Изобретение относится к металлургии, в частности используется для ввода в жидкий расплав легирующих, модифицирующих и шлакообразующих компонентов.
Известен полый электрод, содержащий металлическую оболочку и сердцевину из порошков легирующего и шлакообразующего материалов. Электрод выполнен с пережимами по высоте, разделяющими его на отдельные полости, заполненные легирующими компонентами [1]
При использовании известного электрода требуемой глубины погружения порошковой сердцевины достигнуть не удается, т.к. после попадания поперечного пережима в жидкую сталь оболочка электрода в месте пережима быстро расплавляется и отдельные емкости с порошковой сердцевиной подобно брикетам будут плавать на поверхности отливок. Отсюда степень усвоения легирующих элементов невысока.
Известен способ изготовления присадочного материала, по которому вначале металлической ленте придают U-образную форму. В образовавшийся желоб непрерывно подают порошок наполнителя. Затем желоб формируют в трубку внахлест, после чего трубку обжимают [2]
Известным способом получают присадочный материал в виде проволоки, т.е. длинномерный материал ограниченного диаметра, содержащий наполнитель в виде дробленых до определенной фракции ферросплавов или других материалов. Проволока обладает таким недостатком, как ограниченная возможность увеличения диаметра, обусловленная необходимостью сматывать в бунты для хранения, транспортировки и задачи в расплав. На отдельные полости проволоку не разделяют, поэтому возможность непрерывной подачи различных наполнителей исключена.
Задача изобретения создание композиционного изделия, состоящего из отдельных полостей с наполнителем, разделенных пережимами, сечение которых не расплавится раньше, чем оболочка наполнителя.
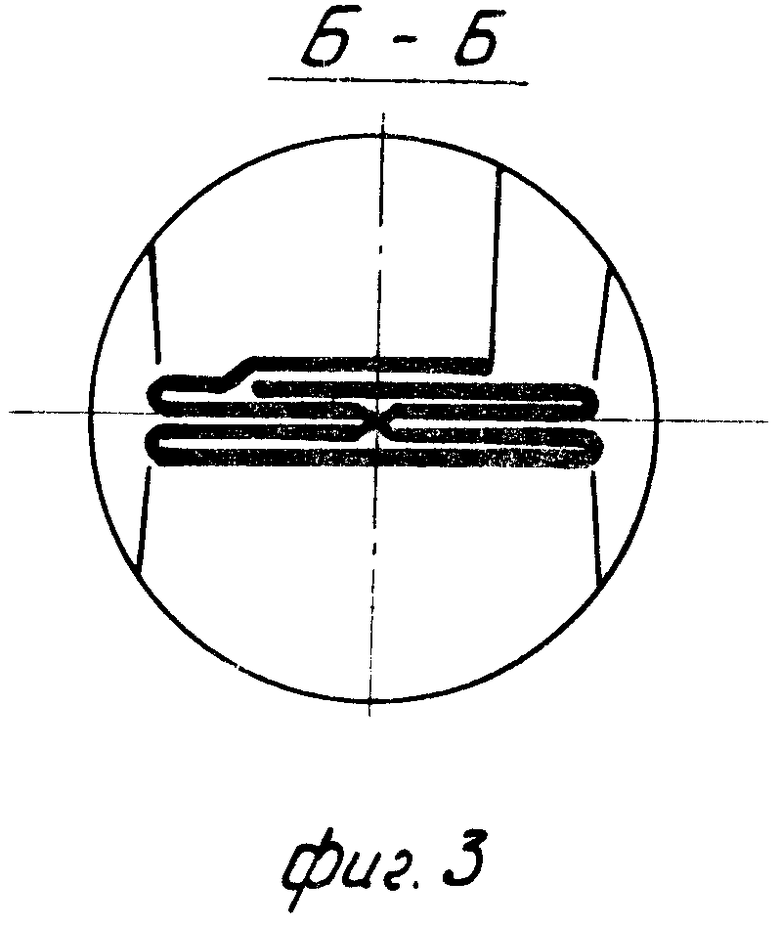
Задача решается тем, что композиционное изделие состоит из металлической трубчатой оболочки, соединенной внахлест, и наполнителя. При этом оболочка имеет пережимы, разделяющие ее на отдельные полости, содержащие наполнитель. Пережимы выполнены из нескольких слоев. При этом каждый слой параллелен нахлесту. Для выполнения такого пережима поверхность металлической оболочки, соединенной внахлест, сначала прогибают внутрь до соприкосновения стенок в центре, а затем в плоскости, параллельной нахлесту, сплющивают до плоского состояния. При этом происходит обжатие наполнителя и создается натяжение металлической оболочки в зоне нахлеста, что гарантирует нераскрытие оболочки до момента задачи композиционного изделия в расплав. В случае достижения композиционным изделием днища ковша, т.е. при возникновении осевого усилия на вводимое изделие, оболочка которого уже подплавлена, происходит раскрытие полости в зоне нахлеста и наполнитель высыпается на днище сталеразливочного ковша. При этом обеспечивается высокая степень усвоения вводимых компонентов, т. к. те участки, где сформированы пережимы, расплавятся значительно позже, чем оболочка полости с наполнителем. Это объясняется тем, что сечение пережима выполнено многослойным, а оболочка полости наполнителя представляет собой один слой.
