Изобретение относится к металлургии, а именно к термической и химико-термической обработке зубчатых колес, и направлено на решение проблемы создания технологии обработки азотируемых высоконагруженных нешлифуемых зубчатых колес, позволяющей обеспечить их работоспособность, соизмеримую с цементуемыми (нитроцементуемыми) зубчатыми колесами.
Цементацией (нитроцементацией) достигается высокие значения характеристик контактной выносливости и выносливости при изгибе. Однако использование этих видов химико-термической обработки с последующей термической обработкой вследствие многократных высокотемпературных нагревов и охлаждений вызывает сильную деформацию зубчатых колес, снижает точность на 2.3 степени. Для устранения образующихся геометрических погрешностей при зубошлифовании приходится удалять большой припуск (0,15.0,25 мм с каждой стороны зуба). Необходимость предупреждения прижогов ограничивает производительность зубошлифования, повышая его трудоемкость, которая может доходить до 40% от всей трудоемкости изготовления зубчатых колес.
Азотирование как способ поверхностного упрочнения зубчатых колес достаточно широко применяется в производстве. Однако о возможности использования азотирования для высоконагруженных зубчатых колес с целью достижения стойкости, соизмеримой со стойкостью цементуемых, данных нет. Уровни допускаемых напряжений, зафиксированные в нормативных документах и стандартах различных стран, в том числе и России (ГОСТ 21354-87), для азотированных колес значительно меньше, чем для цементованных.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ азотирования деталей, заключающийся в объемной закалке, поверхностной закалке токами высокой частоты (ТВЧ), высоком отпуске, механической обработке и азотировании на глубину не более глубины поверхностного закаленного слоя.
Повышение контактной долговечности при использовании названного способа достигается получением в поверхностном слое детали мелкого зерна аустенита N 11.12 вследствие введения в цикл термической обработки закалки ТВЧ. Получение столько мелкого зерна предотвращает образование грубой нитридной сетки при азотировании и соответственно повышает сопротивление зарождению и развитию усталостных трещин.
Однако особенности структурного и соответственно напряженного состояния, возникающие в переходной зоне между поверхностно закаленным слоем и сердцевиной, в ряде легированных сталей с пределом текучести σ0,2 ≥ 800 МПа вызывают снижение усталостной прочности при изгибе. Это ограничивает применение данного способа.
Предлагаемая техническая обработки азотируемых высоконагруженных высокоточных нешлифуемых зубчатых колес, позволяющая обеспечить их работоспособность, соизмеримую с цементуемыми зубчатыми колесами, базируется на одновременном выполнении комплекса требований: по выбору сталей; по термической обработке; по технологии азотирования.
Предлагаемый способ азотирования позволяет обрабатывать высоконагруженные высокоточные зубчатые колеса из низкоуглеродистых вторичнотвердеющих сталей мартенситного класса и реализуется проведением двух- или трехкратной циклической объемной закалки от температуры 900.975оС при длительности выдержки 1.3 ч с предварительным перед каждой закалкой отпуском при 600.675оС в течение 1.5 ч и двухступенчатым азотированием: на первой ступени при температуре 500.540оС в течение 20.10 ч, на второй ступени при температуре 540. 570оС в течение 40.20 ч.
Азотирование проводится для зубчатых колес, изготовленных из низкоуглеродистых вторичнотвердеющих сталей мартенситного класса:
с пределом текучести σ0,2 после термической обработки не ниже 1000 МПа, твердостью не ниже 38,5 НRCэ и ударной вязкостью КСU не ниже 0,7 МДж/м2. Более высокие значения твердости сердцевины азотированных зубчатых колес улучшают их работоспособность, но при твердости выше 42.43 НRCэ становится затруднительным зубофрезерование;
с теплостойкостью не ниже 560.580оС. При такой теплостойкости возможно ведение процесса азотирования при температурах, обеспечивающих упрочнение слоя преимущественно некогерентными выделениями, что уменьшает микроискажения кристаллической решетки α-фазы, а поэтому повышает контактную выносливость. Выполнение требований по теплостойкости также связано с необходимостью сохранения названных значений предела текучести и твердости при длительности процесса азотирования до 70.75 ч;
не склонных к отпускной хрупкости 2-го рода (обратимой отпускной хрупкости);
с малой склонностью к структурной наследственности, что делает возможным получение зерна аустенита N 9.10 посредством объемной термической обработки;
не склонных к образованию в процессе азотирования карбидной сетки по границам зерен аустенита как в сердцевине, так и в азотированном слое. Для этого сталь должна содержать не менее 2.3% никеля;
с содержанием нитридообразующихся элементов не выше 3.4% для получения толщины азотированного слоя не менее 0,6 мм и плавного изменения твердости от поверхности к сердцевине.
