Изобретение относится к цветной металлургии, в частности к получению прокаленного антрацита в производстве угольных электродов, блоков, паст и других изделий, и может быть использовано в металлургической, нефтеперерабатывающей и коксохимической промышленности.
Известен способ прокаливания углеродсодержащих материалов с различным содержанием летучих, при котором две вращающиеся печи, работающие прямоточно, разгружаются в теплоизолированную камеру, снабженную разгрузочным устройством.
Указанный способ и устройство для его реализации по своей технической сущности наиболее близки к предлагаемому изобретению и приняты за прототип.
Известный способ-прототип осуществляется следующим образом.
Исходное сырье разделяют по фракциям и содержанию летучих соединений. В прямоточной печи прокаливают материал с содержанием летучих больше 5% и фракцию 6 мм, содержащую менее 5% летучих. В противоточной печи прокаливают материал с содержанием летучих менее 5% и крупностью + 6 мм. Нагретый в этих печах материал выгружают в теплоизолированную емкость, где выдерживают до завершения процесса прокалки, после чего охлаждают в нижней части емкости и выгружают.
Недостатком известного технического решения является то, что его работа возможна лишь при наличии двух углеродистых материалов с содержанием летучих как больше, так и меньше 5%
При производстве же угольной продукции предусмотрено использование антрацитов с содержанием летучих, не превышающим 3,5%
Кроме того, в известном решении, как и в любой вращающейся печи, невозможен нагрев свыше 1400-1450оС и, следовательно, глубокая прокалка антрацита.
Кроме того, время выдержки материала в зоне высоких температур не регулируется, оно постоянно и определяется геометрическими размерами теплоизолированной части емкости. В связи с этим невозможно обеспечить оптимальное время прокалки, что также снижает прочность качество материала. Следует также отметить, что реализация прототипа требует больших капитальных затрат, так как необходимо строительство двух вращающихся печей.
Целью изобретения является увеличение производительности, снижение эксплуатационных и капитальных затрат и обеспечение глубокой прокалки антрацита.
Это достигается тем, что прокаливание осуществляется в два приема.
Антрацит прокаливают во вращающейся печи при температуре 1200-1400оС теплом газов, образующихся при сжигании топлива и выделяющихся летучих веществ, перегружают в теплоизолированную емкость и подвергают глубокой прокалке нагревом электрическим током до температуры 1800-2000оС с выдержкой в зоне высоких температур.
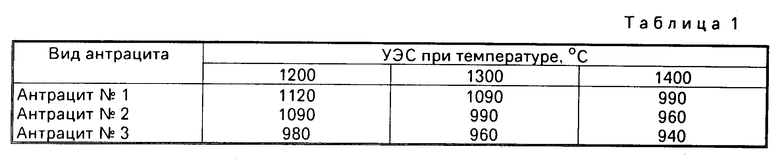
На первом этапе прокаливания во вращающейся печи удельное сопротивление антрацита (УЭС) снижается до 860-1000 Ом ˙ мм2/м за счет повышения плотности структуры, связанного с увеличением истинной плотности [3]
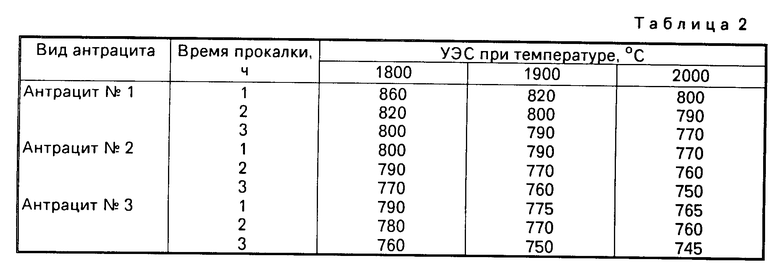
На втором этапе прокалки регулируют время выдержки антрацита от 1 до 3 ч, чем обеспечиваются глубокая прокалка и по- лучение термоантрацита с УЭС 750-770 Ом ˙ мм2/м.
Такой термоантрацит пригоден для использования на последующих технологических переделах с целью получения высококачественных угольных изделий.
