Имеющие форму полотна материалы с крестообразным расположением слоев из двух или более соединенных между собой пленок, которые ориентированы по одной оси или асимметрично ориентированы по двум осям, имеются в продаже с 1968 года, но они всегда представляют проблемы при термосваривании.
Эти первые материалы со слоистым крестообразным расположением слоев изготовлялись с составами, структурой и способом, описанными в GB-A-0792976 от 9 апреля 1958 года и GB-A-0816607 от 15 июля 1959 года. Трубообразная пленка из полиэтилена (обычно полиэтилен высокой плотности ВППЭ) или полипропилена была ориентирована строго по одной оси в продольном направлении путем растягивания при относительно низкой температуре, затем разрезана по спирали на полотно с ориентацией под наклоном, и две или более такие полосы затем образовывали слоистый материал, обычно путем ламинирования прессованием с крестообразными направлениями ориентации. Когда такие слоистые материалы с крестообразным расположением слоев подвергались термосвариванию, например, путем импульсной сварки для образования "раздираемого" термосварного шва, прочность шва на расслаивание при ударе оказалась исключительно низкой (за исключением того, когда шов усилен с помощью дополнительного материала, например посредством наложения липкой ленты).
Под "раздираемым" (как апельсиновая корка) термосварным швом понимается термосварный шов, предназначенный для того, чтобы выдерживать расслаивающие силы, сконцентрированные в линейной, очень узкой зоне, в противоположность термосварному шву "внахлестку", который выполняется для того, чтобы выдерживать сдвигающие силы, которые распределены по всей ширине шва.
Прочность на расслаивание при ударе или раздирании особенно нужна для мешков, имеющих термосварной шов, для того, чтобы они выдерживали воздействие удара, когда мешок падает на одну из своих кромок, перпендикулярных проходящему линейно термическому шву.
Низкая прочность шва на расслаивание связана с тем фактом, что термический шов разрушает ориентацию не только в соединительной части шва, где потеря ориентации не имеет значения, но также в непосредственно примыкающих узких "линиях" несклеенного слоистого материала с крестообразным расположением слоев. Во время расслаивания при ударе эти "линии" оказываются слабыми и имеют тенденции к разрушению. (При более низких скоростях расслаивания, когда материал в этих линиях имеет время для удлинения и ориентации, уплотнения могут иметь удовлетворительную прочность на расслаивание).
Прочность на расслаивание при ударе может быть повышена, но недостаточно, путем совместной экструзии тонких поверхностных слоев с низкой температурой плавления ("слои термосварного шва") на пленки, используемые при изготовлении слоистого материала с крестообразным расположением слоев. Однако, когда термосваривание производится при температуре, при которой сохраняется ориентация основных слоев, имеет место другое явление, а именно два крестообразно расположенных слоя отделяются один от другого, поскольку расслаивающая сила концентрируется в тонких связывающих слоях. Для того чтобы исключить это отделение, пленки в зоне соединения и непосредственно вблизи нее должны иметь возможность плавиться и посредством этого увеличивать толщину, в результате чего растяжения, создаваемые расслаиванием, будут уменьшены.
Как описано в патенте Великобритании GB-A-1526722, повышение прочности на расслаивание при ударе термосварных швов (и определенные другие преимущества по прочности) были получены другим способом производства слоистых материалов с крестообразным расположением слоев. Обычным путем осуществления этого способа (который является промышленным с 1978 г.) является способ, в котором сначала совместно экструдируют трубообразную пленку, которая имеет в основном продольную ориентацию по одной оси, и дополнительные поверхностные слои для облегчения последующего процесса образования ламинирования ("укладки слоев") и для улучшения поверхностных характеристик готового материала с крестообразным расположением слоев, особенно свойств его термосваривания ("слои с термосварным швом"). Эта трубообразная пленка затем разрезается по спирали для получения полотна с ориентацией расплава под наклоном, и несколько таких полотен непрерывно крестообразно накладываются друг на друга и затем ориентируются путем поперечного растягивания между валиками с канавками, и перед ориентацией или после нее они подвергаются обычному продольному растягиванию между обыкновенными гладкими валиками, которые вращаются с различными окружными скоростями. Растягивание посредством валиков с канавками обычно повторяется несколько раз, и продольное растягивание также может повторяться. Для получения максимальных свойств поглощения энергии, а также с точки зрения прочности на расслаивание при ударе термосварного шва, стадии продольного и поперечного растягивания после наложения разрезанных по спирали пленок друг на друга обычно выполняются при температурах, которые значительно ниже, чем диапазоны плавления пленок, и могут даже выполняться при нормальной температуре окружающей среды. В патенте США US-A-4629525 описан последующий процесс термической стабилизации. В настоящем изобретении также предполагается такое расположение пленки таких слоистых материалов, чтобы одна из них имела в основном направление ориентации, по существу, по продольному направлению слоистого материала с крестообразным расположением слоев, а другая имела в основном направление ориентации, по существу, перпендикулярное продольному направлению.
