Назначение
Изобретение относится к электротехнической промышленности, а именно к способу изготовления шихтованных статоров электрических машин.
Уровень техники
В настоящее время наиболее широкое распространение получили магнитопроводы, собранные из отдельных пластин (шихтованные магнитопроводы), которые по конструктивно-технологическим признакам представляют группу пакетов статоров электрических машин с внутренними пазами для обмотки.
Применение пластин, вырубленных только на одном штампе, позволяет повысить точность их сборки в пакет. В процессе вырубки пластин под влиянием внутренних деформаций изменяется структура металла (наклеп). В местах наклепа возникают остаточные напряжения, увеличивается коэрцитивная сила и уменьшается магнитная проницаемость. Для снятия наклепа пластины рекомендуется подвергать их отжигу. Отжиг электротехнических сталей проводят при нагреве их до температур 860-1050°С (см. сайт: https://studref.com/365452/tehnika/izgotovlenie_shihtovannyh_magnitoprovodo).
Перед сборкой пластин зачищают заусенцы (шлифование абразивными кругами, завальцовывание с одновременной рихтовкой на штампах и электрополирование), образующиеся в процессе вырубки пластин, приводящие к коротким замыканиям в пакете и увеличению удельных потерь на рассеяние магнитного потока. После зачистки заусенцев повышается магнитная проницаемость, и снижаются потери на гистерезис. Сборка пакетов включает комплектование пластин, их шихтовку (ориентирование) на технологической оправке и скрепление. В документации (чертежах) требуемого пакета обычно указывается длина пакета сердечника или его вес, а в спецификации - среднее количество листов исходя из номинальных размеров (веса или длины). Однако по указанному в спецификации количеству листов получить требуемую длину сердечника практически невозможно (см. сайт: https://leg.co.ua/info/elektricheskie-mashiny/tehnologiya-i-oborudovanie-proizvodstva-elektricheskih-mashin-26.html) из-за ряда причин:
• колебаний толщины листов (до ±10% от номинального размера), которые допускаются для электротехнической стали;
• плоскостности детали листа и остаточной высоты от зачистки заусенцев;
• неравномерности лакового покрытия;
• усилия спрессовки пакета.
Известен способ (а.с., SU, №1173493 "Способ изготовления шихтованного пакета статора электрической машины"), взятый авторами за прототип.
Способ по прототипу включает в себя следующие операции:
• сборку пластин магнитопровода в пакет на оправке;
• предварительную опрессовку пакета;
• введение в межлистовое пространство клеящего вещества;
• окончательную опрессовку пакета для получения заданного коэффициента заполнения сталью и обеспечения равномерного распределения клеящего вещества по поверхности пластин путем приложения нагрузки вначале к внешней зоне ярма, а затем к внутренней зоне ярма и зубцовой зоне;
• термообработку.
Недостатком прототипа является отсутствие рациональных решений для оптимального заполнения пакета сталью при сохранении равномерного распределения склеивающего пропитывающего состава по поверхности пластин, что формирует основные характеристики статора электрической машины - магнитную проницаемость и потери на гистерезис.
Целью изобретения является повышение эффективности заполнения пакета сталью при обеспечении равномерного распределения склеивающего пропитывающего состава по поверхности пластин магнитопровода.
Раскрытие изобретения
Предлагаемый способ изготовления шихтованного пакета статора электрической машины, заключается в сборке пластин магнитопровода в пакет на оправке, предварительной опрессовке пакета, введении в межлистовое пространство склеивающего пропиточного состава, окончательной опрессовке пакета для получения заданного коэффициента заполнения сталью и обеспечения равномерного распределения клеящего вещества по поверхности пластин путем приложения нагрузки вначале к внешней зоне ярма, а затем к внутренней зоне ярма и зубцовой зоне, в термообработке.
Сущность изобретения заключается в том, что контролируют плоскостность и высоту заусенцев пластин магнитопровода, удаляют с них осыпающиеся частицы, набирают их на один пакет весовым методом на оправку, которую вращают для нанесения склеивающего пропиточного состава на шихтованную поверхность пакета до полного насыщения методом капиллярной пропитки, обеспечивают эффективный коэффициент заполнения пакета сталью.