Проведением двух- или трехцикловой объемной термической обработки с указанными температурно-временными параметрами процессов предварительного отпуска и закалки в каждом цикле (при 600.675оС в течение 1.5 ч + закалка от 900.975оС с выдержкой 1.3 ч) обеспечивается получение мелкого зерна аустенита N 9.10 даже при изготовлении крупных колес. В совокупности с циклической обработкой и окончательным отпуском при 560.600оС достигается требуемый уровень механических свойств и теплостойкости.
При удовлетворении требований по составу сталей и свойствам сердцевины после проведения двухступенчатого азотирования обеспечивается толщина азотированного слоя не менее 0,60 мм;
твердость поверхности не ниже 800 НV5 при упрочнении преимущественно некогерентными выделениями, плавное изменение твердости по глубине азотированного слоя;
эффективная толщина упрочненного слоя более 0,30 мм при твердости не ниже 500 НV5; толщина слоя ε -фазы не более 5 мкм; отсутствие сплошной сетки γ -фазы и сплошной сетки нитридов легирующих элементов.
Предлагаемый способ упрочнения отработан в лабораторных условиях и опробован на зубчатых колесах скоростных редукторов из стали 16Х2Н3МФБАЮ-Ш.
Эта сталь, разработанная на основе требований, предъявляемых к теплостойким цементуемым сталям, одновременно удовлетворяет требованиям, предъявляемым к азотируемым сталям для тяжелонагруженных зубчатых колес и изложенных выше.
После закалки от 900оС в масле и отпуска при 600оС в течение 2 ч сталь имеет следующие механические свойства: σВ=1270 МПа, σ0,2 ≥=1100 МПа δ15,6% ϑ=63% КСU=0,89 МДж/м2; НRCэ=39.
Твердость и ударная вязкость сохраняются неизменными после отпуска при 540оС в течение 60 ч. Сталь 16ХН3МФБФЮ-Ш относится к наследственно-мелкозернистым и в тоже время проявляет склонность к структурной наследственности, поэтому получение мелкого зерна аустенита N 9.10 требует проведения специальной термообработки.
Наиболее эффективным для сталей подобного типа, отличающихся высокой устойчивостью аустенита в перлитной области, является использование циклической объемной закалки с промежуточным отпуском.
Так, для стали 16Х2Н3МФБАЮ-Ш формирование зерна N 9.10 при исходном N 6. 7 возможно при следующих температурно-временных параметрах:
1-й цикл отпуск 650оС, 2 ч + закалка 975оС, 1 ч, масло;
2-й цикл отпуск 650оС, 2 ч + закалка 900оС, 1 ч, масло;
3-й цикл отпуск 650оС, 2 ч + закалка 900оС, 1 ч, масло.
Аналогичный результат может быть получен и при двухцикловой обработке, но в этом случае параметры обработки должны быть изменены.
Двух- и трехцикловые обработки дают лучшую стабильность свойств, чем одноцикловая.
Из кованых заготовок стали 16Х2Н3МФБАЮ-Ш, прошедших трехцикловую термическую обработку и окончательный отпуск 600оС, 2 ч, были изготовлены роликовые образцы для испытаний на контактную выносливость и зубчатые колеса на изгибную усталость.
