Изобретение относится к электромашиностроению и касается технологии изготовления магнитопровода торцовой многополюсной электрической машины.
Известная до сих пор технология изготовления магнитопроводов торцовых электрических машин трудоемка, вследствие чего средние и крупные электрические машины данного типа серийно не изготавливаются.
Известна технология изготовления витого магнитопровода, при которой пазы штампуют в непрерывной ленте с переменным шагом.
Дисковые торцовые машины это качественный скачок в электромашиностроении. Плоский диск торцовой машины гораздо эффективнее охлаждается с зазором, чем традиционный цилиндр статора обычной электрической машины. В пазы торцовой машины укладывается плоская обмотка, на которую изоляция может быть наложена напылением тонким слоем.
Высота паза статора hп и высота его спинки hа в торцовых машинах не занимают места в диаметральной плоскости. Поэтому эти машины существенно лучше используются по диаметру, являющемуся в то же время активной длиной машины. При этом hп и hа являются как бы третьим размером активного ядра машины и характеризуют длину диска.
Все это дает возможность существенно поднять мощность электрической машины при многополюсном ее исполнении и в то же время улучшить КПД. Торцовые машины хорошо унифицируют. Разные мощности при одной и той же частоте вращения набираются одинаковыми дисками статора и ротора. При этом они во многих случаях легко стыкуются с приводными механизмами.
Прототипом заявленного способа является способ изготовления магнитопровода, согласно которому осуществляют многослойную намотку ленточного сердечника и изготавливают зубцовую зону путем установки на его торцах элементов, которые набирают из скрепленных между собой пластин. Зубцы изготавливают в виде шихтованных клиньев из пластин, устанавливают между сердечниками, образуя пазы, и закрепляют их.
Каждая пластина в зубце изготавливается своим штампом. Указанная конструкция с двумя рулонными сердечниками и двумя нажимными плитами подходит для изготовления единичных реакторов и трансформаторов типа броневых, но не с вращающимся магнитным полем. Данную конструкцию не возможно использовать для вращающихся торцовых машин, тем более для серийного производства.
Цель изобретения состоит в повышении технологичности изготовления сердечника при серийном производстве и повышении использования его активной зоны.
Цель достигается за счет того, что в способе изготовления магнитопровода, согласно которому осуществляют многослойную намотку ленточного сердечника и изготавливают зубцовую зону сердечника путем установки на его торцах элементов, которые набирают из скрепленных между собой пластин, указанные элементы набирают из пластин П-образной формы и Г-образной формы разной длины и устанавливают их в каждом элементе в следующей последовательности: по краям элемента на всю его длину размещают пластины П-образной формы, а между ними в чередующемся порядке устанавливают слои пластин П-образной и Г-образной формы, при этом пластин Г-образной формы устанавливают по длине элемента несколько с образованием элементов зубцовой зоны с трапецеидальной формой торцовой поверхности, затем пластины склеивают и спекают.
Новизна предложенного способа состоит в новой совокупности известных признаков. Изобретательский уровень подтверждается тем, что взаимодействие между собой признаков новой совокупности позволяет получить новое свойство, выраженное в упрощении технологии изготовления сердечника за счет использования только двух штампов, благодаря этому обстоятельству элементы зубцовой зоны набирают из пластин двух конфигураций П- и Г-образной формы, получая в результате П-образный элемент, имеющий в частях, устанавливаемых на торцовых поверхностях сердечника, трапецеидальную форму. Расположение элементов зубцовой зоны с торцовых сторон магнитопровода позволяет увеличить использование железа магнитопровода.