Обычно достигается прочное соединение между крестообразными наложенными пленками, так что они образуют слоистый материал уже при растягивании между валиками с канавками, и это соединение возрастает в процессе термической стабилизации. Однако действительно сильное полное соединение всегда исключается, поскольку это разрушает сопротивление распространению разрыва, которое является особенно важной характеристикой этих слоистых материалов с крестообразным расположением слоев.
Повышенная равномерность поперечного растягивания между валиками с канавками и возможности повышения производительности, более тяжелые и прочные слоистые материалы с крестообразным расположением слоев получаются по способу, описанному в Европатенте ЕР-В-0276100, в котором валики с канавками в комплекте пригнаны чрезвычайно точно один к другому, и валики действуют под высоким давлением для совместного поперечного вытягивания и поперечного сжатия. (Это используется в примере в настоящем описании). Указанный способ дальше разрабатывается в Европатенте ЕР-А-0624126.
Практические способы разрезания по спирали описаны в Европатенте ЕР-В-0426702. В этом патенте также излагается, как большой угол ориентации расплава, даже 90° к продольному направлению пленки, может быть достигнут путем, во-первых, экструзии трубообразной пленки с "винтовой" ориентацией расплава (относительный поворот между пресс-формой и растягивающим средством) и, во-вторых, процесса разрезания по спирали этой трубы в направлении, которое повышает угол ориентации.
Если говорить о проблеме прочности на расслаивание при ударе в термосварном шве, то слоистые материалы с крестообразным расположением слоев, изготовленные в соответствии со способом по упомянутому выше патенту Великобритании GB-A-1526722, или в упомянутых выше его усовершенствованиях, использовались с 1978 года при изготовлении технических мешков с открытой горловиной, запечатанных сверху и/или снизу посредством "раздираемого" термосварного шва, и все еще используются в относительно большом масштабе. Это предполагает использование процесса "образование-наполнение-и-запечатывание", при котором превращение пленки в мешок имеет место одновременно с операцией наполнения. Однако при существующей необходимости уменьшения толщины материала пленки при изготовлении мешков весьма необходимы дополнительные усовершенствования. Поэтому важно достичь усовершенствования свойств термосварного шва без уменьшения других важных прочностных характеристик, в частности предела текучести при растяжении. Последний параметр является важным в связи со штабелированием технических мешков, наполненных порошкообразным или гранулированным материалом, поскольку нижние слои мешков в штабеле часто находятся под очень высокой статической нагрузкой.
В соответствии с изобретением согласно Европатенту ЕР-В-0338747, которое разработано специально для технических мешков, изготовленных из таких слоистых материалов, термосварной шов защищен расположенным поблизости рядом гофров, которые предназначены для того, чтобы действовать таким образом, чтобы поглощать удар и/или регулировать усилие.
Более того, в соответствии с изобретением, раскрытым в публикации WO-A-98/23434 международной заявки, предусмотрен способ термического запечатывания также специально для слоистых материалов с крестообразным расположением слоев, который дает возможность особенно высокой усадки полимерной пленки не только в зоне соединения термосварного шва, но также в расположенных в непосредственной близости несоединенных зонах пленки на той стороне шва, которая входит в контакт с содержимым мешка или предназначена для этого. Посредством этой высокой усадки пленка в указанных зонах утолщается, и это компенсирует потерю ориентации в этих зонах. (Как упомянуто в начале этого описания, проблемы термосваривания слоистых материалов с крестообразным расположением слоев возникают в связи с потерей ориентации в несвязанных зонах, близких к зоне соединения). Изобретение включает вращение одной из запечатывающих пластин.
Однако, несмотря на явные положительные результаты этих двух изобретений, одного для защиты шва посредством гофров и другого в связи со специальным способом термосваривания, ни одно из них не было принято на рынке. Причина заключается в том, что для обоих изобретений требуется специальное оборудование, устанавливаемое пользователем, которое превращает слоистый материал с крестообразным расположением слоев в мешки и/или наполняет и запечатывает мешки. Следовательно, имеется большая потребность в улучшении параметров термосваривания самого слоистого материала без негативного воздействия на другие прочностные характеристики, в частности на предел текучести при растяжении.
Таким образом, технической задачей настоящего изобретения стало создание слоистого материала с перекрестным расположением слоев и способа его изготовления, а также изделия из такого материала, которые позволяют сохранить характеристики, в частности модуль упругости, материала при его термосваривании.
