Изобретение относится к области литейного производства и может быть использовано при получении отливок с повышенными механическими свойствами металла.
Известен способ литья под давлением, включающий заливку дозы расплава в камеру прессования, предварительное сжатие этой дозы в камере, выдержку в течение 0,5-30 с для образования твердой фазы и последующую запрессовку [1]
Известен способ литья под давлением суспензионных расплавов, содержащих 10-85% твердых частиц (по массе), которые равномерно распределены в расплаве путем перемешивания [2] Способ сложен в реализации, т.к. требует применения специальных мешалок, что ограничивает его применение при литье расплавов на основе меди, железа, титана и др. тугоплавких металлов.
Известен способ получения отливок выжиманием с кристаллизацией под давлением, включающий заливку расплава в камеру выжимания, вытеснение его из камеры в литейную форму и кристаллизацию под давлением [3]
Технологические возможности способа ограничены при получении отливок из суспензионных расплавов тугоплавких металлов.
Цель изобретения расширение технологических возможностей за счет получения отливок из тугоплавких сплавов.
Поставленная цель достигается тем, что в способе получения отливок выжиманием с кристаллизацией под давлением, включающем заливку расплава в камеру выжимания, вытеснение его из камеры в литейную форму и кристаллизацию под давлением, в камеру выжимания заливают последовательно две дозы расплавов с различным химическим составом, у которых температура ликвидуса одного расплава не превышает температуру солидуса другого расплава. Вначале заливают дозу расплава с меньшей температурой ликвидуса, выдерживают ее до температуры, не превышающей температуру солидуса второй дозы расплава, а затем заливают вторую дозу.
Использование указанных приемов и режимов, принятая последовательность их проведения позволяют получить в камере выжимания суспензию (жидко-твердый расплав) на основе железа, титана, меди с необходимым количеством твердой фазы при сокращенном времени выдержки.
Варьируя химсостав полупродуктов, заливаемых в металлоприемник, их температурой и соотношением веса, получают необходимое количество твердой фазы в дозе расплава перед вытеснением его в рабочую полость литейной формы. При заливке второй фазы расплава в жидкометаллическую высокотеплопроводную среду первой дозы, охлажденную ниже температуры солидус второго расплава, происходит резкое охлаждение расплава второй дозы с образованием твердой фазы, одновременным выделением теплоты кристаллизации, выравниванием химсостава и усреднением температуры. Полученный жидко-твердый расплав вытесняют из металлоприемника в рабочую полость литейной формы.
Предлагаемый способ получения отливок может быть использован преимущественно при литье выжиманием металла из облицованной камеры в литейную форму (в этом случае нет ограничений в применяемых сплавах и обеспечивается равномерное распределение твердой фазы).
Известен способ получения высококачественных чугунов путем выплавки полупродуктов в двух электропечах при 1410-1420оС и 1440-1450оС с содержанием углерода соответственно 4,0-4,2% и 2,6-2,8% с последующим смешиванием их в разливочном ковше в пропорциях от 2:1 до 1:3.
В предлагаемом техническом решении так же, как и в известном, используют прием смешивания жидкометаллических полупродуктов, выплавленных в различных плавильных агрегатах Однако в отличие от известного способа, предусматривающего смешивание в ковше двух полупродуктов при их температуре выше точки ликвидус, в предлагаемом техническом решении в жидкометаллический полупродукт, имеющий температуру ниже точки солидус сплава второго полупродукта, заливают этот второй полупродукт и получают в результате жидкометаллическую суспензию, что позволяет говорить о существенных отличиях предлагаемого способа.
П р и м е р. Отливку весом 22 кг из стали 50Л получали способом выжимания с кристаллизацией под давлением в следующей последовательности. Вначале разделили сталь на два полупродукта для обеспечения условия, чтобы температура ликвидус одного из них не превышала температуру солидус второго.