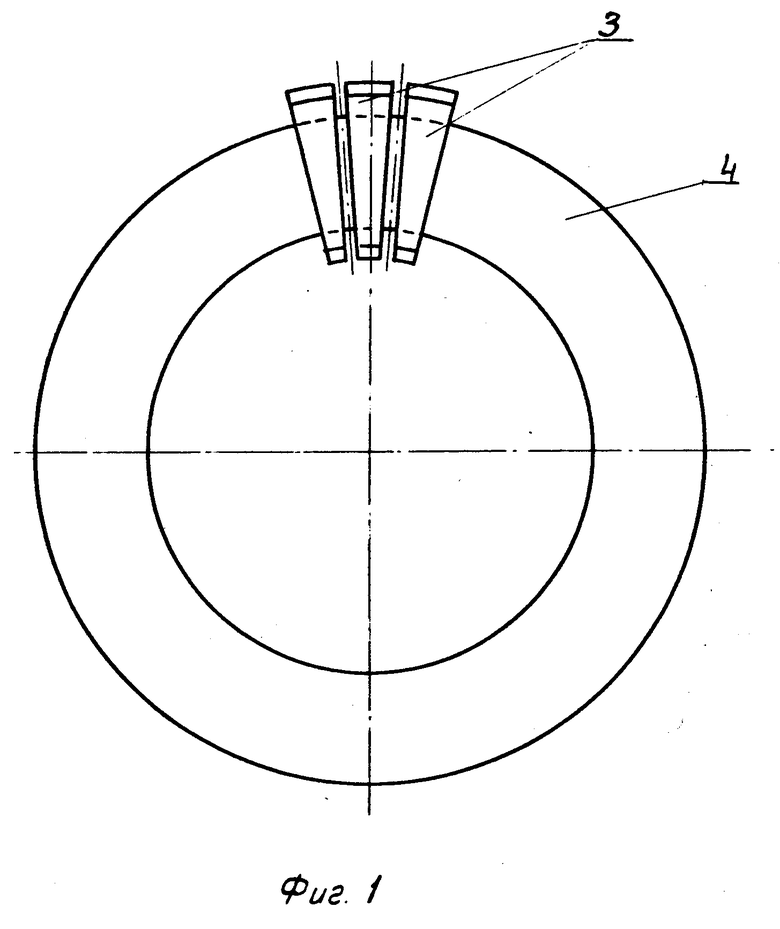
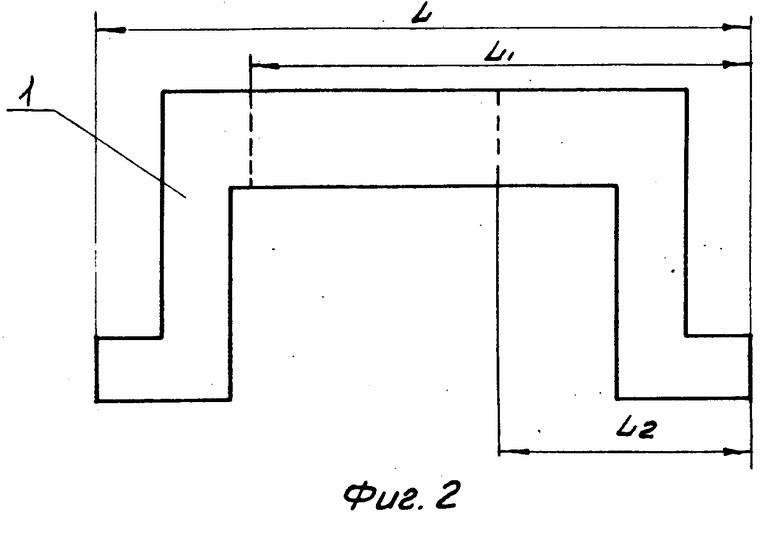
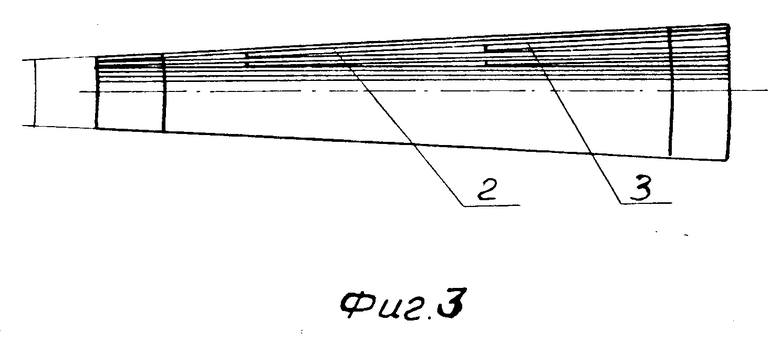
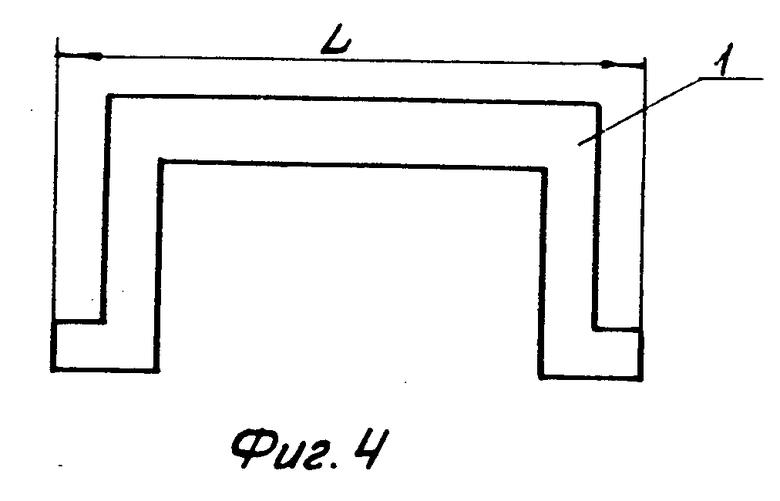
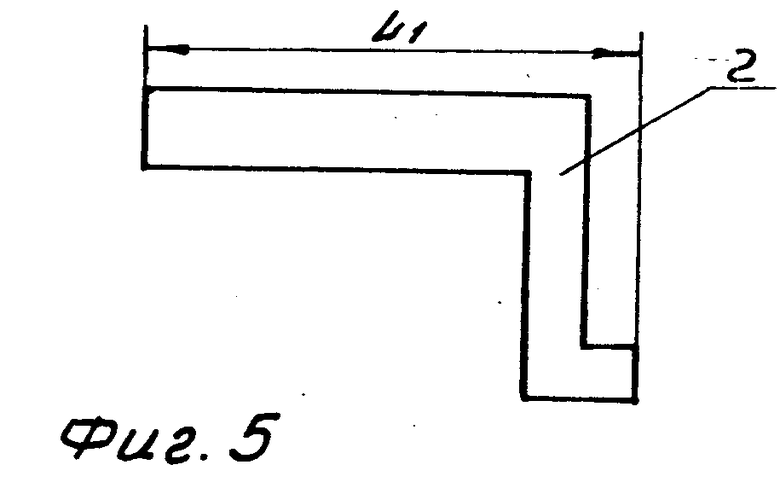
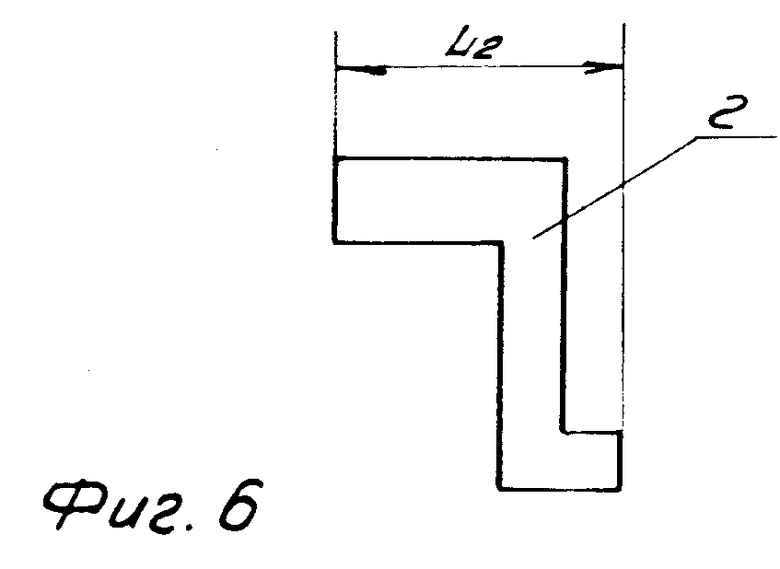
На фиг. 1 изображен магнитопровод, изготовленный по данному способу; на фиг. 2 элемент зубцовой зоны, набранный из пластин П- и Г-образной формы; на фиг. 3 то же, вид сверху; на фиг.4 П-образная пластина; на фиг.5 и 6 Г-образные пластины разной длины.