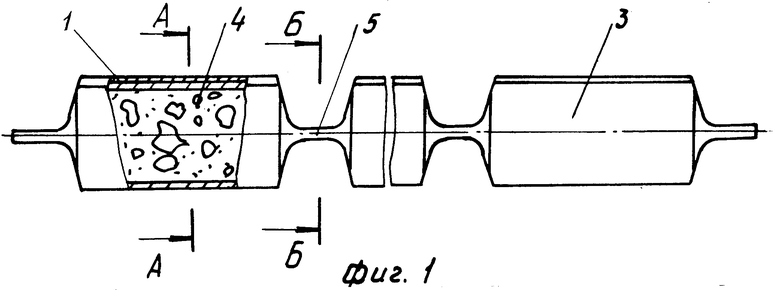
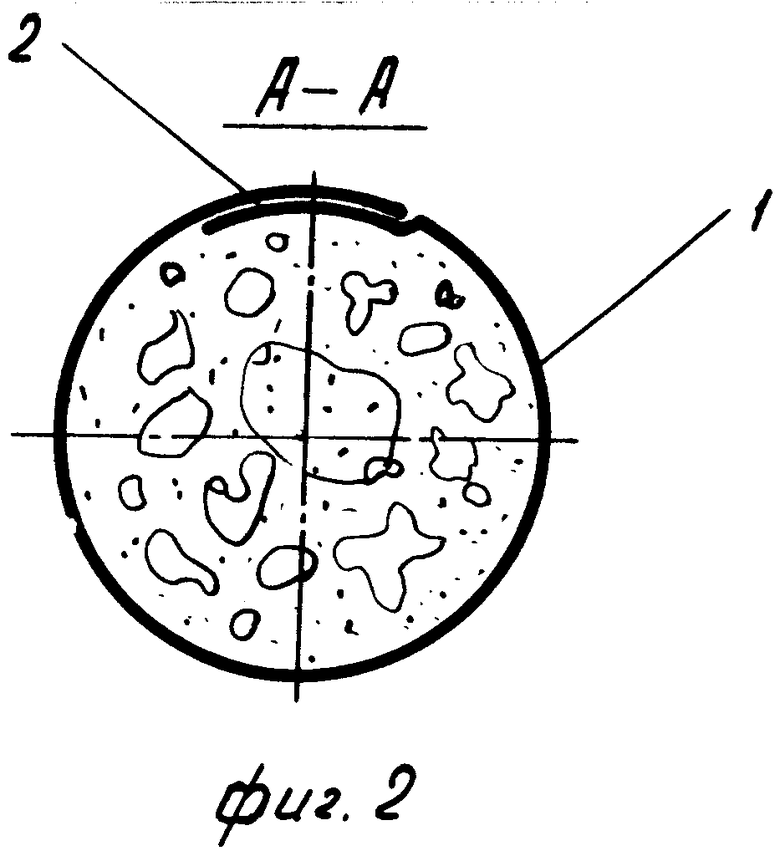
На фиг. 1 изображено композиционное изделие; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1 (сформированный пережим); на фиг. 4 устройство для реализации способа изготовления композиционного изделия; на фиг. 5 схема формирования пережима по сечению.
