Изобретение относится к обработке поверхностей изделий покрытиями, в частности, к облицовке внутренних поверхностей трубопроводов в полевых условиях, и может быть использовано в различных областях народного хозяйства.
Известны способы и устройство для нанесения покрытий на внутреннюю поверхность трубопроводов, заключающиеся в том, что внутрь трубопровода вставляют с возможностью перемещения при обеспечении герметичности трубчатый подвижный узел. На переднем конце основы узла установлена выступающая головка, а с ее задним концом соединены тяговый трос и рукав для подачи под давлением материала покрытия. Внутри трубопровода за задней поверхностью узла увеличивают давление и перемещают узел внутри трубопровода до места нанесения покрытия. Затем натягивают трос со входной стороны трубопровода и возвращают узел назад, распыляя при этом материал покрытия из головки, в результате чего формируют покрытие на внутренней поверхности трубопровода [1]
Недостатками этого способа и устройства являются невысокое качество покрытия, значительные энергозатраты на перемещение трубчатого подвижного узла к месту начала нанесения покрытия и невысокий коэффициент полезного действия, необходимость применения значительного давления для перемещения по рукаву материала покрытия из-за множества перегибов.
Наиболее близким к изобретению является линия для облицовки внутренней поверхности трубопроводов, содержащая насосно-смесительную установку и облицовочную установку, которая содержит дозирующий насос, получающий облицовочный материал покрытия через впускной патрубок и выпускающий его через трубу к облицовочной машине, снабженной вращающейся головкой [2]
Однако данная линия имеет следующие недостатки: неудобство в эксплуатации из-за больших затрат времени на выполнение вспомогательных операций по протаскиванию рукава, питающего кабеля, облицовочной машины к месту начала облицовки; невысокое качество и разнотолщинность покрытия по длине трубопровода из-за отсутствия активного контроля за процессом нанесения покрытия на внутреннюю поверхность трубопровода и заглаживающего устройства; большие энергозатраты на преодоление сил трения рукавов о внутреннюю поверхность трубопровода и на применение повышенного давления для перемещения облицовочного материала покрытия по рукаву из-за его перегибов при рабочем ходе облицовочной машины.
Цель изобретения повышение качества покрытия, удобство в эксплуатации и снижение энергозатрат на преодоление сил трения и сопротивлений в виде изгибов рукавов для подачи под давлением облицовочного материала покрытия и энергоносителя.
Для этого линия для облицовки внутренней поверхности трубопроводов, содержащая насосно-смесительную установку, облицовочную машину с облицовочной головкой и тяговую лебедку, снабжена тягачом со схватом, страховочной лебедкой, компрессором, блоком кассет, передвижным и стационарным укладчиками, направляющими устройствами для троса страховочной лебедки и рукава для подачи сжатого воздуха к приводу тягача, для троса тяговой лебедки, для рукава подачи сжатого воздуха в привод облицовочной головки и для рукава подачи облицовочного материала, устройством для регулирования толщины наносимого покрытия и его заглаживания, установленным на направляющей штанге и соединенным с одной стороны с тягачом, подсоединенным через направляющее устройство к тросу страховочной лебедки и к рукаву для подачи сжатого воздуха от компрессора через стационарный укладчик, а с другой стороны через дисковый отражатель к материалопроводу облицовочной машины, которая соединена через блок кассет и направляющие устройства тросом с тяговой лебедкой, рукавом для подачи облицовочного материала с растворонасосом, а рукавом для подачи сжатого воздуха с компрессором, при этом рукав для подачи сжатого воздуха и рукав для подачи облицовочного материала размещены в передвижном укладчике, а страховочная лебедка, тягач со схватом, передвижной и стационарный укладчики, тяговая лебедка, растворонасос, облицовочная машина и устройство для регулирования толщины наносимого покрытия и его заглаживания соединены с системой управления.
Устройство для регулирования толщины наносимого покрытия и его заглаживания снабжено автономным передающим устройством с шифратором, приемником излучения, индуктивным датчиком, смонтированным на направляющей штанге внутри гибкой эластичной оболочки, контактная поверхность которой соединена плоскими пружинами с подвижной катушкой индуктивного датчика, причем подвижная и неподвижная катушки индуктивного датчика, приемник излучения соединены с шифратором автономного передающего устройства, которое взаимодействует с радиоприемным устройством системы управления.
Облицовочная машина снабжена датчиком наличия раствора, смонтированным в распределяющем устройстве материалопровода облицовочной машины и соединенным с шифратором автономного передающего устройства, которое взаимодействует с радиоприемным устройством системы управления и размещено внутри гибкой эластичной оболочки устройства для регулирования толщины наносимого покрытия и его заглаживания. Блок кассет снабжен пружинными тягами.
