Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых холодногнутых профилей специального назначения.
Сортовые гнутые профили, в том числе угловые, производятся на специализированных профилегибочных станах путем пропуска полосовой заготовки через двухвалковые калибры, которые обычно подразделяются на черновые, промежуточные и чистовые. Валки калибров состоят из цилиндроконических элементов, осуществляющих последовательную, в направлении прокатки, подгибку (формообразование) отдельных участков заготовки с образованием требуемого конечного сечения. Совокупность отдельных калибров для производства конкретного профиля принято называть системой. Применяемая система для профилирования равнополочных уголков приведена, например, в книге под ред. И.С. Тришевского “Производство гнутых профилей (оборудование и технология)”, М.: Металлургия, 1982, с.246-247 и рис. ХVII. 3.
Если в системе калибров имеется дополнительный просечной калибр, то она пригодна для производства гнутых сортовых профилей с просечками, т.е. со сквозными отверстиями разнообразной формы, образованными без удаления части металла в отходы.
Известна система калибров для производства гнутых неравнополочных швеллеров, у которой все промежуточные калибры выполнены с закрытием их ребордой верхнего валка, расположенной со стороны меньшего диаметра конического элемента большей ширины (см. патент РФ №2025164, кл. В 21 Д 5/06 от 25.03.92г.). Известна система калибров (стан) для профилирования уголков, у которой верхние валки всех клетей, кроме первой формующей, выполнены с цилиндрическим симметричным пояском определенной ширины на вершине формующего закругления (см. а.с.СССР №1690892, кл. В 21 Д 5/06 от 31.10.89г.).
Недостатком известных систем калибров является невозможность получения с их помощью гнутых просечных уголков.
Наиболее близким аналогом к заявляемому объекту является система калибров (калибров валков) для изготовления равнобокого перфорированного уголка 45х2 мм, приведенная в книге И.С. Тришевского и др. Перфорированные профили. М.: Металлургия, 1972, с. 133 и рис. 526. Эта система содержит черновой, промежуточные и чистовой калибры, образованные установленными с зазором верхними и нижними валками, и характеризуется тем, что первые три калибра выполнены с закрытием ребордами нижних валков. Недостатком описанной системы является невозможность гарантированного получения с ее помощью качественных просечных уголков.
Действительно, так как эта система рассчитана только на формовку предварительно перфорированной полосы, то при подгибке просечной заготовки для получения равнополочного уголка с просечками на его вершине может произойти смятие (закрытие) таких просечек в случае поперечного смещения полосы, что особенно реально для серповидной (изогнутой в горизонтальной плоскости) полосы.
Технической задачей изобретения является получение качественных гнутых угловых профилей с просечками в месте изгиба и снижение затрат на их производство.
Для решения указанной задачи в системе калибров профилегибочного стана, содержащей черновой, промежуточные и чистовой калибры, образованные установленными с зазором верхними и нижними валками с заданной шириной калибра В, при этом черновой калибр выполнен закрытым ребордами нижнего валка, бочка верхнего валка чистовой клети содержит три элемента, из которых средний выполнен в виде диска с установленными по его образующей просечными элементами заданной формы и с шириной рабочей части δ=(0,10...0,14) В, расположенными с угловым шагом 30°...36°, а нижний валок этого калибра выполнен с круговой цилиндрической проточкой посередине бочки валка, ширина которой равна Δ=(1,01...1,03)δ, и все калибры после чернового выполнены открытыми.
Приведенные математические зависимости получены в результате обработки опытных данных и являются эмпирическими.
Сущность найденного технического решения заключается, прежде всего, в местоположении калибра, в котором осуществляется просечка профиля: он расположен после формующих клетей, что гарантирует выполнение просечек точно в месте изгиба уголка. Кроме того, средний элемент верхнего валка последнего калибра выполнен с расположенными по его образующей через определенное расстояние просечными элементами, ширина рабочей части которых определяется шириной этого калибра. Эти элементы располагаются напротив цилиндрической проточки нижнего валка, ширина которой зависит от указанной ширины элементов.