Упрочнение проводили на установке ионного азотирования по двухступенчатому режиму: 1-я ступень температура 500оС, время 20 ч; 2-я ступень температура 540оС, время 40 ч, толщина слоя 0,70 мм, твердость поверхности 824 НV5, твердость сердцевины 39 HRCэ, толщина слоя ε -фазы изменялась от 0 до 5 мкм.
Одновременно проводили испытания образцов и зубчатых колес из цементованной стали 18Х2Н4ВА с толщиной слоя 1,6 мм, твердостью поверхности 824 НV5, твердости сердцевины 43 НRCэ.
Предел контактной выносливости, определенный на роликовых стендах по схеме качения с проскальзыванием в соответствии с ГОСТ 25501-78, для азотированной стали 16Х2Н3МФБАЮ-Ш составил 2400 МПа, а для цементованной стали 18Х2Н4ВА 2200 МПа.
Изгибную выносливость зубчатых колес определяли на электромагнитном пульсаторе. Цикл изменения напряжений был близок к отнулевому (коэффициент асимметрии цикла -r= 0,05). Предел изгибной выносливости азотированных колес получен равным 850 МПа и соизмерим с пределом выносливости цементованной стали 18Х2Н4ВА, для которой он равен 900 МПа.
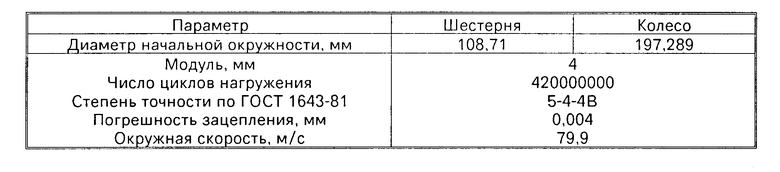
Интегральная оценка работоспособности азотированных зубчатых колес, поставленных взамен цементованных и подвергнутых обработке по предлагаемому способу, была получена при испытаниях на установке замкнутого контура. Параметры испытанных колес приведены в таблице.
Зубчатые колеса редуктора прошли испытания без повреждений. Таким образом, при удовлетворении всей совокупности требований по составу стали, ее термической и химико-термической обработке, азотированные зубчатые колеса по изгибной и контактной выносливости соизмеримы с цементуемыми и не требуют зубошлифования после азотирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2014 |
|
RU2574944C1 |
| Способ азотирования деталей | 1990 |
|
SU1770445A1 |
| КОРРОЗИОННО-СТОЙКАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ СТАЛЬ | 2005 |
|
RU2296177C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
| ТРУБОПРОВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2069807C1 |
| СОСУД ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1993 |
|
RU2051308C1 |
| Способ упрочнения деталей | 1976 |
|
SU610873A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2358019C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| СПОСОБ НИТРОЗАКАЛКИ СТАЛИ С ДВОЙНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2000 |
|
RU2184796C2 |
Сущность изобретения: зубчатые колеса из низкоуглеродистых вторичнотвердеющих сталей мартенситного класса подвергают 2- или 3- кратной циклической объемной закалке с температуры 900 975°С и выдержкой 1 3 ч с предварительным перед каждой закалкой отпуском при 600 675°С в течение 1 5 ч, отпуску, механической обработке и азотированию на заданную глубину, которое проводят в две ступени: первую при температуре 500 540°С в течение 10 20 ч, вторую при температуре 540 570°С в течение 20 40 ч. 1 табл.
СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ИЗ НИЗКОУГЛЕРОДИСТЫХ ВТОРИЧНОТВЕРДЕЮЩИХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА, включающий объемную закалку, отпуск, механическую обработку и азотирование, отличающийся тем, что проводят двух- или трехкратную циклическую объемную закалку с температуры 900 975 oС при длительности выдержки 1 3 ч с предварительным перед каждой закалкой отпуском при 600 675oС в течение 1 5 ч, а азотирование на заданную глубину проводят в две ступени: первую при 500 540oС в течение 10 20 ч, а вторую - при 540 570oС в течение 20 40 ч.
| Способ азотирования деталей | 1988 |
|
SU1574649A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