Композиционное изделие состоит из металлической оболочки 1, собранной нахлестом 2. Оболочка разделена на отдельные полости 3, заполненные вводимыми компонентами наполнителем 4. Полости разделены пережимами 5, состоящими из нескольких слоев, параллельных выпрямленному нахлесту 2.
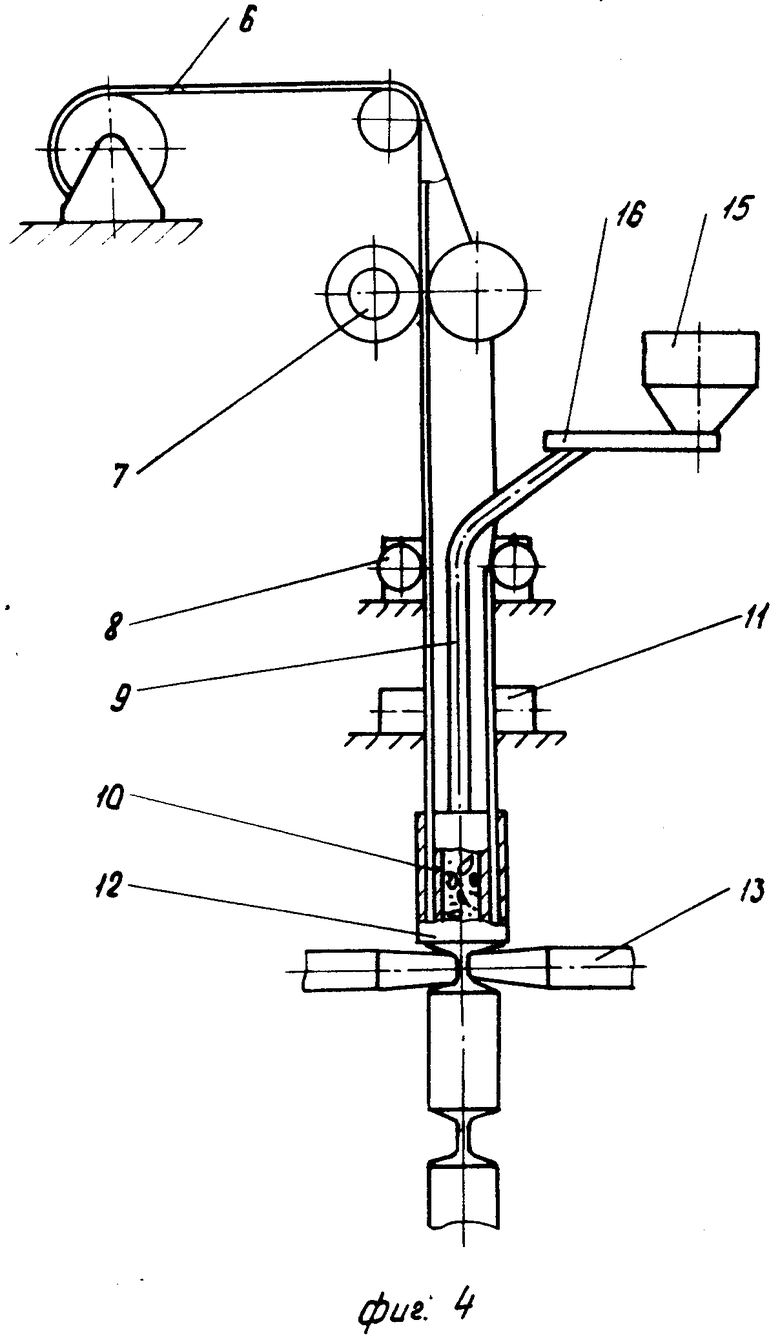
Изделие изготавливают следующим образом. Металлическая лента 6 определенной толщины (в зависимости от требуемого диаметра полостей композиционного изделия) поступает непрерывно в гибочные ролики 7 и 8, где ей придается U-образная незакрытая форма. На этом участке ленты расположен тракт 9 подачи наполнителя с калибровочным наконечником 10. На участке между роликами 8 и 11 металлическая оболочка уже сформирована внахлест (фиг. 2). Сформированная оболочка поступает в направляющую 12, из которой оболочку вытягивают для формирования пережима. Формирование пережимов осуществляют при помощи двух пар инструментов 13 и 14, расположенных попарно перпендикулярно друг другу, из которых одна пара профильные инструменты 13, а другая плоские инструменты 14. Профильные инструменты прогибают поверхность металлической оболочки внутрь до соприкосновения противоположных стенок в центре, а затем плоские инструменты сплющивают полученный профиль до плоского состояния.
