ковш от оси патрубка, мм;
d диаметр проволоки, мм;
W скорость ввода проволоки, м/мин;
K 50000 1000000 м.мм3/мин эмпирический коэффициент, учитывающий массовой расход металла через патрубок.
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