Данная техническая задача решается за счет того, что в имеющий форму полотна слоистый материал с крестообразным расположением слоев, состоящий из двух или более соединенных друг с другом пленок или комплектов пленок, каждая из которых ориентирована по одной оси или асимметрично ориентирована по двум осям, согласно изобретению указанный слоистый материал состоит из составляющей А с одной стороны слоистого материала с крестообразным расположением слоев, состоящей либо из пленки, в которой основное направление ориентации, по существу, следует продольному направлению полотна, либо из комплекта пленок, результирующее основное направление которого, по существу, следует указанному направлению, и из составляющей В с другой стороны слоистого материала с крестообразным расположением слоев, состоящей либо из пленки, в которой основное направление ориентации, по существу, перпендикулярно продольному направлению полотна, либо из комплекта пленок, результирующее основное направление которого, по существу, перпендикулярно продольному направлению полотна, при этом модуль упругости материала составляющей А в неориентированном состоянии, по меньшей мере, на 15% ниже модуля упругости материала составляющей В в неориентированном состоянии, и после нагревания крестообразно расположенные составляющие А и В имеют различную усадку вдоль указанного продольного направления, при этом материал составляющей А имеет большую усадку.
Предпочтительно составляющая А составляет, по меньшей мере, 10 вес.% всего слоистого материала с крестообразным расположением слоев, и что усадки составляющих А и В в продольном направлении полотна в процентах отличаются, по меньшей мере, на 10 в соответствии с испытанием, при котором составляющие А и В отделены друг от друга, и в зависимости от варианта выполнения отделенные пленки или комплекты пленок испытываются на их усадку в продольном направлении при нагреве до той температуры, которая близка, но ниже нижней из механически определенных температур плавления составляющих А или В.
Предпочтительно усадка составляющей А при температуре, определенной в п.2, составляет, по меньшей мере, 30%.
Предпочтительно поперечное сечение полотна имеет волнистую форму со стабилизированными волнами.
Предпочтительно длина волны, измеренная от вершины волны до вершины волны на одной поверхности полотна, составляет меньше 5 мм.
Предпочтительно составляющая В при в основном симметричном расположении состоит из, по меньшей мере, 2-х пленок, основное направление ориентации каждой из которых образует угол, составляющий от 50° до 90° к продольному направлению полотна.
Предпочтительно составляющая А при в основном симметричном расположении состоит из, по меньшей мере, 2-х пленок, основное направление ориентации каждой из которых образует угол, составляющий от 0° до 35° к продольному направлению полотна.
Предпочтительно составляющая А и/или В состоит из, по меньшей мере, 2-х пленок, соединенных друг с другом, причем указанное взаимное соединение является более прочным, чем соединение между составляющими А и В.
Предпочтительно каждая из пленок в обоих комплектах составляющих А и В представляет собой совместно экструдированную пленку, имеющую основной слой для прочности в середине и дополнительные слои на каждой его стороне, причем одни дополнительные слои, образующие поверхности слоистого материала, выбраны для обеспечения заданных свойств поверхностей, а другие дополнительные слои выбраны для облегчения соединения пленок друг с другом.
Предпочтительно основной слой в пленке или в каждой из пленок, которые образуют составляющую В, состоит из полиэтилена с высоким молекулярным весом и высокой плотностью или из его смеси с линейным полиэтиленом низкой плотности, и основной слой пленки или каждой из пленок, которые образуют составляющую А, состоит из линейного полиэтилена низкой плотности или из смеси его с полиэтиленом с высоким молекулярным весом и высокой плотностью.
Предпочтительно к основному слою в пленке или пленках, которые образуют составляющую В, добавлено от 5 до 20% полипропилена.
Предпочтительно основной слой в одной или в каждой из пленок, которые образуют составляющую В, основан на полипропилене.
Кроме того, техническая задача решается за счет того, что согласно способу изготовления слоистого материала с крестообразным расположением слоев, при котором формируют полотно из наложенных друг на друга различных пленок, каждая из которых имеет основное направление ориентации, и при этом эти направления пересекаются, и затем наложенные друг на друга пленки дополнительно ориентируют ниже их диапазона плавления путем совместного растягивания в продольном направлении полотна, а также в поперечном направлении полотна перед или после этого растягивания в продольном направлении, причем поперечное растягивание выполняют между валиками с канавками, и наложенные друг на друга пленки соединяют с образованием слоистого материала перед, в процессе или после указанных продольного и поперечного растягивания согласно изобретению указанное полотно из наложенных друг на друга пленок состоит из двух составляющих А и В из пленок или комплектов пленок соответственно, причем составляющая А на одной стороне и составляющая В на другой стороне полотна из наложенных друг на друга пленок, причем составляющая А является либо пленкой, в которой основное направление ориентации, по существу, следует продольному направлению полотна из наложенных друг на друга пленок, либо комплектом пленок, в котором результирующее основное направление ориентации, по существу, следует указанному направлению, и указанная ориентация или результирующая ориентация является более сильной, как измерено путем испытания усадки перед тем, как составляющие А и В накладываются друг на друга, чем ориентация или результирующая ориентация в составляющей В в том же направлении, и, кроме того, составляющая В представляет собой либо пленку, в которой основное направление ориентации, по существу, перпендикулярно продольному направлению полотна, либо комплект пленок, в котором результирующее основное направление ориентации, по существу, перпендикулярно продольному направлению полотна, в котором модуль упругости в составляющей А в неориентированном состоянии, по меньшей мере, на 15% ниже модуля упругости составляющей В в не ориентированном состоянии, и указанная ориентация или результирующая ориентация составляющей В сильнее, как видно из испытания на усадку перед тем, как составляющие А и В накладывают друг на друга, чем ориентация в составляющей А в указанном перпендикулярном направлении.
