Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых гнутых профилей проката.
Известен способ последовательной подгибки элементов полосовой заготовки в калибрах профилегибочного стана [1]
Для передачи формуемой полосы из одной клети в другую, а также для частичного исправления серповидности профилей и их центрирования на современных станах применяют вертикальные калиброванные (профильные) ролики.
Известен способ производства гнутых профилей, преимущественно с отбортовками (корытных), в котором на первых переходах формуют профили с зауженными горизонтальными участками, которые растягивают на последних переходах при получении сечения заданной формы и размеров [2]
Известен также способ изготовления гнутых профилей корытного типа, отличающийся тем, что в последнем проходе боковые элементы подгибают на угол 17-35о по отношению к стенке при суммарном угле подгибки 87-89о.
Недостатком описанных способов является возможность искривления (серповидности) и искажения сечения готовых корытных профилей, в особенности формуемых из полос с повышенной серповидностью, что ухудшает качество проката.
Наиболее близким аналогом к изобретению является способ формообразования корытного профиля [3] заключающийся в последовательной по проходам подгибке полосовой заготовки формующими валками с одновременными центрированием полосы роликами и характеризующийся приложением горизонтальных усилий вертикальными роликами к кромкам полосы.
Недостатком данного способа является появление серповидности и искажение геометрии сечения, в особенности при профилировании заготовки с повышенной серповидностью и порезке профиля на мерные длины в готовом виде.
Задача изобретения повышение качества гнутых корытных профилей путем улучшения их геометрии.
Для этого центрирование полосы после каждого из трех последних проходов осуществляют с дополнительным приложением вертикальных усилий к дну формуемого профиля, а после чистового прохода горизонтальных усилий и участкам стенок, сопряженным с местами изгиба между дном и стенками.
Приложение вертикальных усилий к дну формуемого профиля компенсирует изгиб вниз дна и всего профиля, а приложение горизонтальных усилий к участкам стенок дает возможность избежать смещение профиля в этой плоскости перед порезкой.
Освобождение от контакта с вертикальными роликами (и от горизонтальных усилий) стенок после всех проходов, кроме последнего, необходимо для исключения возможной "переформовки" мест изгиба (т.е. несовпадения центров радиусов изгиба на профиле и на валках), которая может возникнуть при жесткой фиксации относительно малого сечения и небольшом расстоянии от вертикальных роликов до последующего калибра, так как в этом случае даже незначительное смещение роликов или валков (например, при настройке) от оси профилирования вызывает указанные отрицательные последствия.
Напротив, за последней клетью необходима жесткая фиксация всего сечения готового профиля, так как непосредственно за ней расположены летучие ножницы, а при порезке сформованной полосы на мерные длины в готовом виде (т.е. с вертикальными стенками) такая фиксация профиля обеспечивает качественный (без смятия элементов профиля) рез.
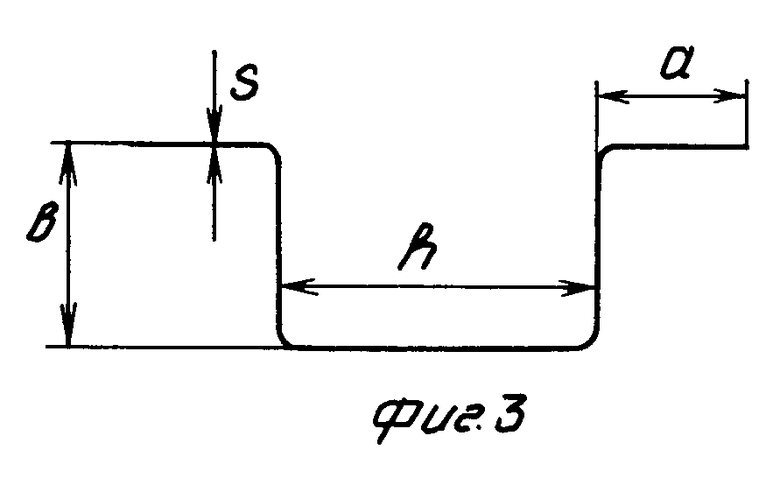
Опытную проверку предлагаемого способа производили на непрерывном профилегибочном агрегате 1-4х50-300 Магнитогорского меткомбината при формовке в семи клетях корытного профиля 40х32х32х3 мм (h=40; b=32; a=32; S=3 мм) из ст. 3пс. С этой целью пpи профилировании оценивали уровень качества гнутых профилей, полученных для различных вариантов использования вертикальных роликов.
