Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности на операциях окончательной обработки беговых дорожек наружных и внутренних колец высокоточных подшипников, например роликовых.
Известен способ суперфиниширования, когда абразивный брусок совершает прямолинейные возвратно-поступательные движения, направленные параллельно образующей роликовой дорожки вращающегося кольца и прижимающегося с необходимым усилием к обрабатываемой поверхности [1]. Недостатком этого способа является то, что в средней части обрабатываемой поверхности абразивный брусок большее время участвует в работе по сравнению с краями, и поэтому в середине снимается больший припуск. Вследствие этого появляется вогнутость (корсетность) по центру профиля роликовой дорожки, что снижает качество деталей.
Известен способ суперфинишной обработки роликовой дорожки, который осуществляется абразивными брусками, толщина которых составляет 1/3 ширины роликовой дорожки [2] . Данный способ осуществляется с переменной силой прижима абразивных брусков к обрабатываемой поверхности при их возвратно-поступательном движении.
В крайних положениях сила прижима больше, чем в средней части обрабатываемой поверхности, поэтому по краям происходит больший съем чем в средней части. Получается выпуклая 3-ступенчатая поверхность. Недостатки этого способа следующие:
при толщине брусков менее 5 мм бруски ломаются, и поэтому данный способ может быть применен при обработке колец, ширина роликовой дорожки которых более 15 мм;
получается не бобина, а 3-х ступенчатая с перегибами поверхность, что также снижает качество деталей; бруски быстро изнашиваются, что снижает точность и производительность обработки.
Наиболее близкими по технической сущности и достигаемому эффекту к заявляемому является способ чистовой обработки абразивными брусками, которые устанавливают в головке оппозитно по отношению к обрабатываемой детали, поджимают к ней и сообщают вращение головке и детали вокруг их осей, пересекающихся в плоскости симметрии профиля детали [3]. Недостатком этого способа является невысокое качество детали, так как независимо от требуемой формы профиля детали при обработке внутренней поверхности профиль приобретает выпуклую круговую форму, что часто приводит к снижению долговечности детали.