Предпочтительно составляющая А составляет, по меньшей мере, 10 вес.% слоистого полотна, и что усадки составляющих А и В в продольном направлении слоистого полотна в процентах отличаются, по меньшей мере, на 10 в соответствии с испытанием, при котором пленки в составляющих А и/или В, когда составляющие А и В являются комплектами, соединены вместе без изменения их свойств, и составляющие А и В испытывают на их усадку в продольном направлении при нагреве до одной и той же температуры, которая близка, но ниже нижней из механически определенных температур плавления составляющих А или В.
Предпочтительно ориентацию или результирующую ориентацию в составляющей А в соответствии с продольным направлением слоистого полотна, которая установлена перед тем, как составляющие А и В накладывают друг на друга, выполняют достаточно сильной для достижения того, чтобы в готовом продукте усадка в процентах составляющей А, определенная, когда составляющие А и В отделены друг от друга, и составляющая А быстро нагрета до температуры, которая близка, но ниже механически определенной температуры плавления, составляла не менее 30%.
Предпочтительно каждую пленку составляющих А и В, использованную при ламинировании, изготовляют путем совместной экструзии, в результате чего на каждой стороне для соединения с соседней пленкой слоистого материала имеется дополнительный слой, предназначенный для облегчения склеивания.
Предпочтительно пленку или пленки составляющей А перед наложением на пленку или пленки составляющей В ориентируют в продольном направлении путем вытягивания на фрикционном удерживающем валике или стержне.
Предпочтительно составляющую А образуют из одной пленки, которая подается с основной ориентацией расплава в продольном направлении, и эту одну пленку подвергают указанному вытягиванию.
Предпочтительно составляющую А образуют из двух пленок, каждая из которых произведена с основным направлением ориентации под углом от 0 до 45° к ее продольному направлению, либо путем разрезания по спирали ориентированной в основном в продольном направлении трубообразной пленки, либо путем закручивания трубообразной пленки в то время, когда она вытягивается из экструзионной пресс-формы и имеет вздутую форму, причем две пленки затем соединяются вместе для образования в основном симметричного наложения одной пленки на другую, и эти наложенные пленки подвергают указанному фрикционному вытягиванию.
Предпочтительно комплект составляющей А производят следующим образом: первый слоистый материал с крестообразным расположением слоев из 2 ориентированных в расплаве слоев формируют с помощью вращающихся в противоположных направлениях частей пресс-формы, причем ламинирование осуществляют непосредственно перед, в процессе или непосредственно после того, как эти слои выйдут из формы предпочтительно с дополнительным совместно экструдированным слоем между ними, предназначенным для уменьшения склеивания, причем ориентация в расплаве в каждом из 2 слоев образует угол менее 45° к продольному направлению первого слоистого материала с крестообразным расположением слоев, и затем выполняют указанное вытягивание.
Техническая задача решается и за счет того, что в изделии, преимущественно мешке, изготовленном посредством термосваривания слоистого материала с крестообразным расположением слоев с аналогичным слоистым материалом с крестообразным расположением слоев с образованием легко расслаиваемого шва, расположенного в основном перпендикулярно к продольному направлению слоистого материала, согласно изобретению слоистый материал является описанным слоистым материалом или изготовлен описанным способом, и при этом составляющая А одного слоистого материала с крестообразным расположением слоев непосредственно термосварена с составляющей А другого слоистого материала с крестообразным расположением слоев.
Техническая задача также решается путем создания имеющего форму трубы или сложенного полотна слоистого материала с крестообразным расположением слоев, предназначенного для изготовления мешков с открытой горловиной или для формования-наполнения-и-запечатывания, которое согласно изобретению выполнено из описанного слоистого материала или изготовлено описанным способом, при этом поверхность составляющей А образует внутреннюю поверхность трубы или сложенного полотна.