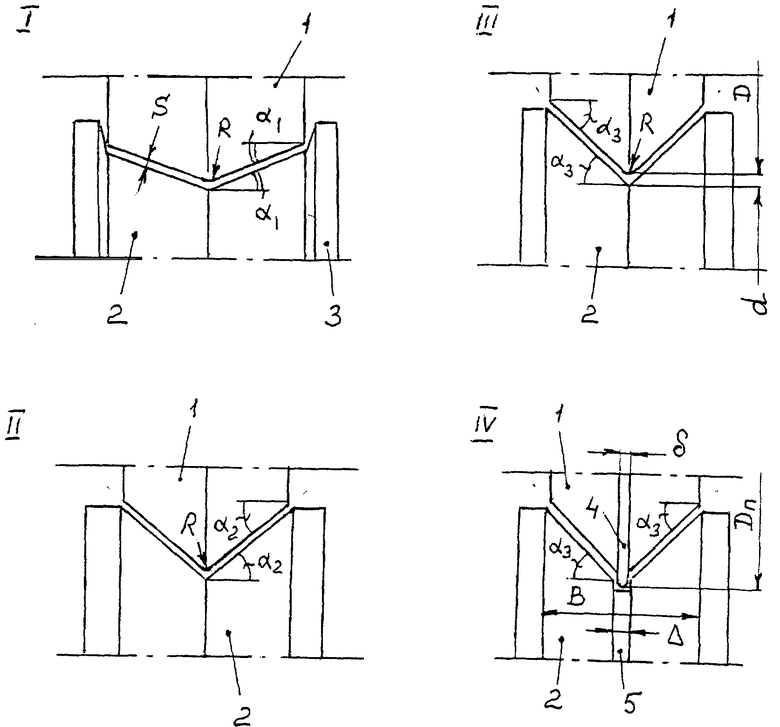
На чертеже показана заявляемая система калибров, предназначенная для изготовления гнутых просечных уголков.
Система содержит четыре калибра (I...IV), из которых I - черновой, II и III промежуточные формующие и IV - чистовой (просечной) калибр. Каждый калибр содержит верхний 1 и нижний 2 валки с катающими диаметрами соответственно D и d, одинаковыми для всех калибров, установленные с зазором S, равным номинальной толщине профилируемой полосы. Каждый валок состоит из конических (верхний) и цилиндроконических (нижний) элементов, причем на верхних валках I...III калибра выполнен формирующий радиус одинаковой величины R.
I калибр выполнен с закрытием ребордами 3 нижнего валка, остальные калибры - открытые. Угол наклона α конических образующих калибров последовательно увеличивается по ходу прокатки до заданной конечной величины α3.
Верхний валок IV клети содержит средний элемент 4, с диаметром Dn ширина рабочей части которого δ=(0,10...0,14) от ширины В калибра. Этот элемент может быть выполнен, например, в виде шестерни, зубья которой (не показаны), установленные с угловым шагом 30°...36°, имеет заданную форму и осуществляют пробивку в формованной полосе просечек. Между цилиндрическими элементами нижнего валка размещен цилиндрический элемент (диск) 5, в результате чего образуется круговая проточка с шириной Δ=(1,01...1,03)δ, в которую входят выступы (зубья) элемента 4 верхнего валка. Просечные элементы этого валка могут быть также выполнены в виде отдельных роликов заданной формы, устанавливаемых в пазах элемента 4.
При профилировании полоса центрируется ребордами 3 калибра I, а также вертикальными роликами, расположенными в межклетевых промежутках стана. Сформованная полоса задается в чистовой калибр IV, где и осуществляется пробивка арочных просечек без подгибки полок уголка.
Опытную проверку заявляемого технического решения производили при изготовлении из ст.3кп просечных равнополочных уголков толщиной 0,8...1,5 мм и шириной полки 90...110 мм в ЗАО “Прокат - гнутый профиль” Магнитогорского меткомбината.
Установлено, что качественные просечные уголки получаются при использовании предлагаемой системы калибров. Такие уголки могут изгибаться по заданному радиусу с получением деталей герметичной упаковки рулонной полосовой стали.