Система управления содержит радиоприемное устройство, соединенное с дешифратором, преобразователь, устройство сравнения, интегратор, пороговое устройство, блок-реле, устройство управления приводом тяговой лебедки, устройство управления приводом тягача, устройство управления приводом растворонасоса и пульт управления линии, выходы которого подключены соответственно к приводу облицовочной головки, к страховочной лебедке, к устройству управления приводом растворонасоса, к входу реверсивного устройства, другой вход которого соединен со струйным датчиком, а выход с первым входом привода тягача, к первому входу устройства управления, выход которого соединен с приводом тяговой лебедки, к первому входу устройства сравнения и второму входу устройства управления, к первому входу устройства управления, своим выходом соединенного с вторым входом привода тягача, к первому входу интегратора, второй вход которого соединен с вторым выходом дешифратора, первый выход которого подключен к пульту управления, третий выход дешифратора через преобразователь соединен с вторым входом устройства сравнения, выход которого подключен к третьему входу устройства управления приводом тяговой лебедки, четвертый вход которого соединен с первым выходом блока-реле, второй и третий выходы которого подключены соответственно к устройству управления приводом схвата тягача и к второму входу устройства управления приводом тягача, а вход блока-реле соединен с выходом порогового устройства, первый вход которого соединен с выходом интегратора, а второй вход порогового устройства соединен с пультом управления.
Введение в линию устройства для регулирования толщины наносимого покрытия и его заглаживания, а также систему управления, обеспечивающей выполнение этого регулирования, с радиоприемным устройством и дешифратором, преобразователем, устройством сравнения, интегратором, пороговым устройством, блоком-реле, устройством управления приводом тяговой лебедки, устройством управления приводом тягача, устройством управления приводом растворонасоса и пультом управления, соединенными