Далее изобретение будет пояснено более подробно со ссылкой на чертежи, на которых:
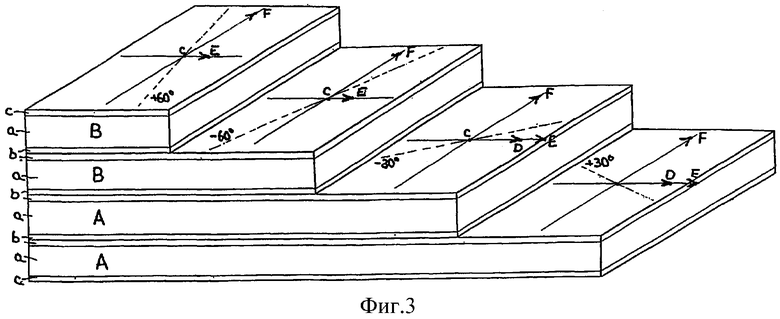
фиг.1, 2 и 3 - перспективные изображения трех различных конструкций слоистого материала с крестообразным расположением слоев,
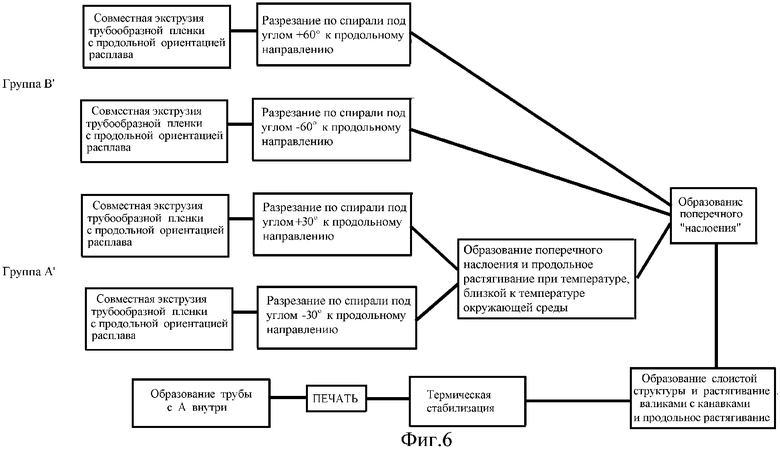
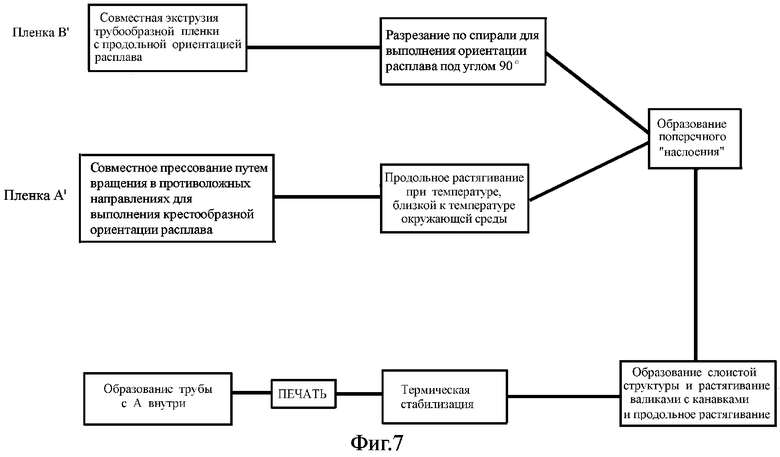
фиг.4, 5, 6 и 7 - блок-схемы четырех различных технологических процессов для изготовления слоистого материала с крестообразным расположением слоев и превращения его в трубу для изготовления мешков, включая использование для процесса "образование-наполнение-и-запечатывание",
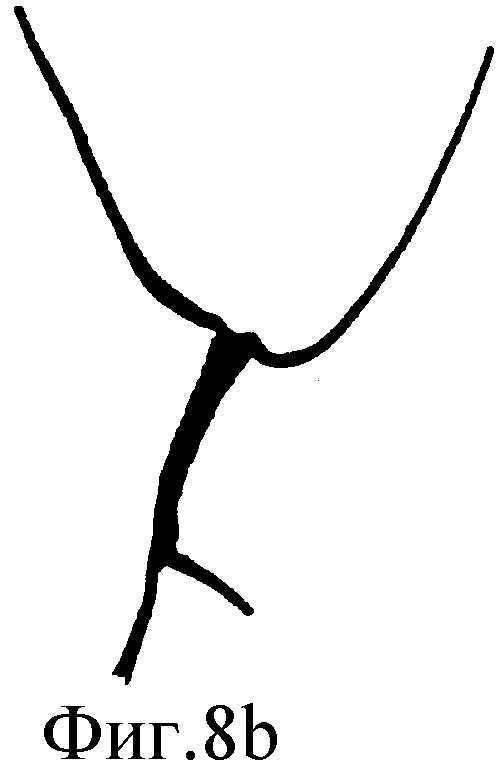
фиг.8 а, b и с - микрофотографии поперечных сечений термосварных швов, изготовленных при различных температурах, в слоистом материале с крестообразным расположением слоев, который изготовлен, как описано в примере,
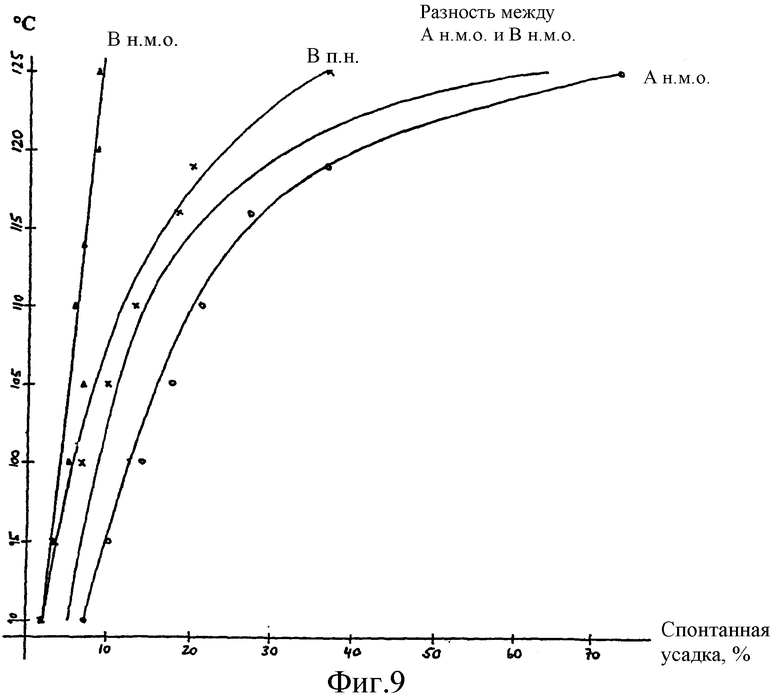
фиг.9 - четыре графика, относящиеся к примеру 4, показывающие свойства усадки различных слоев в различных направлениях.
На перспективных изображениях фиг.1, 2 и 3 (а) представляют собой основные слои из материалов с высокой прочностью на растяжение слоистых материалов с крестообразным расположением слоев, (b) представляют собой слои для получения слоистой структуры и (с) слои термосваривания. Углы ориентации расплава перед тем, как имеет место любое наложение, обозначены пунктирными линиями, и величина соответствующего угла написана на пунктирной линии. Величины +60° и -60° приняты как примеры числового выражения относительно больших углов, и +30° и -30° - как примеры относительно малых углов.
Буквы А или А' и В или В' обозначают составляющие слоистого материала, которые содержат пленку или комплект пленок.