Первый пережим формируют без наполнителя. Затем из бункера 15 через взвешивающедозирующее устройство 16 и тракт 9 подают определенную порцию наполнителя. Заполненную часть оболочки вытягивают из направляющей 12 и формируют следующий пережим, и т.д. до получения композиционного изделия необходимой длины, которое затем отрезают.
Разрезая или соединяя по пережимам секции композиционного изделия, осуществляют непрерывную задачу требуемых легирующих, модифицирующих или шлакообразующих компонентов в любых фиксированных количествах и в любой последовательности, изменяя при этом диаметр полостей и шаг между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ ДЛЯ СВАРКИ И НАПЛАВКИ МЕТАЛЛОВ, А ТАКЖЕ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2003 |
|
RU2243075C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛЬЦИЙСОДЕРЖАЩЕЙ ПРОВОЛОКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2014 |
|
RU2639742C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
| Способ изготовления присадки для обработки жидкой стали | 1983 |
|
SU1256410A1 |
| НАНОХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2347647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| Проволока с наполнителем для внепечной обработки металлургических расплавов | 2019 |
|
RU2723863C1 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
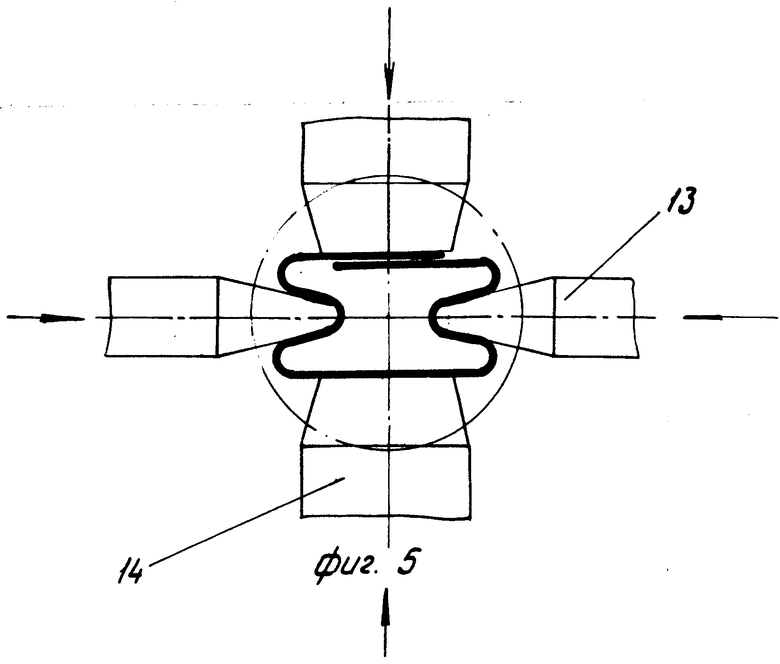
Использование: металлургия, в частности для ввода в жидкий расплав легирующих, модифицирующих и шлакообразующих компонентов. Сущность: изделие представляет собой металлическую оболочку, собранную внахлест и состоящую из отдельных полостей, заполненных наполнителем, полости разделены между собой пережимами, состоящими из нескольких слоев, параллельных нахлесту. Для формирования пережима поверхность оболочки сначала прогибают внутрь парой профильных инструментов до соприкосновения стенок в центре, а затем парой плоских инструментов в плоскости, параллельной нахлесту, сплющивают до плоского состояния. 2 с.п.ф-лы, 5 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
