Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых гнутых профилей.
Такие профили (в том числе уголки и близкие к ним по конфигурации) изготавливают путем последовательной подгибки полосовой заготовки валками профилегибочного стана. При профилировании уголков применяют ограничение поперечного смещения формуемой полосы с помощью реборд нижних или верхних валков, что особенно важно при формовке полос с повышенной серповидностью.
Известен способ изготовления угловых профилей, в котором заготовку перед первой формующей клетью поднимают по отношению к уровню формовки в этой клети на определенную величину, что позволяет увеличить угол подгибки в первом проходе. Известен также способ холодного профилирования уголков с применением двух опорных и одного нажимного валка, при сближении и сжатии которых получается угловой профиль.
Недостатком известных способов является возможность ухудшения геометрии профилей при использовании заготовки с повышенной серповидностью, в особенности профилей углового типа с желобчатым поперечным сечением.
Наиболее близким к предлагаемому является способ профилирования (калибровка) уголков, заключающийся в последовательной по проходам подгибке валками заготовки с ограничением поперечного смещения полосы в первых проходах и характеризуется тем, что указанное ограничение осуществляют ребордами нижних и верхних валков при одновременном контакте изгибаемого учаcтка с верхними валками.
Недостатком данного способа также является возможность ухудшения геометрии угловых профилей с большими радиусами изгиба (типа желобчатых) при профилировании полосовой заготовки с повышенной серповидностью.
Основная задача, решаемая изобретением, повышение потребительских свойств указанных профилей за счет улучшения их геометрии, а именно увеличение выхода качественных профилей уголкового типа.
Для решения этой задачи в способе, включающем последовательную по проходам подгибку валками заготовки с ограничением поперечного смещения полосы в первых проходах ребордами валков при одновременном контакте изгибаемого участка с верхними валками, ограничение смещения ребордами верхнего валка дополнительно осуществляют и в последнем проходе, при этом производят контакт изгибаемого участка с инструментом за счет закругления на нижнем валке.
Сущность изобретения заключается в том, что в последнем проходе формуемую полосу, во-первых, центрируют ребордами верхнего валка, и, во-вторых, изгибаемый участок относительно большого радиуса зажимают валками, что не позволяет полосе смещаться с продольной оси формовки даже при наличии поперечных усилий, возникающих вследствие изгиба полосы в горизонтальной плоскости (т. е. ее серповидности).
Известно, что при профилировании уголков нет необходимости в контакте изгибаемого участка с нижним валком, что уменьшает износ валков и упрощает их изготовление.
Однако, при как показали опыты, при больших радиусах изгиба центральной (по ширине) части формуемой полосы и относительно небольших углах подгибки ее околокромочных участков в последнем проходе может произойти поперечное смещение промежуточного сечения, что недопустимо из-за необратимых искажений его геометрии. Поэтому при формовке желобчатого профиля, подгибаемого в первых проходах как уголок, необходим жесткий "контроль" всего сечения в чистовом проходе, причем для облегчения центрирования полосы, уже имеющей определенную жесткость, предчистовой калибр выполняют открытым, т. е. без реборд на валках.
Опытную проверку предлагаемого способа производили на непрерывном профилегибочном стане 1-4х50-300 Магнитогорского меткомбината при формовке профиля углового типа специального назначения 69x14,5x5 мм из ст. 3пс.
С этой целью испытывались два варианта калибровки известная и по предлагаемому способу. В обоих случаях профилирование велось в четырех формующих клетях, из которых 1 имела закрытие (т.е. ограничение поперечного смещения полосы) ребордами нижнего валка, а II ребордами верхнего валка. В извеcтном варианте III и IV клети с открытыми калибрами (тип j 4), причем во всех проходах участок изгиба контактирует только с верхним валком.
При профилировании по предлагаемому способу III клеть была выполнена с открытым калибром, а IV (чистовая) с закрытием ребордами нижнего валка (тип калибра j 1 по тому же источнику). При этом в IV проходе изгибаемый участок формируемой полосы контактировал с обоими валками. Радиусы изгиба в обоих вариантах были одинаковы во всех проходах.
Результаты опытов оценивались по точности размеров профилей, величине их серповидности (заготовка имела серповидность не более 15 мм на 3 м длины: допускаемая по ГОСТ 19903 не более 10 мм/3 м), а также количеству отсортированных профилей.
При профилировании по предлагаемому способу величина серповидности в 95% случаев не превысила допуска 5 мм на всю длину профиля (4,2 м), а поперечное сечение качественных профилей было симметричным относительно диаметральной плоскости y-y. При профилировании по известному способу допуску на серповидность соответствовали около 55% профилей, а отсортировка по несимметричности сечения 28%
Таким образом, опыты подтвердили приемлемость предлагаемого способа для решения поставленной задачи и его преимущества перед объектом прототипом. Предлагаемый способ апробирован с аналогичными результатами еще на трех профилях уголкового типа.