с соответствующим оборудованием линии, позволяет повысить качество покрытия за счет поддержания его заданной толщины на протяжении всего трубопровода вследствие активного контроля за нанесением покрытия на внутреннюю поверхность трубопровода, а также обеспечить требуемую шероховатость покрытия за счет заглаживания поверхности нанесенного покрытия.
Введение в линию направляющих устройств, тягач со схватом, блока кассет, передвижного и стационарного укладчиков с их связями обеспечивает удобство эксплуатации линии и снижение энергозатрат на преодоление сил трения и сопротивлений в виде изгибов рукавов для подачи под давлением облицовочного материала покрытия и энергоносителя. Кроме того значительно снижаются затраты времени на выполнение вспомогательных операций по протаскиванию рукавов и тросов.
Линия может промышленно применяться как в полевых, так и в цеховых условиях.
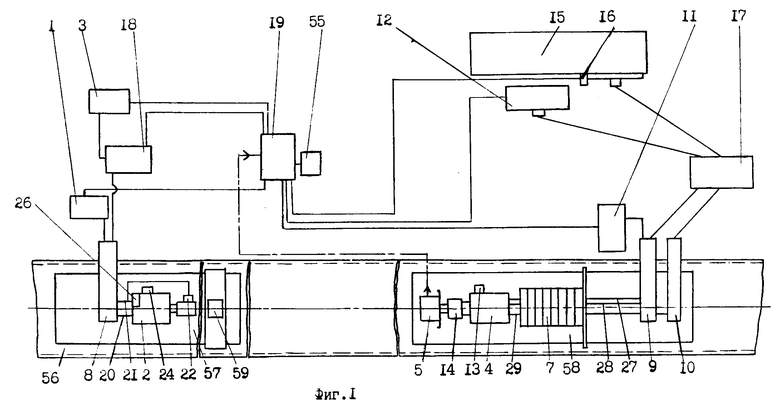
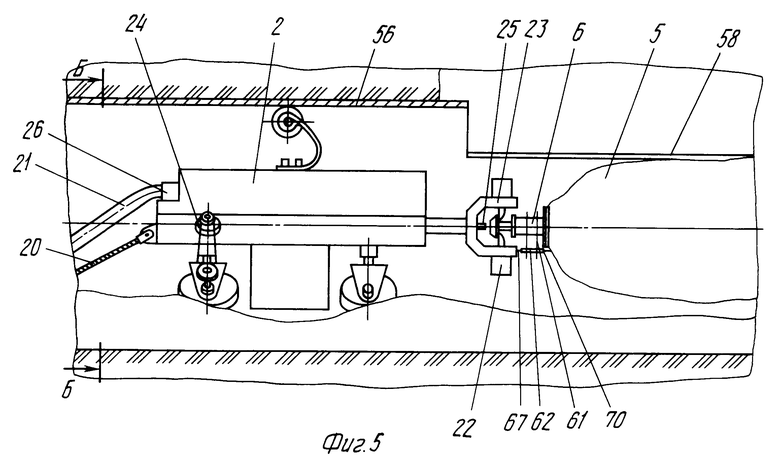
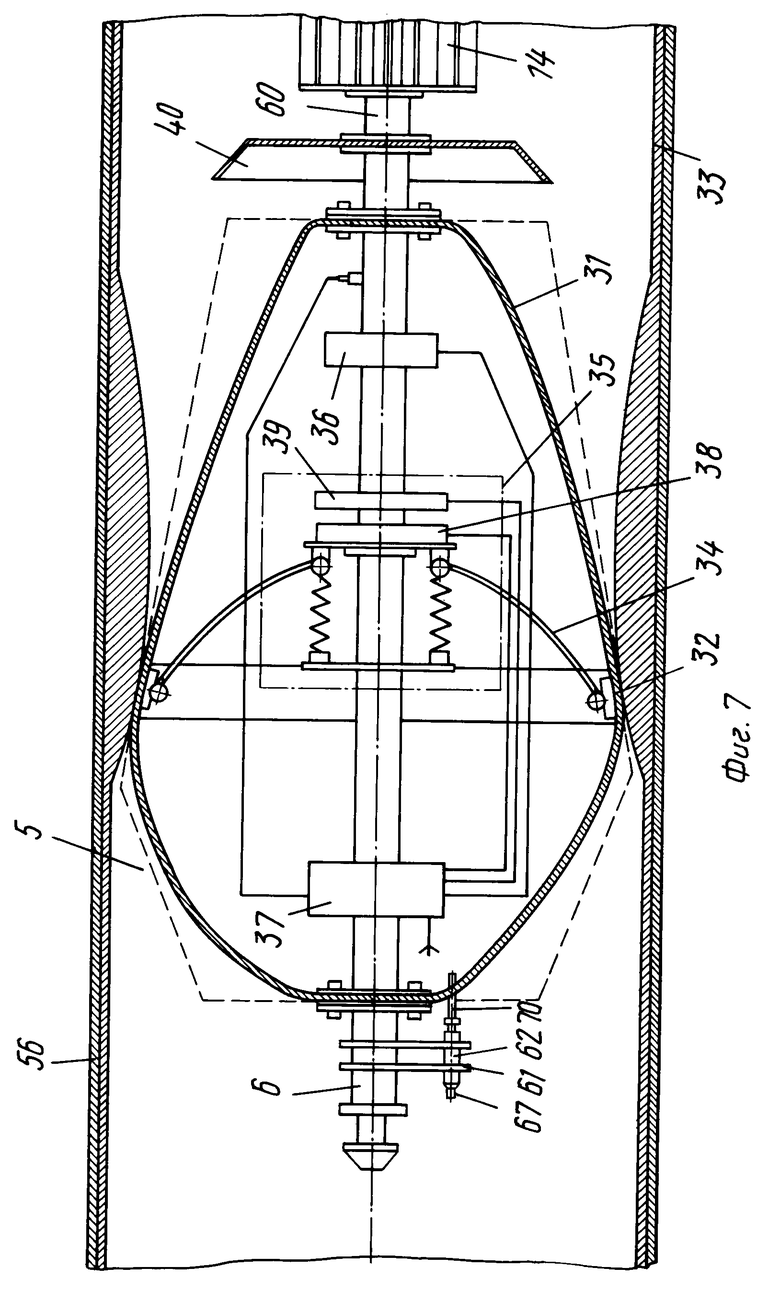
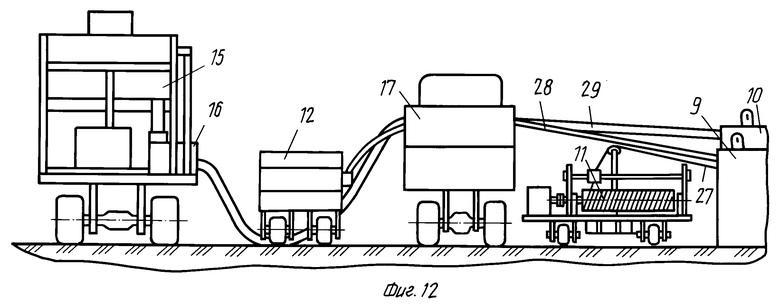
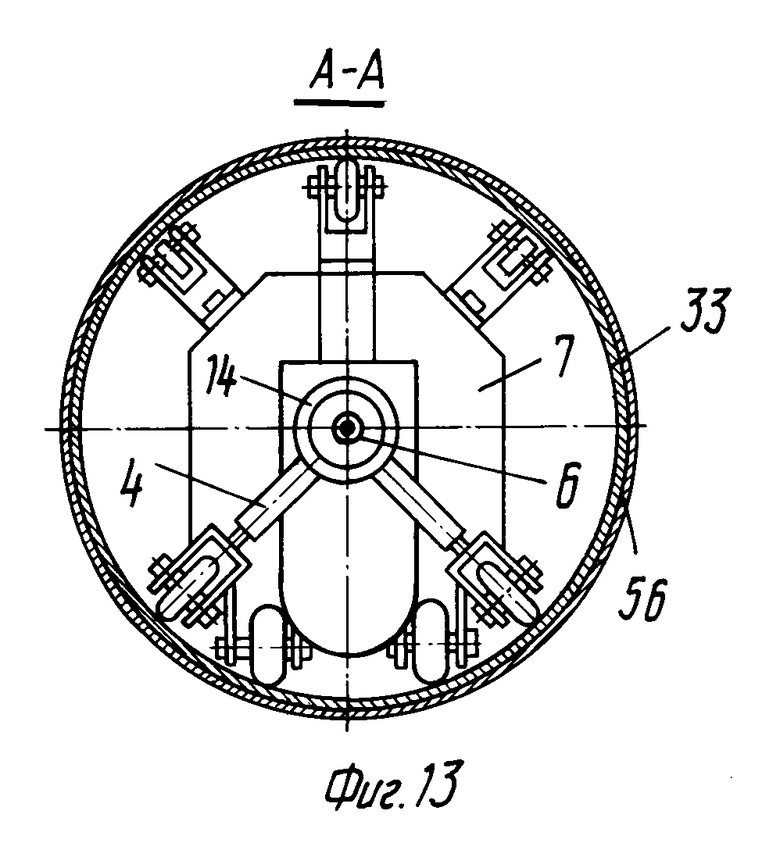
На фиг. 1 приведена функциональная схема линии; на фиг. 2 облицовочная машина с блоком кассет в исходном положении в трубопроводе; на фиг. 3 облицовочная машина в момент облицовки внутренней поверхности трубопровода; на фиг. 4 тягач в исходном положении в трубопроводе; на фиг. 5 тягач в момент захвата облицовочной машины; на фиг. 6 устройство для регулирования толщины наносимого покрытия и его заглаживания; на фиг. 7 то же, в момент регулирования толщины покрытия; на фиг. 8 функциональная схема системы управления линией; на фиг. 9 кассета в трубопроводе; на фиг. 10 направляющее устройство для троса страховочной лебедки и рукава для подачи сжатого воздуха к приводу тягача; на фиг. 11 направляющие устройства для троса тяговой лебедки, рукава для подачи сжатого воздуха в привод облицовочной головки и для рукава подачи облицовочного материала; на фиг. 12 схема подключения рукавов для подачи облицовочного материала и сжатого воздуха к оборудованию линии; на