Вектор CD показывает продольную ориентацию, выполненную в составляющей А' значительно ниже диапазона плавления и перед тем, как составляющая А' накладывается на составляющую B'.
Векторы DE и CF показывают продольную и поперечную ориентации, соответственно, в слоистом материале с крестообразным расположением слоев, которые выполнены после наложения составляющих А' и В' друг на друга, при этом ориентация CF создается растягиванием посредством валиков с канавками.
Что касается блок-схем на фиг. от 4 до 7, необходимо отметить, что следует делать различие между "наложением" друга на друга и "образованием слоистой структуры". Под "наложением" следует понимать, что две или более пленки совмещаются вместе, одна поверх другой, причем не имеет значения, соединятся ли они друг с другом, или останутся несоединенными. "Образованием слоистой структуры" называется соединение вместе пленок, "наложенных" друг на друга (и образование слоистой структуры может происходить одновременно с "наложением" или после него).
В каждой из блок-схем имеется блок с текстом: "Образование слоистой структуры и растягивание валиками с канавками и продольное растягивание". Причина, по которой разные стадии собраны в одном блоке, заключается в том, что, как уже было упомянуто, каждая стадия обычно повторяется несколько раз и последовательность этих стадий может изменяться.
Микрофотографии фиг.8а, b, c и d имеют масштабную линейку для того, чтобы показать увеличение. Время сварки составляет около 1,4 с. По чисто практическим соображениям две запечатывающие пластины имели различные температуры, а именно следующие:
фиг.8а: 120°С - на одной пластине и 130°С - на другой пластине,
фиг.8b: 130°С - на одной пластине и 140°С - на другой пластине,
фиг.8с: 150°С - на одной пластине и 150°С - на другой пластине,
фиг.8а: 170°С - на одной пластине и 180°С - на другой пластине.
