Изобретение относится к способу изготовления порошковой проволоки диаметром 2-8 мм, применяемой для сварки и наплавки, а также для обработки металлических расплавов.
Известен способ изготовления порошковой проволоки, включающий непрерывную формовку ленты в U-образный желоб без отбортовки краев с разной высотой вертикальных стенок. Заполняют желоб порошковым материалом. Из желоба формируют замкнутую трубчатую оболочку проволоки с перекрытием продольных кромок оболочки внахлест. Формируют дополнительный внутренний гофр. При формировании дополнительного внутреннего гофра внешнюю часть оболочки в зоне нахлеста прижимают к стороне гофра. Последующее формирование полученной заготовки осуществляется до смыкания сторон дополнительного гофра. Стороны дополнительного гофра зажимают между собой участок оболочки с зоной нахлеста с образованием замкового соединения в виде фальцевого шва. Фальцевый шов уплотнен внутрь оболочки [RU, Авторское свидетельство, 2103137, кл. В 23 К 35/40, 1998].
Для реализации данного способа формовочный стан включает 7 рабочих клетей дуо.
Недостатки данного способа:
1. Отсутствие геометрических параметров, может привести непосредственно к таким видам брака при формовке, как гофр и смещение трубчатой заготовки.
2. Разная высота вертикальных стенок требует специальных удерживающих устройств или валки сложной конфигурации, а также при формировании фальцевого шва также требуются валки сложной конфигурации, что делает процесс более дорогостоящим, а настройку стана более продолжительной и трудоемкой.
3. Наблюдается неравномерность обжатия порошкового материала внутри оболочки по длине трубчатого профиля из-за формирования фальцевого шва, что отрицательно сказывается на металлошве при сварке или наплавке.