фиг. 13 разрез А-А на фиг. 3; на фиг. 14 разрез Б-Б на фиг. 5; на фиг. 15 направляющие устройства, показанные на фиг. 11 при установке их в трубопроводе, вид сверху; на фиг. 16 узел подачи сжатого воздуха в оболочку устройства для регулирования толщины наносимого покрытия и его заглаживания; на фиг. 17 то же, в момент разрушения разрывной мембраны.
Линия для облицовки внутренней поверхности трубопроводов содержит страховочную лебедку 1, тягач 2, компрессор 3, облицовочную машину 4, устройство 5 для регулирования толщины наносимого покрытия и его заглаживания, закрепленное на направляющей штанге 6 облицовочной машины 4, блок кассет 7, направляющие устройства 8, 9 и 10, тяговую лебедку 11, компрессор 12 для обеспечения работы привода 13 облицовочной головки 14 машины 4, насосно-смесительную установку 15 с растворонасосом 16, передвижной укладчик 17, стационарный укладчик 18 и систему 19 управления.
Тягач 2 соединен со страховочной лебедкой 1 тросом 20, а с компрессором 3 рукавом 21 для подачи сжатого воздуха с встроенными в него проводниками электрического управления приводом 22 схвата 23 тягача 2. Тягач 2 содержит привод 24, струйный датчик 25 и реверсивное устройство 26. Трос 20 и рукав 21 для обеспечения требуемой ориентации размещены в направляющем устройстве 8.
Облицовочная машина 4 соединена с тяговой лебедкой 11 тросом 27, с компрессором 12 рукавом 28 для подачи сжатого воздуха, с растворонасосом 16 рукавом 29 для подачи облицовочного материала. Трос 27, рукав 28 для подачи сжатого воздуха и рукав 29 для подачи облицовочного материала для обеспечения необходимой ориентации запассованы в направляющие устройства 9 и 10, причем рукав 28 и рукав 29 также запассованы в передвижной укладчик 17, подтягивающий их во время работы линии. Блок кассет 7 предназначен для поддержания троса 27, рукавов 28 и 29 на всем протяжении участка облицовки. При этом кассеты 7 расходятся при перемещении облицовочной машины 4 тягачом 2, а сходятся при рабочем движении облицовочной машины 4 при помощи тяговой лебедки 11 за счет пружинных тяг 30.