Задачей изобретения является формирование заданного профиля детали.
Поставленная задача достигается тем, что головку вращают попеременно в прямом и обратном направлении с переменной скоростью, обратно пропорционально величине требуемого съема припуска на каждом соответствующем участке профиля детали.
Сообщение головке кругового колебательного движения обеспечивает надежную очистку брусков от стружки и шлама, поддерживает их режущую способность, что создает хорошие условия для обеспечения требуемого съема металла на различных участках профиля детали. Круговое колебательное движение головки обеспечивает, с одной стороны, узкую полоску контакта каждого бруска с обрабатываемой поверхностью и, следовательно, возможность дифференциации съема металла вдоль профиля детали, с другой стороны, осуществление обработки детали вдоль ее всего профиля (без припусков). Переменная скорость колебательного движения головки, обратно пропорциональная величина требуемого съема припуска на каждом соответствующем участке профиля детали, обеспечивает при прочих указанных условиях различный съем металла на различных участках профиля, а следовательно, формирование заданной формы профиля.
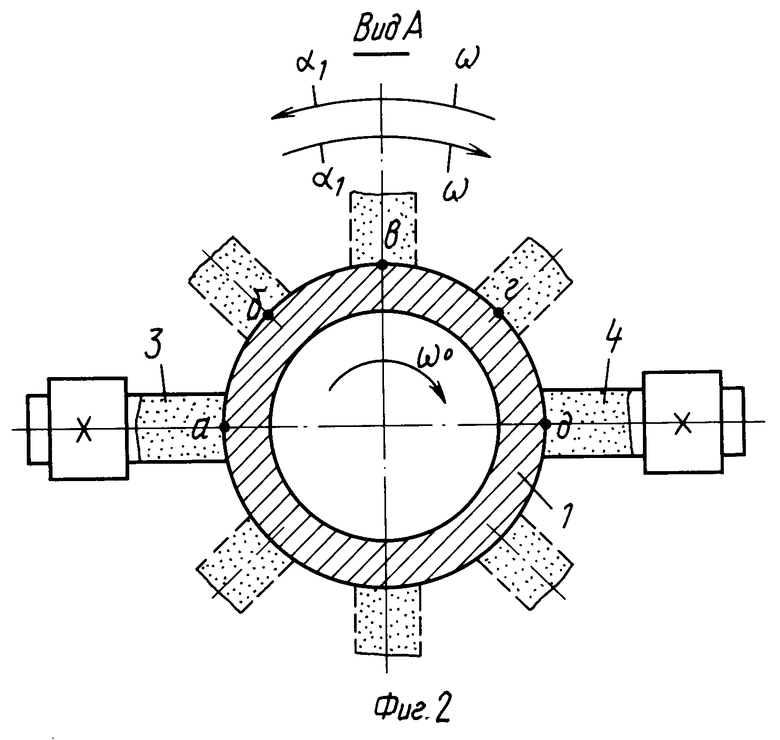
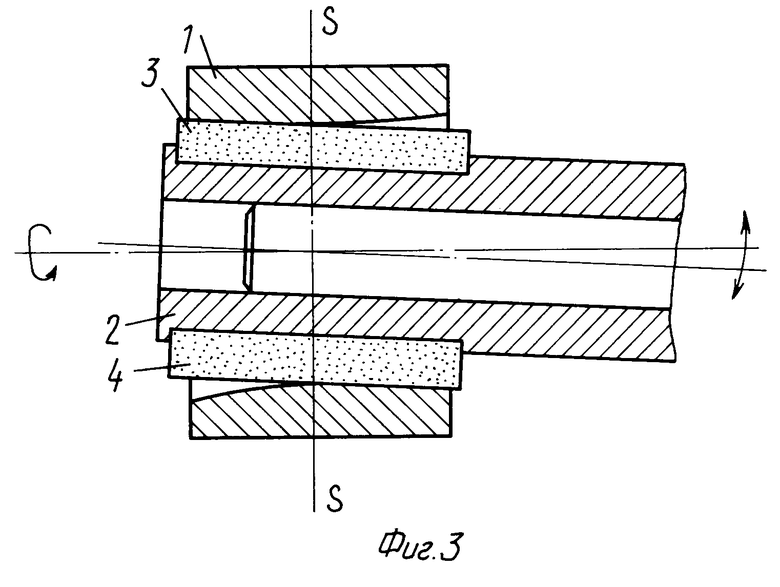
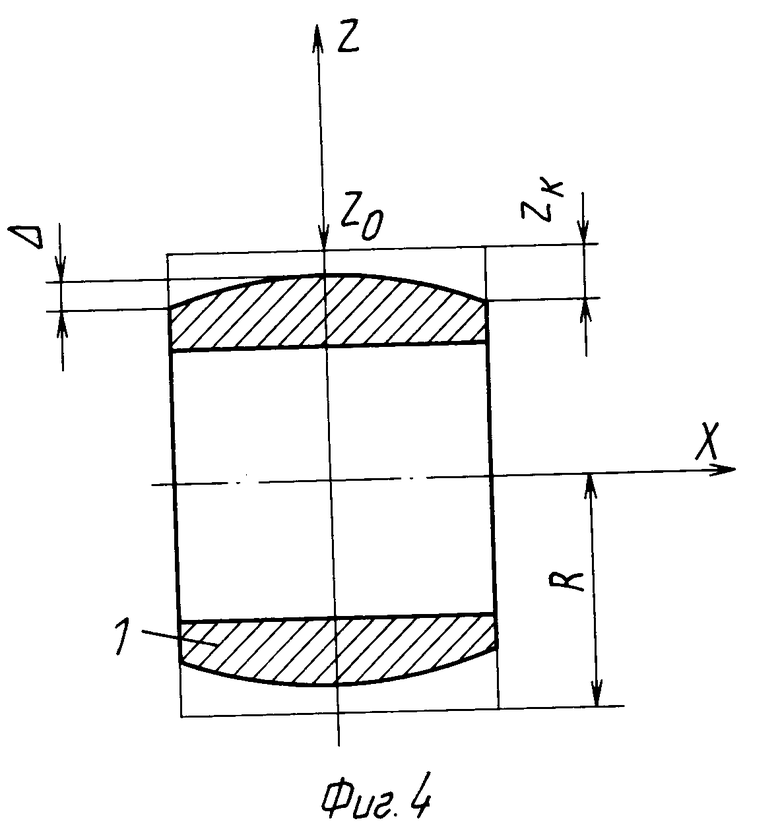
На фиг. 1 показана схема предлагаемого способа для обработки роликовой дрожки колец роликовых подшипников с расположением абразивных брусков в плоскости разворота осей шпинделя изделия и инструментальной головки, вид сверху; на фиг.2 - вид А по стрелке в поперечном направлении (повернуто на 90о) на фиг.1; на фиг.3 - схема реализации предлагаемого способа при обработке наружного кольца; на фиг.4 - обрабатываемая деталь.