Этому условию удовлетворяют, например, такие полупродукты, как углеродистая сталь с содержанием углерода 0,2% (температура ликвидус 1518оС, температура солидус 1480оС) и углеродистая сталь с содержанием углерода 0,8% (температура ликвидус 1460оС, температура солидус 1360оС). Эти стали выплавляли в двух индукционных электропечах со следующим химсоставом, углерод 0,2, марганец 0,7, кремний 0,3; углерод 0,8, марганец 0,6, кремний 0,3.
В облицованную жидкостекольной смесью камеру выжимания, установленную под литейной формой, заливали 14 кг стали с содержанием углерода 0,8% при температуре 1500оС. После охлаждения расплава в камере до температуры 1440оС в него заливали второй полупродукт 14 кг стали с содержанием углерода 0,2% при температуре 1560оС (сталь поступала в камеру выжимания при температуре 1520оС, часть тепла терялась в процессе перелива). Средняя температура дозы расплава после смешивания полупродуктов в камере выжимания 1480оС, средний химсостав, углерод 0,5, марганец 0,65, кремний 0,3.
При температуре 1480оС в углеродистой стали 50Д содержится около 25% твердой фазы.
Полученный смешиванием расплав вытесняли в рабочую полость металлической литейной формы со скоростью его течения в рабочей полости 0,2-0,25 м/с. Сразу после заливки осуществляли подпрессовку с удельным давлением 5-10 кгс/см2.
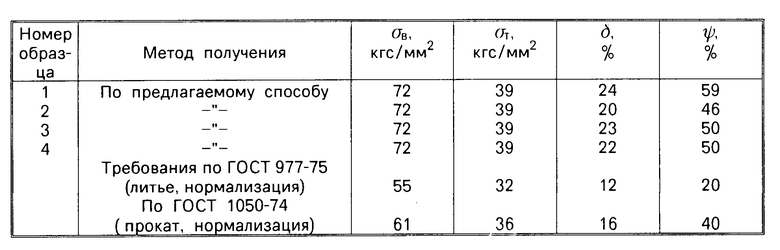
Из полученной отливки вырезали образцы, на которых (после нормализации) испытывали механические свойства. Результаты приведены в таблице.
Полученные результаты показывают, что свойства металла отливок, полученных по предлагаемому способу, значительно превосходят требования ГОСТ на литье и не уступают свойствам металла проката (ГОСТ 1050-74).
Одинаковые величины предела прочности и предела текучести четырех испытанных образцов, вырезанных из одной отливки, свидетельствуют о равномерности механических свойств литья, что открывает возможности замены дорогостоящего и дефицитного проката на точные отливки с одновременным повышением коэффициента использования материала и снижения трудоемкости механической обработки.
Использование предлагаемого способа литья в интервале кристаллизации позволяет значительно расширить номенклатуру используемых сплавов, в том числе на основе железа, упростить процесс получения жидко-твердого расплава. За счет переохлаждения расплава при смешивании открывается возможность получения мелкого зерна металла и существенного повышения его механических свойств.
Сущность способа: в камеру выжимания заливают последовательно две дозы расплава (два полупродукта), выплавленные в различных плавильных агрегатах с различным химическим составом и имеющие различную температуру плавления. Температура ликвидуса одного полупродукта не превышает температуру солидуса второго. Вначале заливают дозу расплава с меньшей температурой ликвидуса и охлаждают его до температуры не выше солидуса второй дозы расплава, затем заливают вторую дозу. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ, включающий заливку расплава в камеру выжимания, вытеснение его из камеры в литейную форму и кристаллизацию под давлением, отличающийся тем, что, с целью расширения технологических возможностей за счет получения отливок из тугоплавких сплавов, в камеру выжимания заливают последовательно две дозы расплавов с различным химическим составом, у которых температура ликвидуса одного расплава не превышает температуру солидуса другого расплава, причем вначале заливают дозу расплава с меньшей температурой ликвидуса, выдерживают ее до температуры, не превышающей температуру солидуса второй дозы расплава, а затем заливают вторую дозу.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для получения отливок | 1980 |
|
SU1041208A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