Уменьшение углового шага (менее 30°) в некоторых случаях вызывало появление трещин в районе арочных просечек при последующем изгибе профилей, а его увеличение (более 36°) делало неоправданно большим расстояние между просечками на деталях упаковки рулонов, что приводило к корродированию части металла при его транспортировке к потребителю.
Весьма важным, как показали опыты, являются ширина рабочей части просечных элементов (она определяет высоту арочных просечек, а также условия трещинообразования) и соотношение между указанной шириной и шириной цилиндрической проточки нижнего валка последней клети (оно определяет качество реза металла при формировании просечек).
Была также проверена пригодность системы калибров, выбранной в качестве ближайшего аналога, для получения качественных гнутых уголков с просечками на месте их изгиба. При формовке заготовки, предварительно просеченной посередине ее ширины в шести калибрах, из которых I...III были выполнены с закрытием их нижними валками, качественных профилей, пригодных для использования в качестве деталей упаковки рулонной стали, получить не удалось. Кроме того, расход валков при этом был больше примерно в 1,5 раза, что соответственно повысило затраты на профилирование.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для выполнения поставленной задачи и его преимущества перед известным объектом.
По данным ЗАО “Комплекс новых технологий” использование предлагаемой системы калибров для производства вышеописанных просечных гнутых позволит уменьшить затраты на их изготовление не менее чем на 60%, что соответствующим образом повысит прибыль от их реализации.
Пример конкретного выполнения
Система калибров профилегибочного стана для формовки равнополочного просечного уголка 100х1,2 мм из ст.3кп содержит черновой (I), два промежуточных (II-III) и чистовой (просечной, IV) калибры (см. чертеж), катающие диаметры валков: D=477 и d=190 мм; величина R=2 мм; углы наклона конических образующих калибров α1=20°, α2=40°, α3=46°.
I калибр выполнен с закрытием ребордами нижнего валка, остальные калибры - открытые. IV калибр шириной В=142 мм содержит на верхнем валке средний элемент с диаметром Dn=500 мм и шириной δ=0,12 В»17 мм, по образующей которого с угловым шагом 32,5° выполнено 11 просечных выступа. Нижний валок этого калибра выполнен с круговой цилиндрической проточкой, ширина которой Δ=1,02 δ=17,35 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187398C2 |
| Система калибров для производства гнутых коробчатых профилей | 1991 |
|
SU1790461A3 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
Изобретение относится к прокатному производству и может быть использовано для изготовления сортовых холоднотянутых профилей. Система калибров содержит черновой, промежуточные и чистовой калибры, образованные установленными с зазором верхними и нижними валками с заданной шириной калибра. Бочка верхнего валка чистовой клети содержит три элемента, из которых средний выполнен в виде диска с установленными по его образующей просечными элементами заданной формы и с шириной рабочей части. Нижний валок этого калибра выполнен с круговой цилиндрической проточкой посередине бочки валка. Черновой калибр выполнен закрытым ребордами нижнего валка, а все калибры после чернового выполнены открытыми. Повышается качество гнутых профилей с просечками в месте изгиба и снижаются затраты на их производство. 1 ил.
Система калибров профилегибочного стана для формовки равнополочного просечного уголка, содержащая черновой, промежуточные и чистовой калибры, образованные установленными с зазором верхними и нижними валками с заданной шириной калибра В, при этом черновой калибр выполнен закрытым ребордами нижнего валка, отличающаяся тем, что бочка верхнего валка чистовой клети содержит три элемента, из которых средний выполнен в виде диска с установленными по его образующей просечными элементами заданной формы и с шириной рабочей части δ=(0,10...0,14) В, расположенными с угловым шагом 30...36°, а нижний валок этого калибра выполнен с круговой цилиндрической проточкой по середине бочки валка, ширина которой Δ=(1,01...1,03)δ, и все калибры после чернового выполнены открытыми.
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| Перфорированные профили | |||
| - М.: Металлургия, 1972, с.133, рис | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Стан для профилирования уголков | 1989 |
|
SU1690892A1 |
| ШОНй 1ШШ1П^ | 0 |
|
SU408688A1 |
| GB 1365715 A, 04.09.1974. | |||