Технологический эффект заключается в повышении качества готового изделия за счет повышения точности геометрических параметров при формовке.
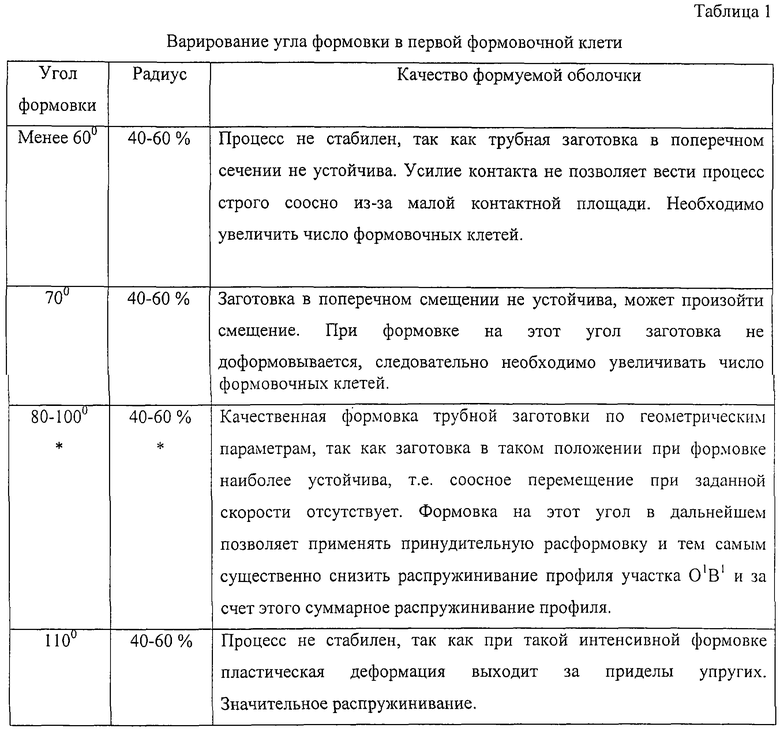
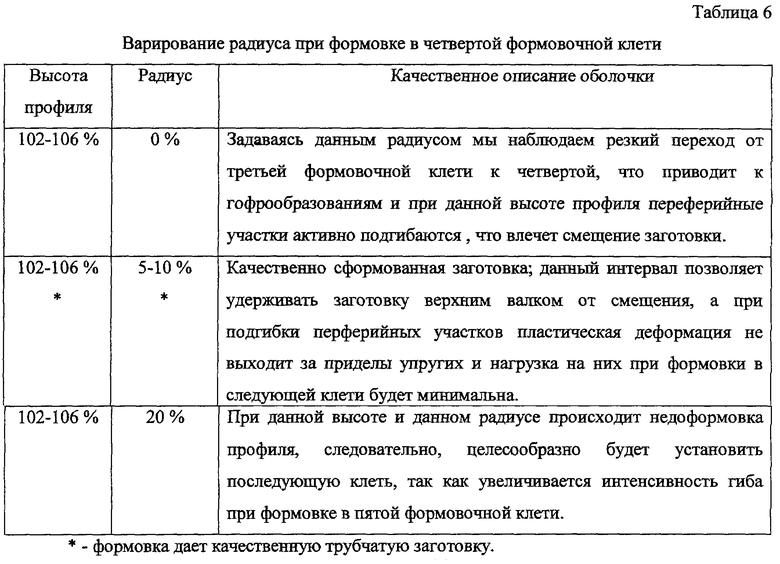
Данный технологический эффект достигается тем, что металлическую ленту в первой формовочной клети формуют сначала в V-образный профиль, на котором центральный участок формуют на угол 80-100° радиусом, превышающим радиус изделия на 40-60%, а периферийные участки поднимаются относительно угла и радиуса; во второй формовочной клети заготовка формуется по всей ширине на угол 160-200° радиусом, превышающим радиус изделия на 80-120%; в третьей формовочной клети заготовка формуется в U-образный профиль, где центральный участок формуют на угол в 180° радиусом, превышающим радиус готового изделия на 20-40%, а периферийные участки при этом полностью распрямляют параллельно друг другу на одинаковую высоту; в четвертой формовочной клети центральный участок формуют на радиус, превышающий радиус изделия на 5-10%, а периферийные участки осаждаются верхним валком на высоту, равную 102-106% от высоты профиля готового изделия; в пятой формовочной клети заготовку формуют на радиус, превышающий радиус изделия на 0-10%, и левую кромку осаждают верхним валком по высоте на величину 0-50% толщины стенки; в шестой формовочной клети формируют нахлест кромки на кромку с перекрытием 50-100% толщины стенки.
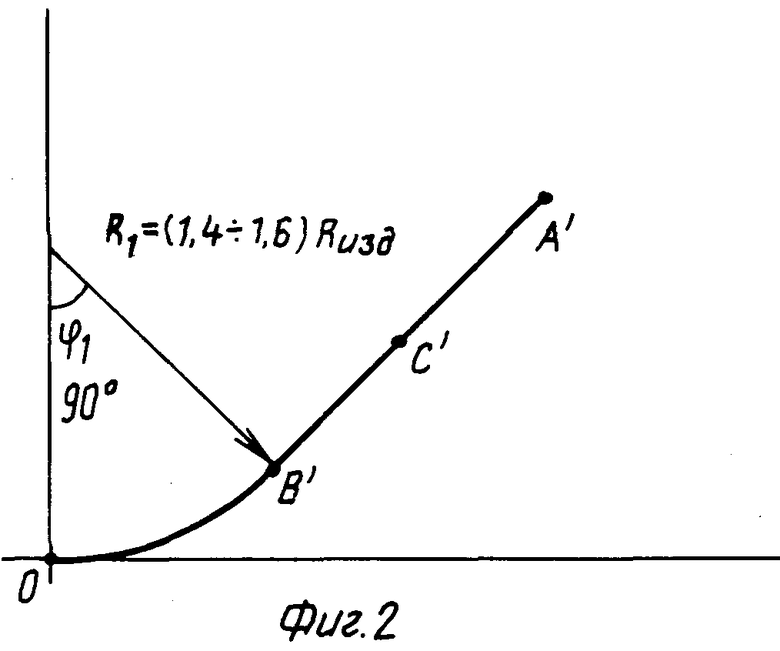
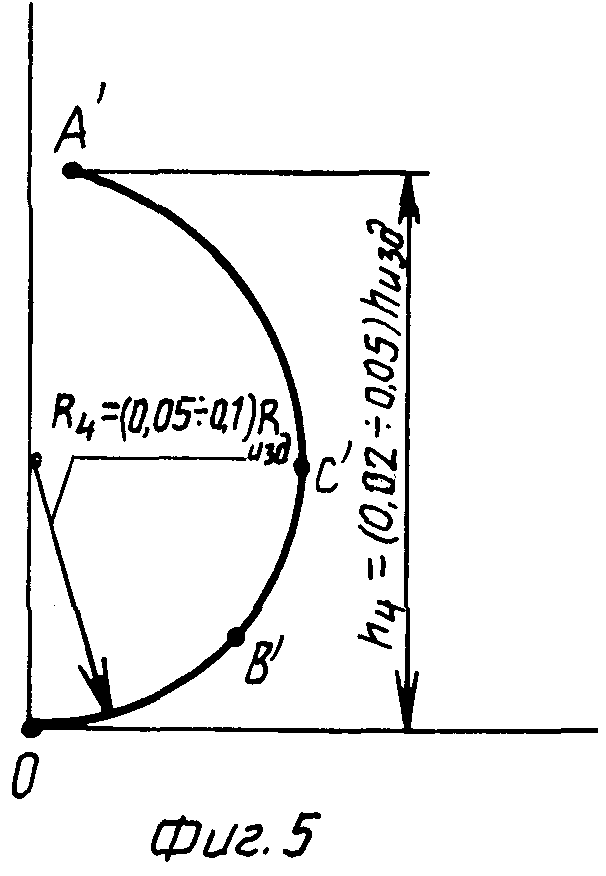
На фиг.1 изображена схема изготовления порошковой проволоки по предлагаемому способу; на фиг.2, 3, 4, 5, 6, 7 изображены последовательные этапы формоизменения металлической оболочки; на фиг.8 - график формовки полосы по центральному и периферийному участкам, разбитым на три перехода.