Устройство 5, размещенное на штанге 6, состоит из гибкой эластичной оболочки 31, контактная поверхность 32 которой прижимается к нанесенному покрытию 33 во время работы, плоских пружин 34, индуктивного датчика 35, приемника 36 излучения (датчика положения), автономного передающего устройства 37. Индуктивный датчик 35 состоит из подвижной катушки 38 и неподвижной катушки 39.
Датчик 35, приемник 36 излучения, передающее устройство 37 установлены на штанге 6 внутри оболочки 31. На штанге 6 установлен также дисковый отражатель 40, препятствующий попаданию облицовочного материала на оболочку 31 во время облицовки. Датчик 41 наличия раствора установлен в распределяющем устройстве 42. Передающее устройство 37 снабжено шифратором 43.
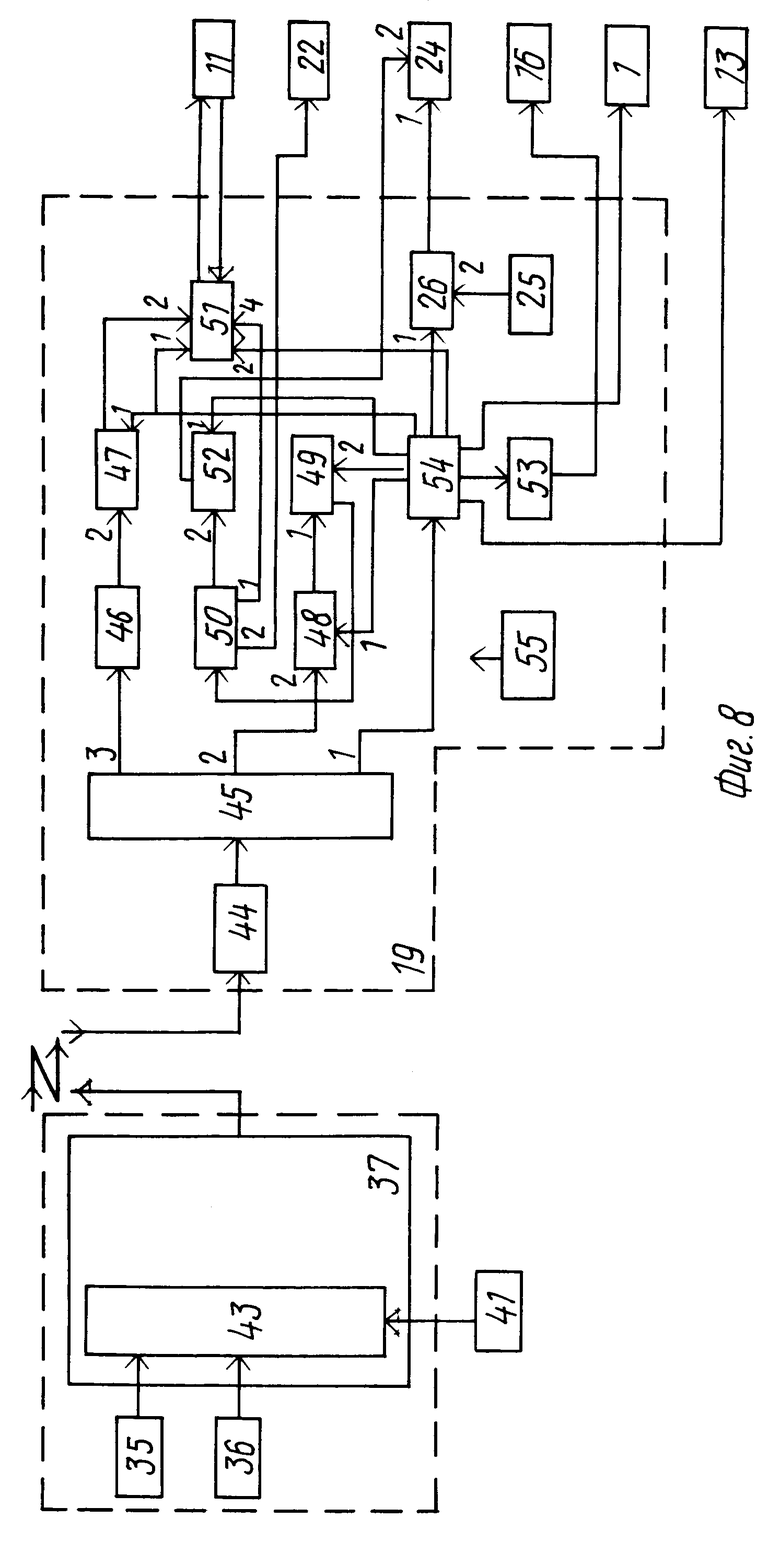
Система управления линией содержит радиоприемное устройство 44, соединенное с дешифратором 45, преобразователь 46, устройство 47 сравнения, интегратор 48, пороговое устройство 49, блок-реле 50, устройство 51 управления приводом тяговой лебедки 11, устройство 52 управления приводом 24 тягача 2, устройство 53 управления приводом растворонасосом 16 и пульт 54 управления, выходы которого подключены соответственно к приводу 14 облицовочной головки 14, к страховочной лебедке 1, к устройству 53 управления приводом растворонасоса 16, к входу реверсивного устройства 26, другой вход которого соединен со струйным датчиком 25, а выход с первым входом привода 24 тягача 2, к первому входу устройства 51 управления, выход которого соединен с приводом тяговой лебедки 11, к первому входу устройства 47 сравнения и второму входу устройства 51 управления приводом тяговой лебедки 11, к первому входу устройства 52 управления, своим выходом соединенного с вторым входом привода 24 тягача 2, к первому входу интегратора 48, второй вход которого соединен с вторым выходом дешифратора 45,
первый выход которого подключен к пульту 54 управления, третий выход дешифратора 45 через преобразователь 46 соединен с вторым входом устройства 47 сравнения, выход которого подключен к третьему входу устройства 51 управления приводом тяговой лебедки 11, четвертый вход которого соединен с первым выходом блока-реле 50, второй и третий выходы которого подключены соответственно к устройству управления приводом 22 схвата 23 тягача 2 и к второму входу устройства 52 управления приводом тягача 2, а вход блок-реле 50 соединен с выходом порогового устройства 49, первый вход которого соединен с выходом интегратора 48, а второй вход порогового устройства 49 соединен с пультом 54 управления. Питание системы 19 управления осуществляется от блока 55 питания.