Точность контроля температуры на каждой пластине была 2°С.
Пример
Получен слоистый материал с крестообразным расположением слоев, имеющий структуру, показанную на фиг.2, и с использованием технологического процесса, показанного на блок-схеме фиг.5 (но при этом опущены стадии "Печатание" и "Образование трубы").
Пленка составляющей А' получена совместным прессованием как трубообразная пленка с весом 59 г·м-2.
Основной слой (а) в пленке составляющей А', 75 вес.% всей составляющей А': 50% линейный полиэтилен с низкой плотностью (Dowlex 2045) + 50% полиэтилена с высоким молекулярным весом и высокой плотностью. (Небольшие количества концентратов с пигментом и добавками не учитываются).
Слой термосваривания (с) в пленке составляющей А', 15 вес.% от всей составляющей А': 100% линейный полиэтилен с низкой плотностью (Dowlex 2045).
Слой (b) для образования слоистой структуры в пленке составляющей А', 10 вес.% от всей составляющей А': 15% Affinity 8100 + 85% линейный полиэтилен с низкой плотностью (Dowlex 2045). Affinity 8100 представляет собой металлоцен линейного полиэтилена с низкой плотностью, имеющий диапазон плавления около 50-60°С.
После экструзии пленка растягивается в отношении 1,30:1 в продольном направлении при 40°С.
Две пленки, используемые для составляющей В', экструдируются с весом 45,4 г·м-2. Основной слой (а) состоит из 70% полиэтилена с высоким молекулярным весом и высокой плотностью + 10% полипропилена + 20% линейного полиэтилена с низкой плотностью. Слои (b) для образования слоистой структуры имеют тот же состав, что и в составляющей А'. Кроме того, пленка составляющей В', центральная из трех пленок, имеет слой для образования слоистой структуры на обеих поверхностях, причем каждый составляет 10 вес.% общего веса. Остальная пленка составляющей В' имеет поверхностный термосвариваемый слой. Такая пленка на поверхности составляющей В' содержит 75% основного слоя (а), 15% слоя термосваривания (с) и 10% слоя (b) для образования слоистой структуры.
Эти две пленки составляющей В' разрезаются по спирали под углом 57°.
Три совместно экструдированные пленки составляющих А', В', и В' образуют поперечное "наложение", как показано на блок-схеме фиг.5. В продолжение дальнейшей последовательности стадий, показанных в этой блок-схеме, "наложенные" пленки растягиваются в отношении 1,50:1 в поперечном направлении и примерно 1,2:1 в продольном направлении.
Эти стадии выполняются, по существу, как в примере 3 Европатента ЕР-В-0276100. Вес готового слоистого материала с крестообразным расположением слоев составляет 89 г·м-2.
Образец слоистого материала (около 0,5 м2) разделяется на пленку составляющей А и склеенную группу пленок составляющей В, и обе составляющие испытываются на усадку при различных температурах, причем пленка составляющей А испытывается только в направлении механической обработки (н.м.о.), пленки составляющей В при н.м.о. и в поперечном направлении (п.н.). Отделение производится вручную при комнатной температуре следующим образом.
Угол образца отгибается несколько раз для того, чтобы создать утончившиеся места расслаивания. В этом отогнутом углу делается надрез между составляющими А и В и щель расширяется посредством разрыва. В связи с относительно слабым соединением и различными направлениями ориентации разных пленок щель будет расширяться в различных направлениях в разных пленках, в то время как силы разрыва по месту исключают склеивание. (Это явление является причиной того, почему слоистые материалы с крестообразным расположением слоев из неориентированных пленок имеют высокое сопротивление распространению разрыва, и поэтому слоистые материалы с крестообразным расположением слоев обычно изготавливаются с относительно слабым соединением между отдельными пленками). Когда расслаивание начинается по месту таким образом, оно легко выполняется просто путем расслаивания вручную без влияния на свойства отдельных пленок. Посредством такого расслаивания пленка составляющей А отделяется от группы пленок составляющей В, но последняя остается соединенной.
Составляющие А и В разрезаны в ленту, образующую образцы А вдоль н.м.о. и В для одной серии испытаний вдоль н.м.о. и для другой серии - вдоль п.н. Каждая лента имеет ширину 15 мм и длину примерно 10 см.
Каждое испытание выполняется следующим образом.
Отмечается длина 30 мм вблизи одного конца образца. Груз 0,7 г прикрепляется к этому концу, чтобы удерживать его прямым, и часть ленты, включающая отмеченную длину, опускается в горячую смесь глицерин/вода на 3 секунды. (Эта смесь имеет точку кипения примерно 135°С, при этом она содержит так много воды, что она не может влиять на свойства полиэтиленовых пленок). Температура глицерина регулируется перед каждым таким испытанием, и пробуются различные температуры, от 90°С вплоть до температуры плавления обычного линейного полиэтилена низкой плотности. После обработки измеряется усадка первоначальной длины участка 30 мм.