На чертежах обозначены: 1 - разматыватель; 2 - задающая клеть; 3, 4, 5, 7, 8, 9 - горизонтальные формовочные клети; 6 - дозатор ленточного типа; 10 - волока со смазывающей проволоку перед волочением коробкой (“мыльницей”), 11 - намоточный барабан; точки А, С, В, О, В', С', А', показанные на фиг.2, 3, 4, 5, 6, 7, это условные участки на которые разбита лента. Исходная полоса с разматывателя 1 поступает в задающую-направляющую клеть 2 (позиция А), затем в первой формовочной клети 3 заготовка подвергается формоизменению в V-образный профиль, здесь происходит формовка центрального участка В, О, В1 на угол 80-100° и радиусом, превышающим радиус готового изделия на 40-60% (фиг.2), во второй формовочной клети заготовка формуется по всей ширине полосы радиусом, превышающим радиус изделия на 80-120% (фиг.3), происходит расформовка профиля, что обеспечивает наиболее положительный результат при разгрузке центрального участка В, О, В' и вследствие чего устраняется распружинивание, которое образовывается после первой формовочной клети, в третьей формовочной клети заготовка формуется в U-образный профиль, где центральный участок С, В, О, В', С' формуют на угол в 180° радиусом, превышающим радиус готового изделия на 20-40%, а периферийные участки С, А и С', А' при этом полностью распрямляют параллельно друг другу на одинаковую высоту (фиг.4), получившийся U-образный профиль с помощью дозатора ленточного типа 6 заполняют порошковым наполнителем (позиция Д), в четвертой формовочной клети центральный участок С, В, О, В’, С’ формуют на радиус, превышающий радиус изделия на 5-10%, а периферийные участки С, А и С’, А’ заполненной порошковым материалом трубной оболочки осаждаются верхним валком на высоту, равную 102-106% от высоты профиля готового изделия, процесс происходит без разрезной шайбы, т.к. даны такие параметры, при которых периферийные участки упираются в верхний валок и тем самым предохраняют заготовку от смещения (фиг.5), в пятой формовочной клети заготовка формуется по всей длине ленты на радиус, превышающий радиус изделия на 5-10%, причем левый периферийный участок, формующийся таким же радиусом, осаждается верхним валком по высоте на величину до 50% толщины стенки (фиг.6), чтобы впоследствии можно было сформировать замковое соединение, в шестой формовочной клети формируют нахлест кромки на кромку с перекрытием 50-100% толщины стенки (фиг.7), далее сформованная и заполненная трубчатая заготовка поступает в волочильный блок, состоящий из шести волок со смазывающими проволоку перед волочением коробками (“мыльницами”) (позиция 10), пяти промежуточных и одного намоточного барабанов (позиция 11), здесь происходит равномерное обжатие по всему профилю до заданного типоразмера.
После проведения ряда исследований было доказано, что данные параметры наиболее подходящие под данный процесс производства порошковой проволоки. Выводы после проведенных экспериментов приведены в табл.1, 2, 3, 4, 5, 6.