Для размещения тягача 2, облицовочной машины 4 с устройством 5 для регулирования толщины наносимого покрытия и его заглаживания, блока кассет 7, направляющих устройств 8, 9 и 10 в трубопроводе 56 вырезаются окна 57 и 58. Место начала облицовки отмечается изотопным излучателем 59.
Распределяющее устройство 42 смонтировано в материалопроводе 60 облицовочной машины 4 для обеспечения равномерного распределения облицовочного материала в облицовочную головку 14.
На штанге 6 в кронштейне 61 закреплен стакан 62, в котором смонтированы сменный баллон 63 со сжатым воздухом, пружина 64, эластичная мембрана 65.
На баллоне 63 закреплены сменная разрывная мембрана 66 и упор 67, а на стакане 62 игла 68 с крышкой 69, которая подсоединена к ниппелю 70 устройства 5.
Линия для облицовки внутренней поверхности трубопроводов работает следующим образом.
Перед началом работы линии в трубопроводе 56 вырезаются окна 57 и 58 в местах начала и конца облицовки (на длину рукава 29 для подачи облицовочного материала), в которые устанавливают тягач 2, облицовочную машину 4, блок кассет 7 и направляющие устройства 8, 9 и 10.
Тягач 2 подсоединяют к тросу 20 страховочной лебедки 1, а его привод 24 через рукав 21 для подачи сжатого воздуха и стационарный укладчик 18 соединяют с компрессором 3, при этом трос 20 и рукав 21 запассовываются в направляющее устройство 8. Облицовочную машину 4 соединяют через блок кассет 7 и направляющие устройства 9 и 10 тросом 27 с тяговой лебедкой 11, рукавом 29 для подачи облицовочного материала с растворонасосом 16, рукавом 28 для подачи сжатого воздуха с компрессором 12, причем рукава 28 и 29 размещают в передвижном укладчике 17, подтягивающем их во время облицовки.
Систему 19 управления с блоком 55 питания соединяют со всем оборудованием линии.
По команде от системы 19 управления тягач 2 перемещается по внутренней поверхности трубопровода 56 к облицовочной машине 4 и изменяет направление движения на обратное после захвата машины 4 схватом 23, который одновременно воздействует на упор 67, передвигающий мембрану 65 с баллоном 63 в стакане 62, закрепленным в кронштейне 61, до прокалывания мембраны 66 иглой 68, установленной в крышке 69, соединенной со стаканом 62 и ниппелем 70 устройства 5.