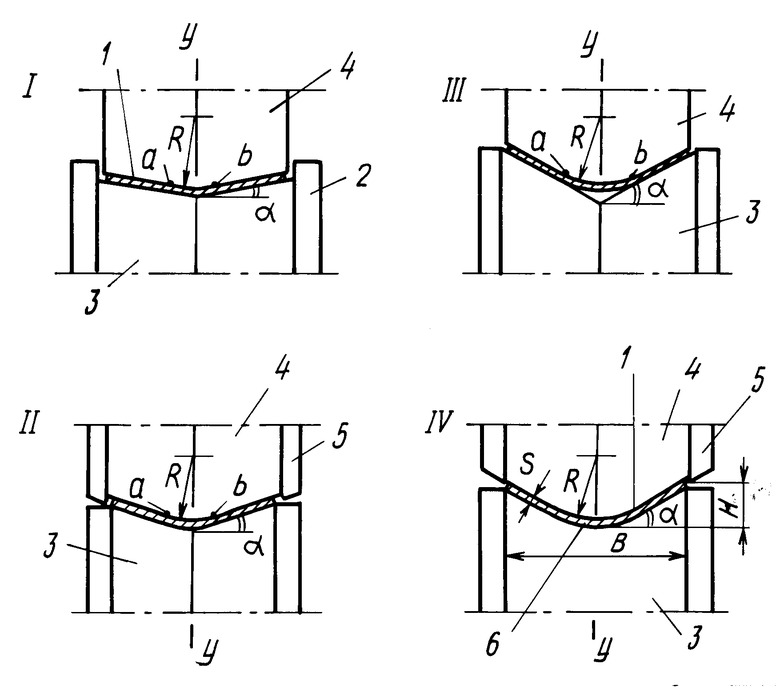
На чертеже показана схема формовки по предлагаемому способу желобчатого профиля уголкового типа.
Профиль формуют за 4 прохода (I-IV).
В 1 проходе формуемую полосу 1 центрируют относительно плоскости y-y ребордами 2 нижнего валка 3, а участок изгиба аb радиусом R контактирует как и в проходах II-III с верхним валком 4. Во II проходе центрирование (ограничение поперечного смещения) полосы осуществляют ребордами 5 верхнего валка, а в III проходе открытый калибр (валки без реборд).
В IV проходе центрирование полосы аналогично II проходу (ребордами 5 верхнего валка), но участок изгиба контактирует и с нижним валком благодаря закруглению 6 в его средней части.
П р и м е р. Профиль 69x14,5x5 мм (В 69, Н 14,5, S 5, R 58 мм) формуют за 4 прохода (см. фиг. 1) с ограничением смещения полосы в I, II и IV проходах и с контактированием участка изгиба радиуса R с обоими валками в IV проходе. Углы подгибки α по проходам: 0 ->> 10о ->> 20о ->> 30о ->> 33о12'.
Основной технический результат заключается в увеличении выхода качественных профилей уголкового типа.
По данным научно-производственного центра АО "Магнитогорский меткомбинат" использование изобретения на стане 1-4 50-300 ММК позволяет уменьшить отсортировку указанных профилей не менее, чем на 300 т/г, что даст экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1993 |
|
RU2037352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
Изобретение относится к обработке металлов давлением, в частности к технологии производства сортовых гнутых профилей уголкового типа. Основная задача, решаемая изобретением повышение потребительских свойств указанных профилей за счет улучшения их геометрии. Способ заключается в последовательной по проходам подгибке валками заготовки с ограничением поперечного смещения полосы в первых проходах ребордами валков при одновременном контакте изгибаемого участка с верхними валками. Ограничение смещения ребордами верхнего валка дополнительно осуществляют и в последнем проходе, при этом производят контакт изгибаемого участка с инструментом за счет закругления на нижнем валке. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ уголкового типа, заключающийся в последовательной по проходам подгибке валками заготовки с ограничением поперечного смещения полосы в первых проходах ребордами валков при одновременном контакте изгибаемого участка с верхними валками, отличающийся тем, что в последнем проходе полосу также подвергают ограничению поперечного смещения ребордами верхнего валка и дополнительно осуществляют контакт изгибаемого участка полосы с нижним валком.
| Чекмарев А.П., Калужский В.Б | |||
| Гнутые профили проката, М.: Металлургия, 1974, с.90-94, рис.53. |