В качестве примера рассмотрим обработку детали двумя абразивными брусками. Обрабатываемой детали 1 (фиг.1) сообщают вращательное движение со скоростью ωo вокруг оси О1, а инструментальной головке 2 с закрепленными абразивными брусками 3 и 4 сообщают качательные движения с переменной скоростью ω и углом качения α1 =180о (фиг.2) вокруг оси О2. Бруски прижимают к обрабатываемой поверхности с необходимым усилием Р (фиг.1), а ось вращения О1 обрабатываемой детали 1 устанавливают под углом α2 к оси О2 инструментальной головки 2 так, что точка К пересечения осей совмещается с плоскостью симметрии S-S (фиг.1 и 3) обрабатываемого профиля беговой дорожки. Возьмем на образующей t рабочей поверхности абразивного бруска 4 (фиг.1 и 2) пять равноудаленных друг от друга точек "а", "б", "в", "г", "д" (режущие элементы). При повороте (фиг.1) эти точки будут перемещаться по обрабатываемой поверхности по траектории m со скоростью ωa, ωб, ωв, ωг, ωд ,, причем скорости ωa=ωд(минимальные скорости), ωб=ωг (средние скорости), а ωв - максимальная, проходящая через середину обрабатываемой поверхности. При малых скоростях перемещения абразивных брусков по обрабатываемой поверхности (при вращении изделия с постоянной скоростью) абразивные бруски будут большее время участвовать в работе и поэтому будут снимать больший припуск. При средних скоростях будет средний съем припуска, а при максимальных скоростях будет минимальный съем припуска.
Пусть в процессе механической обработки с цилиндрической поверхности заготовки необходимо удалить неравномерно вдоль ее образующей припуск, равный Z = Zo + A.Xn, где Zo - припуск по центру профиля детали; Х - абсцисса точки профиля детали (фиг.4); А и n - коэффициент и показатель профиля получаемой поверхности заготовки.
При Х=0; Z = Zo, при Х = l/2; Z = Zo + +A(l/2)n = Zn; откуда
A =  (Zn- Zo) ; где l - длина образующей поверхности детали; Обозначим величину выпуклости поверхности Δ = Zn-Zo Тогда Z = Zo+
(Zn- Zo) ; где l - длина образующей поверхности детали; Обозначим величину выпуклости поверхности Δ = Zn-Zo Тогда Z = Zo+ ΔXn (1) Задаем скорость кругового вращательного движения головки обратно пропорциональной величине требуемого объема припуска:
ΔXn (1) Задаем скорость кругового вращательного движения головки обратно пропорциональной величине требуемого объема припуска:
ω =  ; (2) где В - коэффициент, отражающий влияние на интенсивность съема припуска условий обработки.
; (2) где В - коэффициент, отражающий влияние на интенсивность съема припуска условий обработки.
Подставляя в уравнение (2) равенство (1), имеем
ω = B Zo+
Zo+ X
X ; при X = 0; ωo=
; при X = 0; ωo=  Отсюда ω =
Отсюда ω =  (3) При необходимости угловую скорость ω можно выразить через линейную V, и тогда выражение (3) примет вид:
(3) При необходимости угловую скорость ω можно выразить через линейную V, и тогда выражение (3) примет вид:
V =  (4) Значения Х, ω и V в представленных выше выражениях выражены в виде абсолютных величин (без учета знака).
(4) Значения Х, ω и V в представленных выше выражениях выражены в виде абсолютных величин (без учета знака).
Таким образом, задавая окружную скорость колебательного движения головки в соответствии с равенством (4) можно обеспечить выпуклый профиль детали в виде параболы n-й степени. Процесс обработки заканчивается, когда съем металла по центру профиля детали достигает значения Zo.
Приведем конкретный пример. Пусть требуется обеспечить съем по центру профиля детали Zo =0,003 мм выпуклость профиля Δ =0,003 мм и форму профиля в виде параболы четвертой степени (n=4). Длина образующей l=20 мм. Из условия обеспечения наибольшей интенсивности съема установлена рациональная окружная скорость перемещения брусков Vo = 20 м/мин. Тогда V =  =
=  При Х = 5 мм (в точках "б" и "г" фиг.1) V = 18 м/мин При Х=10 мм (в точках "а" и "д" фиг.1) V = 10 м/мин
При Х = 5 мм (в точках "б" и "г" фиг.1) V = 18 м/мин При Х=10 мм (в точках "а" и "д" фиг.1) V = 10 м/мин
Подобным же образом обеспечивается профилирование дорожки качения наружного кольца роликоподшипника (фиг.3). В этом случае для получения выпуклого профиля дорожки качения скорость скольжения брусков по центральному участку профиля должна быть также выше, чем по крайним участкам.