Графические иллюстрации
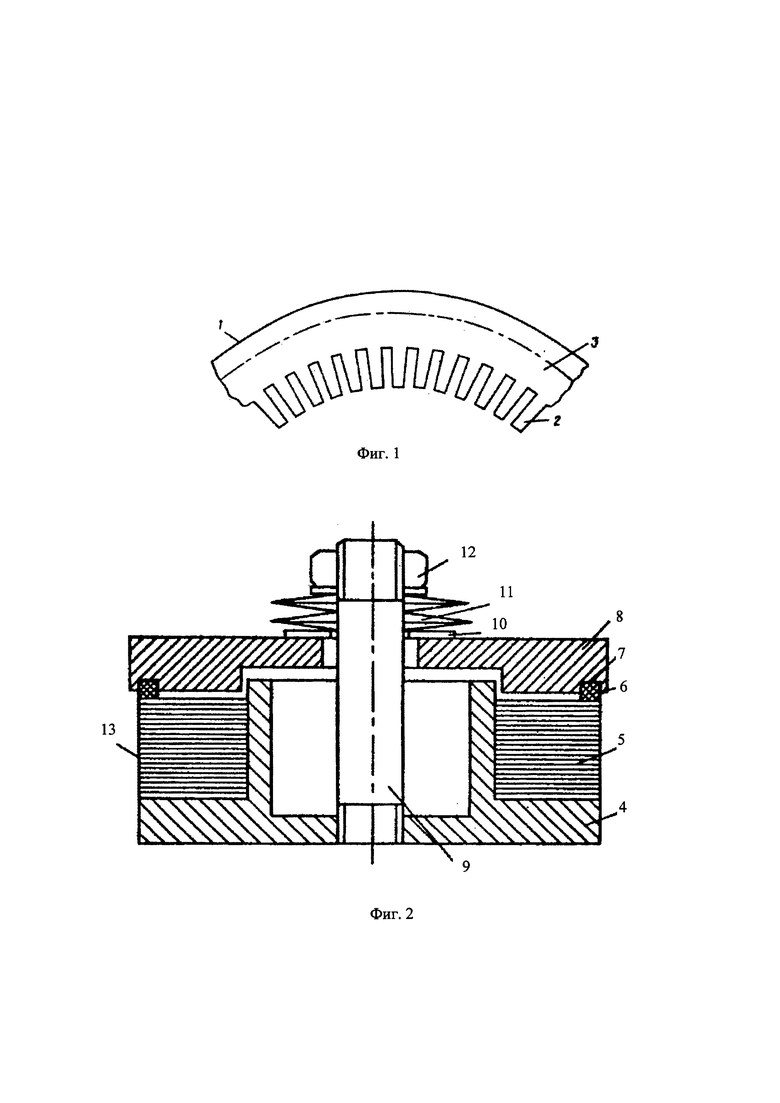
Фиг. 1 - внешний вид статорного листа (пластины магнитопровода).
Позиции фиг. 1:
1 - лист статора;
2 - зубцовая зона;
3 - ярмо.
Фиг. 2 - пример устройства оправки с опрессовкой.
Позиции фиг. 2:
4 - оправка;
5 - пакет пластин магнитопровода;
6 - нажимная плита;
7 - кольцевая канавка;
8 - эластичное кольцо;
9 - шпилька;
10 - шайба;
11 - тарелочные пружины;
12 - гайка;
13 - внешняя поверхность пакета.
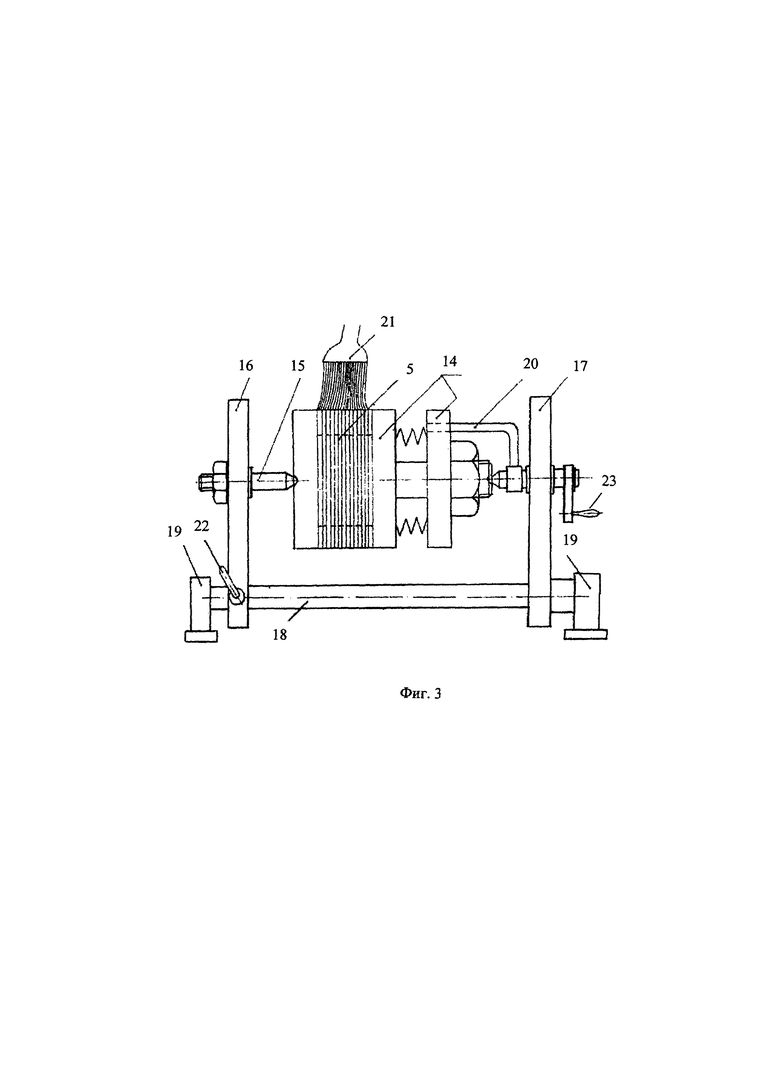
Фиг. 3 - пример устройства «центра» с приводом.