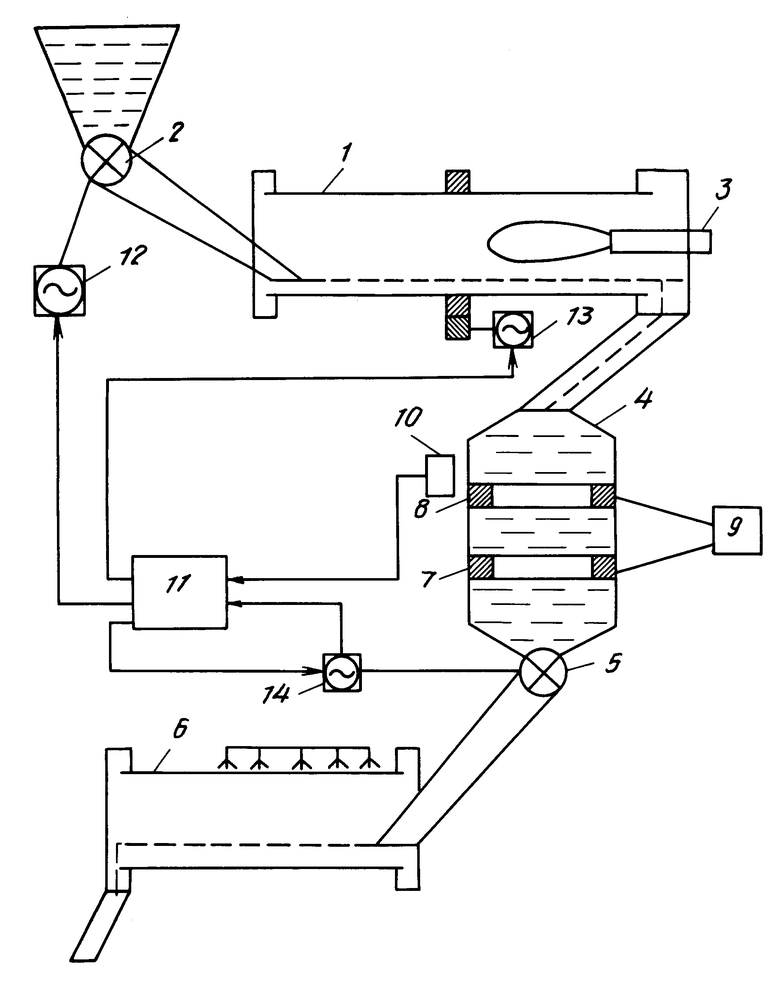
На чертеже приведено устройство для осуществления способа прокалки антрацита.
Устройство состоит из вращающегося барабана печи 1, загрузочного устройства 2, топливосжигающего устройства 3, теплоизолированной камеры 4, разгрузочного устройства 5, водоохлаждаемого холодильника 6, токопроводящих электродов 7 и 8, расположенных по периметру теплоизолированной камеры 4, источника 9 высокого напряжения, датчика 10 уровня материала в теплоизолированной печи, регулятора 11 синхронизации, приводов 12, 13, 14 питателя загрузки, вращающегося барабана и разгрузочного устройства 14 соответственно.
Способ осуществляется следующим образом с помощью устройства, представленного на чертеже.
Материал (антрацит) с помощью загрузочного устройства 2 подается в футерованный барабан печи 1, по мере продвижения его по печи он нагревается теплом горячих газов, получаемых в топливосжигающем устройстве 3, подвергается прокалке при температуре 1200-1400оС.
Нагретый антрацит перегружается в шахту теплоизолированной камеры 4, где нагревается дополнительно от источника 9 высокого напряжения (однофазного трансформатора) через токопроводящие электроды 7, 8 до температуры 1800-2000оС и выдерживается в течение 1-3 ч.
Оптимальная выдержка времени материала при его прокалке в теплоизолированной камере 4 обеспечивается приводом разгрузочного устройства 14, которому задается необходимая скорость вращения. С помощью регулятора 11 синхронизации обеспечивается соответствующая скорость работы привода 12 загрузочного устройства, и оптимальное время пребывания материала в барабане вращающейся печи 1 обеспечивается воздействием на привод 13 вращающегося барабана печи. Возникающие при этом колебания уровня материала в теплоизолированной камере 4 измеряются датчиком 10 уровня и компенсируется путем коррекции скорости вращения привода 14 разгрузочного устройства около оптимального значения.
После выдержки антрацита в теплоизолированной камере он разгружается в водоохлаждаемый холодильник 6, где охлаждается до 80-100оС и подается на дальнейшие технологические операции.
Табл.1 и 2 поясняют предлагаемое изобретение.
Нагрев антрацита во вращающейся печи осуществляют до 1200-1400оС. Верхняя граница этого диапазона ограничена конструктивными и технологическими возможностями вращающейся печи, где нагрев выше 1400оС невозможен.