П р и м е р. Посредством штампа изготавливают пластины П-образной формы 1 (фиг.4), затем из них с помощью отрубного штампа получают пластины Г-образной формы 2 разной длины (фиг.5, 6). Из полученных пластин 1, 2 набирают элемент зубцовой зоны 3.
Пластины устанавливают в следующей последовательности. По краям элемента на всю его длину устанавливают пластины 1 П-образной формы, между ними по ширине элемента в чередующемся порядке размещают слои пластин Г-образой и П-образной формы, причем пластин 2 Г-образной формы устанавливают несколько по длине элемента 3. Пластины 1 и 2 склеивают между собой, а затем спекают, получая монолитный элемент П-образной формы (фиг.2), причем части элемента, которые располагают на торцовых поверхностях сердечника, имеют трапецеидальную форму (фиг.3). Элементы зубцовой зоны устанавливают на сердечнике 4 магнитопровода (фиг.1), образуя прямоугольны пазы.
Предлагаемый способ изготовления магнитопровода прост, технологичен, не требует специального оборудования, кроме двух штампов. Он дает возможность изготавливать серийно торцовые машины средней и большой мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦЕВАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1992 |
|
RU2046516C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| Способ изготовления магнитопроводов линейных электрических машин | 1990 |
|
SU1791908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления магнитопроводов | 1973 |
|
SU684626A1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1992 |
|
RU2079949C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| СИНХРОННАЯ ПОПЕРЕМЕННО-ПОЛЮСНАЯ МАШИНА | 2003 |
|
RU2233532C1 |
Изобретение относится к электротехнике и касается технологии изготовления магнитопроводов торцовых многополюсных электрических машин. Сущность изобретения состоит в том, что сердечник магнитопровода изготавливают путем многослойной намотки ленточного материала, а затем изготавливают зубцовую зону сердечника. Элементы последней набираются из пластин Г-образной и П-образной формы разной длины. При этом сначала на всю длину элемента по его краям размещают пластины П-образной формы, а между ними в чередующемся порядке устанавливают слои пластин Г-образной и П-образной формы. По длине элемента устанавливают несколько пластин Г-образной формы с образованием зубцовой зоны с трапецеидальной формой ее торцовой поверхности. В заключение все пластины склеивают между собой и спекают. Изобретение позволяет снизить трудоемкость изготовления магнитопроводов торцовых электрических машин. Способ прост в осуществлении и не требует использования специального технологического оборудования. 6 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА, согласно которому осуществляют многослойную намотку ленточного сердечника и изготавливают зубцовую зону сердечника путем установки на его торцах элементов, которые набирают из скрепленных между собой пластин, отличающийся тем, что элементы зубцовой зоны набирают из пластин Г- и П-образной формы разной длины, а устанавливают их в каждом элементе зубцовой зоны в следующей последовательности: по краям элемента на всю его длину размещают пластины П-образной формы, а между ними в чередующемся порядке слои пластин П- и Г-образной формы, при этом по длине элемента пластин Г-образной формы устанавливают несколько с образованием зубцовой зоны с трапецеидальной формой ее торцевой поверхности, затем пластины склеивают между собой и спекают.
| Способ изготовления магнитопроводов | 1973 |
|
SU684626A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