Момент захвата регистрируется струйным датчиком 25, с помощью которого подается сигнал в реверсивное устройство 26 на обратный ход тягача 2. После этого тягач 2 вместе с облицовочной машиной 4 перемещается к месту начала облицовки при помощи привода 24. При этом страховочная лебедка 1 подтягивает трос 20, а стационарный укладчик 18 подтягивает рукав 21. По выбору оператора в зависимости от длины облицовываемого участка трубопровода 56 с пульта 54 управления линии могут быть одновременно включены привод 24 тягача 2 и привод страховочной лебедки 1. При движении тягача 2 вместе с облицовочной машиной 4 к месту начала облицовки кассеты 7 блока расходятся и поддерживают трос 27, рукав 29 для подачи облицовочного материала и рукав 28 для подачи сжатого воздуха на всем протяжении облицовываемого участка трубопровода 56.
При достижении места начала облицовки, отмеченного изотопным излучателем 59, приемник 36 излучения (датчик положения) через шифратор 43 и автономное передающее устройство 37 подает радиосигнал в систему 19 управления на расцепку схвата 23 при помощи привода 22. Тягач 2 продолжает движение без машины 4 до исходного положения, а машина 4 останавливается. При этом пружина 64 возвращает баллон 63 и мембрану 65 в исходное положение. А из проколотого отверстия в мембране 66 сжатый воздух через отверстия в крышке 69 поступает внутрь оболочки 31 устройства 5 через ниппель 70.
Радиосигнал по каналу приемника 36 излучения (датчика положения) передается на радиоприемное устройство 44, а затем на дешифратор 45 и далее на интегратор 48, где накапливается за заданный промежуток времени. Уставка временного интервала накопления устанавливается оператором на пульте 54 управления линии. Ее величина зависит от параметров среды (глубины залегания трубопровода, толщины стенки трубы, положения изотопного излучателя 59 над трубопроводом 56, мощности радиационного излучения от изотопного излучателя 59).
Информация с интегратора 48 поступает на пороговое устройство 49, которое обеспечивает достоверность обнаружения радиационного сигнала. Уровень порога устанавливается оператором на пульте 54 управления линии. Информация с порогового устройства 49 с заданной достоверностью обнаружения поступает в блок-реле 50, с которого в случае срабатывания порогового устройства 49 передается в устройство 52 управления приводом 24 тягача 2 и в устройство 51 управления приводом тяговой лебедки 11.
Затем подается сжатый воздух через рукав 28 от компрессора 12 в привод 13 облицовочной головки 14 машины 4 и облицовочная головка 14 начинает вращаться. После этого включается привод растворонасоса 16 с пульта 54 управления линии устройством 53 управления приводом растворонасоса 16 и по рукаву 29, подсоединенному к растворонасосу 16 насосно-смесительной установки 15, подается приготовленный в насосно-смесительной установке 15 облицовочный материал, который проходит в материалопровод 60 машины 4 и попадает на датчик 41 наличия раствора распределяющего устройства 42, замыкая цепь управления на рабочее движение облицовочной машины 4 от тяговой лебедки 11, а распределяющее устройство 42 равномерно распределяет облицовочный материал в облицовочную головку 14.
Скорость наполнения оболочки 31 устройства 5 сжатым воздухом от баллона 63 рассчитана таким образом, чтобы контактная поверхность 32 оболочки 31 прижималась к нанесенному покрытию 33 внутри трубопровода 56 в начале участка облицовки.
В случае уменьшения или увеличения толщины покрытия 33 при протягивании устройства 5 вместе с облицовочной машиной 4 оболочка 31 деформируется, воздействуя плоскими пружинами 34 на катушку 38 индуктивного датчика 35. Эта катушка 38 перемещается по штанге 6, увеличивая или уменьшая зазор относительно неподвижной катушки 39 в зависимости от изменения толщины покрытия 33. Изменение величины самоиндукции катушек 38 и 39 регулируется системой 19 управления как толщина покрытия. Отклонение величины самоиндукции от заданной, пропорциональной требуемой толщине покрытия 33, является сигналом, управляющим толщиной покрытия 33 путем изменения скорости протяжки облицовочной машины.
Вся информация с датчика 35 и приемника 36, установленных внутри оболочки 31 устройства 5, регистрирующего толщину наносимого покрытия 33, поступает через шифратор 43 на автономное передающее устройство 37, которое с помощью радиосигнала передает информацию по трубопроводу 56 на радиоприемное устройство 44 системы 19 управления. С радиоприемного устройства 44 информация поступает в дешифратор 45, где разделяется на каналы, соответствующие числу датчиков.
Сигнал по каналу индуктивного датчика 35 поступает на преобразователь 46, а затем на устройство 47 сравнения, где вырабатывается сигнал ошибки относительно величины заданной уставки на толщину покрытия 33, которую оператор устанавливает на пульте 54 управления, с которого сигнал, пропорциональный уставке, поступает в устройство 51 управления привода тяговой лебедки 11.