Точное значение температуры определяют, исходя из физико-химических свойств антрацита. Если при нагреве до 1200оС УЭС антрацита достигнет 1000 Ом ˙ м/мм2, то температуру больше не повышают. Если при этой температуре УЭС остается выше 1000 Ом ˙ м/мм2, то повышают температуру до 1400оС, пока УЭС не снизится до 1000 Ом ˙ м/мм2.
Для антрацита N 1 температура нагрева до 1400оС, для антрацита N 2 до 1300оС, для антрацита N 3 до 1200оС.
Антрацит такого качества прокаливают, нагревая электрическим током до 1800-2000оС с выдержкой в зоне высоких температур.
Выбор температуры прокалки и времени выдержки при этой температуре также зависит от физико-химических свойств антрацита и обусловливается необходимостью снижения УЭС готового продукта до 770 Ом ˙ м/мм2.
Исходя из данных таблицы 2, антрацит N 1 прокаливают при температуре 2000оС не менее 3 ч, антрацит N 2 в зависимости от достигнутой температуры прокаливают при 2000оС 1 ч, при 1900оС 2 ч, при 1800оС 3 ч, антрацит N 3 при температуре 2000оС прокаливают менее 3 ч, антрацит N 2 при температуре 1900оС прокаливают 2 ч, а при температуре 1800оС 3 ч.
Регулируя температуру и время прокалки в теплоизолированной емкости с учетом затрат на нагрев во вращающейся печи, добиваются минимальных суммарных затрат на получение продукции заданного качества, снижая эксплуатационные затраты.
Таким образом, устройство обеспечивает глубокую прокалку антрацита при температуре 1800-2000оС с оптимальной выдержкой времени в теплоизолированной камере и барабане вращающейся печи. При этом обеспечивается высокая производительность, равная производительности вращающейся печи и превышающая производительность электрокальцинатора в 10-20 раз. Это связано с тем, что во вращающейся печи достигается удаление летучих соединений и соответствующее снижение УЭС от 100000 Ом ˙ мм2/м до 900-1000 Ом ˙ мм2/м. Дальнейшая прокалка антрацита в теплоизолированной камере путем пропускания электрического тока требует существенно меньших удельных затрат электроэнергии, чем обеспечивается высокая производительность.
Одновременно при этом снижаются эксплуатационные и капитальные затраты, так как в устройстве используется одна вращающаяся печь, а не две, как в прототипе.
В связи с тем, что токоподводящие электроды расположены по периметру теплоизолированной камеры на достаточно близком расстоянии друг от друга, обеспечиваются равномерный нагрев антрацита в камере и связанные с этим повышение качества и снижение расхода электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1995 |
|
RU2119531C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАНТРАЦИТА ВО ВРАЩАЮЩЕЙСЯ ТРУБЧАТОЙ ПЕЧИ | 1996 |
|
RU2115634C1 |
| Шахтная печь для прокалки кускового материала | 1980 |
|
SU903673A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| Способ получения формованного термоантрацита | 1989 |
|
SU1680763A1 |
| Вращающаяся печь для прокалки кускового материала | 1981 |
|
SU976243A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2011 |
|
RU2495134C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛУРГИЧЕСКОГО КОКСА | 2013 |
|
RU2553116C1 |
| СПОСОБ И УСТРОЙСТВО ТЕРМИЧЕСКОГО ОБЕЗВРЕЖИВАНИЯ ТВЕРДЫХ ОТХОДОВ | 2014 |
|
RU2552831C1 |
Изобретение относится к цветной металлургии, в частности к получению прокаленного антрацита в производстве угольных электродов, блоков, паст и других изделий, и может быть использовано в металлургии, нефтеперерабатывающей и коксохимической промышленности. Сущность изобретения: антрацит прокаливают по вращающейся печи при температуре 1200 1400°С теплом газов, образующихся при сжигании топлива и выделяющихся летучих веществ, перегружают в теплоизолированную камеру, где подвергают глубокой прокалке нагревом электрическим током электродами расположенными по всему периметру теплоизолированной камеры, до 1800 2000°С с выдержкой при этой температуре в течение 1 3 ч. Датчиком уровня прокаливаемого материала в теплоизолированной камере отслеживают в ней уровень, и при его уменьшении сигналы от него поступают на вход регулятора синхронизации, куда поступает также сигнал от привода разгрузочного устройства, после чего регулятор выдает сигнал об увеличении скорости работы привода загрузки и вращающегося барабана. 2 с. п. ф-лы, 1 ил. 2 табл.
| Авторское свидетельство СССР N 805629, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