Наилучшие результаты: выход профилей высокой точности (ВТ по ГОСТ 8283) 53% и остальное повышенной точности (ПТ), получены при реализации заявляемого технического решения. Использование других вариантов (все вертикальные ролики с "жесткой" фиксацией сечения см. фиг. 2, с приложением усилий только к кромкам и дну профилей см. фиг. 1, без приложения вертикальных усилий) дало выход профилей ВТ в пределах 14-37% (остальное ПТ и обычная точность), причем в отдельных случаях наблюдались искажения геометрии профилей (и поперечного сечения при порезке), что приводило к их отбраковке. Серповидность заготовки в пределах 2-11 мм на 3 м длины.
Апробация заявляемого способа с аналогичными результатами проведена также на корытных профилях 54х19х25х3 и 60х40х42х2 мм.
На фиг. 1-3 иллюстрируются особенности реализации предлагаемого способа изготовления гнутого корытного профиля.
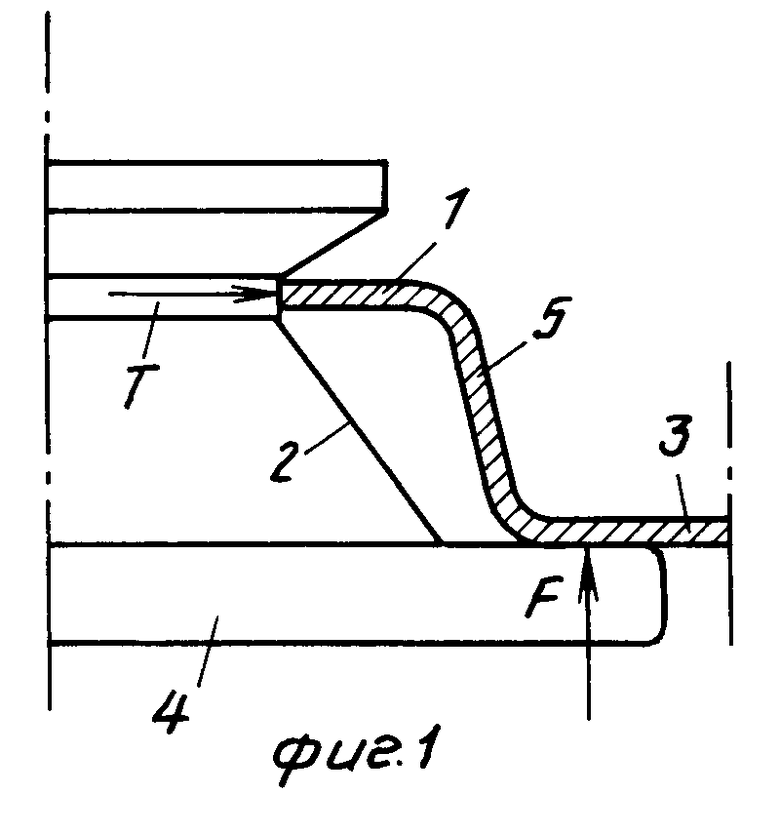
После двух предчистовых проходов кромки полок 1 (фиг. 1) формуемой полосы подвержены горизонтальным усилиям Т со стороны боковых поверхностей 2 вертикальных роликов, а дно 3 вертикальным усилиям F со стороны нижней реборды и роликов, в результате чего осуществляется центрирование (фиксация полок) в поперечном направлении и предотвращается опускание дна промежуточного сечения. При этом стенки 5 освобождены от контакта с роликами.