Суть способа графически изображена на фиг.8, где дано поэтапное формоизменение ленты в трубчатую заготовку. На первом этапе в первой формовочной клети происходит подгибка центрального участка ВОВ' обозначенного прямой линией на величину х1=1/R1=0,285, при этом периферийные участки ВС, В'С', обозначенные штрихпунктирной линией, и СА, С'А' обозначенные пунктирной линией, формоизменению не подвергаются. Во второй формовочной клети происходит расформовка профиля по всей длине одним радиусом на величину х2=0,208, при этом центральный участок ВОВ', обозначенный прямой линией, разгружается на величину Δх=0,073 до точки х2, а периферийные участки АС и С'А', обозначенные пунктирной линией, перемещаются относительно профиля, получившегося после первой формовочной клети. На следующем этапе формовки в третьей формовочной клети происходит формоизменение на центральном участке CBOB'C', обозначенном прямой линией ВОВ' и штрихпунктирной линией ВС, В'C', до величины х3=0,345, а периферийные участки СА и С'А', обозначенные пунктирной линией, на этом этапе полностью распрямляются параллельно друг другу на одинаковую высоту и формоизменению не подвергаются. В четвертой формовочной клети профиль формуется по всей ширине и поэтому все участки (центральный и периферийные) встречаются в одной точке х4=0,43. В пятой формовочной клети левая кромка осаждается верхним валком на высоту, равную толщине стенки, тем же радиусом, которым формуется вся заготовка в этой клети, и поэтому перепадов в графике не наблюдается х5=0,43, а графический участок перехода от четвертой формовочной клети, - к пятой будет прямым. В шестой, заключительной формовочной клети происходит образование замка внахлест до конечного профиля сформованной трубчатой оболочки х6=0,44.
Предлагаемый способ за счет своих установленных геометрических параметров при формировании ленты в трубчатую заготовку позволяет повысить качество изделия, более обоснованно подходить к проектированию, изготовлению и настройке рабочего инструмента. Кроме этого простота замкового соединения и одинаковая высота вертикальных стенок позволяет изготавливать валки более простой конфигурации.




| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2224632C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ПОВЫШЕННОЙ ПЛОТНОСТЬЮ ПОРОШКОВОГО НАПОЛНИТЕЛЯ | 2011 |
|
RU2488473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| Способ изготовления порошковой проволоки | 1990 |
|
SU1754382A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |





Изобретение может быть использовано при производстве порошковой проволоки диаметром 2-8 мм. Металлическую ленту формуют сначала в V-образный профиль, а затем расформовывают в U-образный с одинаковой высотой вертикальных стенок. Полученный профиль заполняют порошковым наполнителем. В последующих клетях полученный профиль свертывают в трубчатую заготовку с перекрытием кромок оболочки и образованием замкового соединения внахлест и последующим редуцированием. При этом строго регламентированы геометрические параметры при формировании ленты. Повышение точности геометрических параметров при формовке позволяет получить готовые изделия высокого качества. Простота замкового соединения и одинаковая высота вертикальных стенок позволяет использовать валки простой конфигурации. 8 ил., 6 табл.

Способ изготовления порошковой проволоки для сварки, наплавки и обработки металлических расплавов, включающий формовку оболочки из металлической ленты в профильных валковых калибрах формовочных клетей, заполнение оболочки порошковыми материалами, формирование замкового соединения и последующее редуцирование, отличающийся тем, что в первой формовочной клети формуют центральный участок оболочки на угол 80-100° с радиусом, превышающим радиус изделия на 40-60%; во второй формовочной клети заготовку формуют по всей ширине на угол 160-200° с радиусом, превышающим радиус изделия на 80-120%; в третьей формовочной клети центральный участок формуют на угол в 180° с радиусом, превышающим радиус готового изделия на 20-40%, а периферийные участки при этом полностью распрямляют параллельно друг другу на одинаковую высоту, после чего производят заполнение оболочки порошковым материалом; в четвертой формовочной клети центральный участок формуют на радиус, превышающий радиус изделия на 5-10%, а периферийные участки осаждают верхним валком на высоту, равную 102-106% от высоты профиля готового изделия; в пятой формовочной клети заготовку формуют на радиус, превышающий радиус изделия на 5-10%, и левую кромку осаждают по высоте верхним валком на величину до 50% толщины стенки; в шестой формовочной клети формируют внахлест кромки на кромку с перекрытием 50-100% толщины стенки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| Способ изготовления порошковых электродных материалов | 1985 |
|
SU1338995A1 |
| US 3543381 А, 01.12.1970 | |||
| Вибрационный наклонный струйный аппарат | 1990 |
|
SU1752425A1 |