Для осуществления стабилизации скорости протяжки при изменении нагрузки привод тяговой лебедки 11 связан обратной связью с системой 19.
При перемещении облицовочной машины 4 лебедкой 11 во время нанесения облицовочного материала на внутреннюю поверхность трубопровода 56 кассеты 7 блока сходятся под действием пружинных тяг 30, а отражатель 40 препятствует попаданию облицовочного материала на оболочку 31 устройства 5. Устройство 5 при движении облицовочной машины 4 при помощи лебедки 11 кроме регистрирования толщины наносимого покрытия 33 осуществляет его заглаживание.
После окончания облицовки участка трубопровода 56 облицовочная машина 4 останавливается в исходном положении и оператор отключает систему 19 управления, производятся демонтаж, промывка оборудования и перевозка его на новый участок облицовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕКУЧИХ ВЕЩЕСТВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТЫКОВ ТРУБОПРОВОДОВ | 1993 |
|
RU2047809C1 |
| ОБЛИЦОВОЧНЫЙ КОМПЛЕКС | 1994 |
|
RU2047810C1 |
| УСТРОЙСТВО ДЛЯ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1998 |
|
RU2122675C1 |
| УСТРОЙСТВО ДЛЯ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2050500C1 |
| СПОСОБ САНАЦИИ ТРУБОПРОВОДОВ | 2011 |
|
RU2482377C2 |
| ПЕРЕДВИЖНАЯ УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ И ПОДАЧИ ФЛЕГМАТИЗИРУЮЩЕГО СОСТАВА В ПОЛОСТИ УТИЛИЗИРУЕМЫХ ЗАРЯДОВ ИЗ СТРТ | 2005 |
|
RU2288205C1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |











Использование: при облицовке внутренних поверхностей трубопроводов для повышения качества покрытия, удобства в эксплуатации, снижения энергозатрат. Линия для облицовки внутренней поверхности трубопроводов снабжена тягачом со схватом, страховочной лебедкой, компрессором, блоком кассет, передвижным и стационарным укладчиками, устройством для регулирования толщины наносимого покрытия и его заглаживания, установленным на направляющей штанге и соединенным с одной стороны с тягачем, подсоединенным через направляющее устройство к тросу страховочной лебедки и к рукаву для подачи сжатого воздуха от компрессора через стационарный укладчик, а с другой стороны через дисковый отражатель к материалопроводу облицовочной машины, которая соединена через блок кассет и направляющие устройства тросом с тяговой лебедкой, рукавом для подачи облицовочного материала с растворонасосом, а рукавом для подачи сжатого воздуха с компрессором. При этом рукав для подачи сжатого воздуха и рукав для подачи облицовочного материала размещены в передвижном укладчике, а страховочная лебедка, тягач со схватом, передвижной и стационарный укладчики, тяговая лебедка, растворонасос, облицовочная машина и устройство для регулирования толщины наносимого покрытия и его заглаживания соединены с системой управления. Устройство для регулирования толщины наносимого покрытия и его заглаживания снабжено автономным передающим устройством с шифратором, приемником излучения, индуктивным датчиком, смонтированными на направляющей штанге внутри гибкой эластичной оболочки, контактная поверхность которой соединена плоскими пружинами с подвижной катушкой индуктивного датчика, причем подвижная и неподвижная катушки индуктивного датчика, приемник излучения соединены с шифратором автомного передающего устройства, которое взаимодействует с радиоприемным устройством системы управления. Система управления содержит радиоприемное устройство с дешифратором, преобразователь, устройство сравнения, интегратор, пороговое устройство, блок-реле, устройство управления приводом тяговой лебедки, устройство управления приводом тягача, устройство управления приводом растворонасоса, пульт управления линии. При этом радиоприемное устройство подключено к дешифратору, выходы которого соответственно подключены по каналу индуктивного датчика через преобразователь с устройством сравнения, соединенным с устройством упраавления приводом тяговой лебедки, по каналу приемника излучения к интегратору, а затем с пороговым устройством, которое соединено с блоком-реле, подключенным к устройству управления приводом тягача, устройству управления приводом тяговой лебедки и приводу схвата тягача, по каналу датчика наличия раствора к пульту управления линии, связанному с интегратором, пороговым устройством, устройством управления приводом тягача, устройством управления приводом тяговой лебедки и устройством сравнения, со страховочной лебедкой, устройством управления приводом растворонасоса, подключенным к растворонасосу, приводом облицовочной головки облицовочной машины, реверсным устройством, связанным с приводом тягача и струйным датчиком. 4 з. п. ф-лы, 17 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заявка Великобритании N 1489570, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