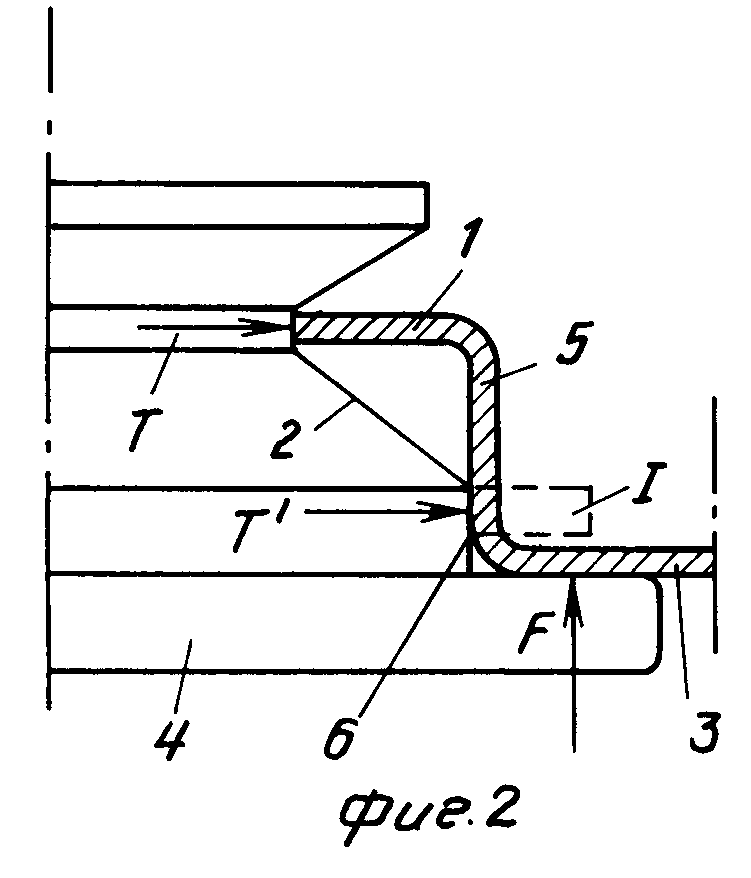
После последнего (чистового) прохода перед ножницами (фиг. 2) кромка полок 1 и дно 3 профиля подвержены воздействию соответственно горизонтальных Т и вертикальных F усилий.
Одновременно на участок 1 стенок, сопряженный с местом изгиба между дном 3 и стенками 5 профиля, действуют горизонтальные дополнительные усилия Тi со стороны цилиндрического элемента 6 ролика, обеспечивающие жесткую фиксацию полосы перед порезкой ее на мерные длины. Протяженность участка выбирается минимально возможной (критерий отсутствие рисок и царапин от роликов на внешней стороне стенки), что упрощает изготовление роликов и предотвращает застревание в них движущейся полосы (для указанных корытных профилей длина участка 1 в пределах (0,25-0,4)в).
Готовый корытный профиль (фиг. 3) имеет качественный рез и отвечает всем требованиям стандарта (ТУ).
П р и м е р. Корытный профиль 40х32х32х3 мм формуется на стане 1-4х50-300 за семь проходов (V и VI предчистовые, VII чистовой) с центрированием вертикальными роликами после каждого прохода. После I-IV проходов центрирование путем приложения горизонтальных усилий и кромкам профиля: после V, VI и VII с дополнительным приложением вертикальных усилий к дну профиля, причем после VII прохода дополнительно прикладывается горизонтальное усилие к участкам стенок длиной 10 мм, сопряженных с местами изгиба между дном профиля и его стенками. Порезка на мерные длины в готовом виде.
Положительным результатом при использовании изобретения является повышение качества гнутых корытных профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2114712C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1993 |
|
RU2049574C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1994 |
|
RU2063282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1992 |
|
RU2006315C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1992 |
|
RU2040996C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
Изобретение относится к обработке металлов давлением, в частности, к производству холодногнутых сортовых профилей проката. Задача изобретения - повышение качества гнутых корытных профилей путем улучшения их геометрии. Способ заключается в последовательной по проходам подгибке полосовой заготовки формующими валками с одновременным центрированием полосы посредством приложения горизонтальных усилий к ее кромкам после проходов и отличается тем, что центрирование после каждого из трех последних проходов осуществляют с дополнительным приложением вертикальных усилий к дну формуемого профиля, а после чистового прохода дополнительно прикладывают горизонтальные усилия к участкам стенок, сопряженным с местами изгиба между дном и стенками. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ путем последовательной по проходам подгибки полосовой заготовки формирующими валками с одновременным центрированием полосы посредством приложения горизонтальных усилий к ее кромкам после проходов, отличающийся тем, что центрирование после каждого из трех последних проходов осуществляют с дополнительным приложением вертикальных усилий к дну формуемого профиля, а после чистового прохода горизонтальных к участкам стенок, сопряженным с местами изгиба между дном и стенками профиля.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Тришевский И.С | |||
| и Докторов М.Е | |||
| Теоретические основы процесса профилирования | |||
| М.:Металлургия, 1980, с.15-16, рис.4а. | |||