Результаты показаны в таблице 2 и представлены на фиг.9. Последняя также содержит график, на котором показана при каждой данной температуре разница между% усадки составляющих А и В в направлениях их механической обработки. Эта кривая образована посредством измерения расстояний между другими двумя кривыми. Ряд значений с кривой "разность усадки" приведен ниже в таблице.
Слоистый материал с крестообразным расположением слоев термосваривается с таким же материалом, составляющая А с составляющей А, причем процесс сваривания точно такой, как описан в WO-A-98/23434, стр.20-21, за исключением того, что опробованы различные температуры сваривания, как раскрыто в описании к фиг.8 а, b и с.
Микрофотографии профилей швов (смотри эти фигуры) сделаны с увеличением в 12 раз с использованием видеомикроскопа. Прочность на расслаивание при ударе испытывается, как описано в WO-A-98/23434, стр.23, строка 37 - стр.24 строка 11.
Швы, выполненные при 130/140°С, и при более высоких температурах, выдержали 100%, что является удивительно хорошим, в то время как швы, выполненные при 120/130°С, по большей части разрушались.
Предел текучести на растяжение определялся в м.н.о. и п.н. путем испытания деформация/напряжение образцов в форме ленты шириной 15 мм при скорости растягивания, соответствующей 50% удлинения в минуту. При этой относительно низкой скорости предел текучести на растяжение будет характеризовать свойства ползучести, которые являются очень важными для технических мешков. Пределы текучести на растяжение определяются из графиков деформация/напряжение. Обычно при испытаниях полимерных пленок при таком низком % удлинения в минуту, графики не показывают резких изменений, обозначающих начало текучести. Они начинаются с линейного участка, где применяется закон Гука, затем постепенно изменяются до другого почти линейного участка, где растяжение возрастает очень медленно с удлинением (и непосредственно перед разрушением рост растяжения является крутым).
Обычно, предел текучести при растяжении определяется графически путем экстраполяции упомянутых выше двух линейных участков так, чтобы они пересекались. Растяжение, соответствующее точке пересечения, принимается как предел текучести при растяжении.
Для сравнения выполнены аналогичные определения пределов текучести при растяжении в технических мешках, изготовленных из обычной экструдированной 147 г·м-2 пленки, состоящей из полиэтилена с низкой плотностью с примесями линейного полиэтилена с низкой плотностью, причем мешок был выбран одним из основных изготовителей полиолефина как удобный для упаковки их гранул.
Результаты приведены в таблице 1. Каждое значение является средним из пяти измерений.
Таким образом, слоистый материал с крестообразным расположением слоев показывает почти те же пределы текучести при растяжении, как обычная, полиэтилен с низкой плотностью/линейный полиэтилен с низкой плотностью, пленка для мешков, несмотря на то, что последняя в 1,6 раза тяжелее.
В конце концов установлено, что модуль Е (модуль упругости) неориентированной пленки составляющей А составляет 500 МПа.
И установлено, что модуль Е неориентированной группы составляющей В составляет 630 МПа.
Т.е. модуль Е пленки составляющей А на 21% ниже, чем модуль Е пленки составляющей В.
Эти величины Е относятся к экструдированным пленкам и лежат в диапазоне средних значений н.м.о. и средних значений п.н., которые близки друг к другу.






Изобретение относится к слоистым материалам, имеющим форму полотна с крестообразным расположением слоев образовано из двух или более соединенных между собой ориентированных пленок. Пленка(и) слоистого материала, представляющая собой составляющую А, расположена с одной стороны слоистого материала с крестообразным расположением слоев и имеет основное или результирующее направление ориентации, по существу, соответствующее продольному направлению полотна. Пленка(и) слоистого материала, представляющая собой составляющую В, расположена с другой стороны слоистого материала с крестообразным расположением слоев и имеет основное или результирующее направление ориентации, по существу, перпендикулярно продольному направлению полотна. Модуль упругости материала составляющей А в неориентированном состоянии, по меньшей мере, на 15% ниже модуля упругости материала составляющей В в неориентированном состоянии. Составляющие А и В имеют различную термическую усадку вдоль продольного направления полотна, при этом термическая усадка составляющей А больше, чем термическая усадка составляющей В. Мешки, изготовленные из слоистого материала с крестообразным расположением слоев, имеют термосварные швы с повышенной прочностью на расслаивание при ударе. 4 н. и 18 з.п. ф-лы, 9 ил., 2 табл.
| Контактное массообменное устройство | 1987 |
|
SU1526722A1 |