Если обработка производится четырьмя брусками, то угол кругового колебательного движения головки составляет  =
=  π. В этом случае средняя скорость перемещения всех брусков во всех точках профиля одинаковая, и тем самым обеспечивается равномерный съем припуска вдоль образующей профиля детали даже если скорость качания головки неравномерна или если деталь имеет сложный профиль образующей поверхности. Это существенное преимущество способа по сравнению с существующими.
π. В этом случае средняя скорость перемещения всех брусков во всех точках профиля одинаковая, и тем самым обеспечивается равномерный съем припуска вдоль образующей профиля детали даже если скорость качания головки неравномерна или если деталь имеет сложный профиль образующей поверхности. Это существенное преимущество способа по сравнению с существующими.
Практическую реализацию способов несложно осуществить с помощью современных технических средств, например шагового двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1993 |
|
RU2072294C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2053100C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2004 |
|
RU2282527C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1993 |
|
RU2072293C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1993 |
|
RU2072295C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ АБРАЗИВНЫМИ БРУСКАМИ | 1988 |
|
RU1706134C |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
Использование: в машиностроении, в частности подшипниковой промышленности на операциях окончательной обработки беговых дорожек наружных и внутренних колец высокоточных подшипников, например роликовых. Сущность: обрабатываемой детали 1 сообщают вращательное движение со скоростью ωo вокруг оси O1 , а инструментальной головке 2 с закрепленными абразивными брусками 3 и 4 сообщают качательные движения с переменной скоростью ω вокруг оси O2 . Величину переменной скорости ω задают равной обратно пропорциональной величине требуемого съема припуска на каждом соответствующем участке профиля деталей. 4 ил.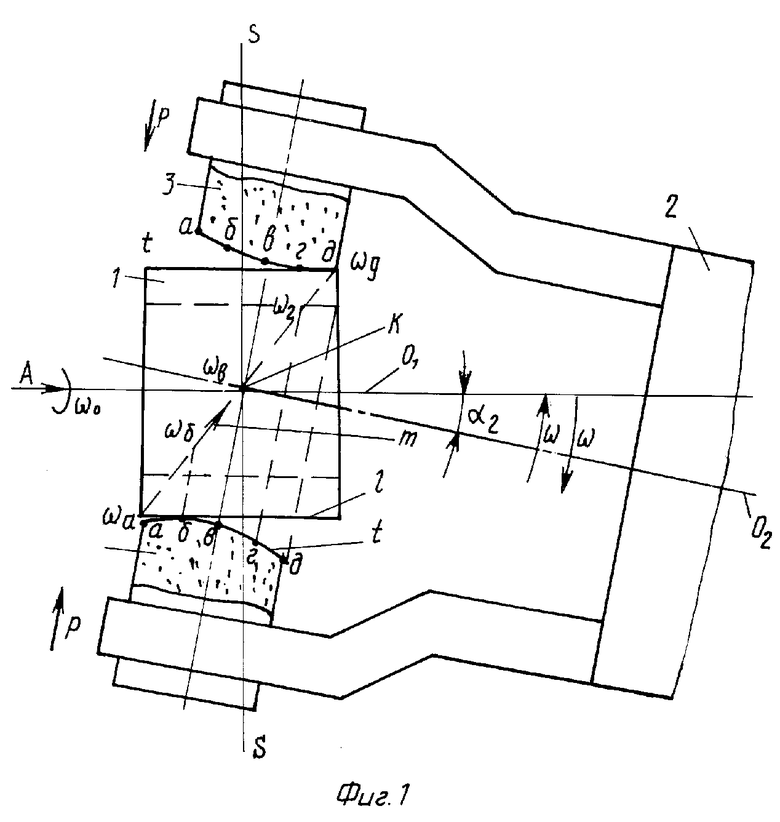
СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ абразивными брусками, которые устанавливают в головке оппозитно обрабатываемой детали, поджимают к ней и сообщают круговое движение головке и детали вокруг их осей, пересекающихся в плоскости симметрии профиля детали, отличающийся тем, что круговое движение головки осуществляют в прямом и обратном направлениях с переменной скоростью, обратно пропорциональной величине требуемого съема припуска на каждом соответствующем участке профиля детали, на угол 2 π / n , где n - количество брусков в головке.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ чистовой обработки | 1985 |
|
SU1337238A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