Позиции фиг. 3:
14 - оправка с опрессовкой;
15 - центра;
16 - стойка подвижная;
17 - стойка неподвижная;
18 - направляющие;
19 - основание;
20 - хомут;
21 - кисть;
22 - стопор;
23 - привод.
Описание способа изготовления шихтованного пакета статора электрической машины
Листы 1 статора (пластины магнитопровода) тонколистовой электротехнической стали, состоящие из зубцовой зоны 2 и ярма 3, с целью повышения точности их сборки в пакет изготавливают только на одном штампе. Затем зачищают заусенцы листов 1 статора, образующиеся в процессе их вырубки, при этом высокая плоскостность зачистки (до значений в пределах 5-10% от толщины листа, на основании экспериментальных исследований в АО «НИИЭМ» - заявителе изобретения) позволяет:
• убрать короткозамкнутые токи;
• более равномерно распределить склеивающего пропиточного состава по поверхности листов 1 статора;
• увеличить коэффициент заполнения пакет пластин магнитопровода 5 сталью.
Для контроля плоскостности листов 1 статора можно использовать поверочную плиту и подходящий щуп по ТУ-2-034-0221197-011-91.
Для снятия остаточных напряжений (восстановления магнитных свойств, а именно, уменьшения коэрцитивной силы и увеличения магнитной проницаемости) в результате изменений структуры металла, возникающих в процессе вырубки пластин под влиянием внутренних деформаций и зачистки заусенцев, осуществляют термообработку (отжиг) по соответствующей инструкции в зависимости от марки стали.
Для удаления осыпающихся частиц с поверхности листов 1 статора, их обдувают сжатым воздухом. Допускается удаление частиц окалины, пудры тальки и т.д. полосканием листов в нефрасе С2-80/120 ТУ38.401-67-108-92 (без механического трения) с последующей сушкой на воздухе под вытяжной вентиляцией в течение не менее 0,5 часов.
Листы 1 статора набирают на оправку 4 (фиг. 2) в пакет 5 весовым методом в следующей последовательности: изолирующий лист (например, из стеклотекстолита СТ-ЭТФ-ВС-1,0 ГОСТ 12652-74), листы из электротехнической стали (например, лента стальная электротехническая х/к изотропная по ГОСТ 21427.2-83 или ТУ 14-1-4657-89), изолирующий лист.
После чего собирают, например, устройство для опрессовки (фиг. 2). Для этого на пакет 5 устанавливают нажимную плиту 6, в кольцевой канавке 7 которой установлено эластичное кольцо 8, выполненное, например, из кремнийорганической резины. Затем в основание оправки 4 ввинчивают шпильку 9, устанавливают шайбу 10, тарельчатые пружины 11 и навинчивают гайку 12, предварительно опрессовывают пакет 5, затягивая гайку 12 до получения некоторого коэффициента заполнения сталью (ниже оптимального), задающего степень его "рыхлости", и получения возможности капиллярного проникновения склеивающего пропиточного состава. При этом, благодаря эластичному кольцу 8 из кремнийорганической резины, основная нагрузка прикладывается к внешней зоне ярма 3, что способствует более эффективному растеканию склеивающего пропиточного состава от внешней зоны ярма 3 к зубцовой зоне 2, а капиллярное проникновение склеивающего пропиточного состава практически исключает вытекание его наружу на внешнюю поверхность 13 пакета 5. Для нанесения склеивающего пропиточного состава на внешнюю поверхность 13 пакета 5, устройство оправки с опрессовкой 14 с зафиксированной степенью "рыхлости" пакета 5 с помощью хомута 20, устанавливают, например, на устройство «центра» с приводом (фиг. 3), у которого оправка с опрессовкой 14 закрепляется центрами 15 между стойкой неподвижной 17 и стойкой подвижной 16, которая фиксируется стопором 22. Стойку неподвижную 17 и стойку подвижную 16 устанавливают на направляющей 18, закрепляемой на основании 19. С помощью ручного или электрического привода 23 (электрический привод не показан) обеспечивают вращение оправки с опрессовкой 14 (со скоростью 2-5 об/мин, на основании экспериментальных исследований в АО «НИИЭМ» -заявителе изобретения), при этом с помощью кисти 21 на внешнюю поверхность 13 пакета 5 наносят склеивающий пропиточный состав до полного насыщения (до прекращения впитывания его поверхностью 13 пакета 5).
В качестве склеивающего пропиточного состава можно использовать, например, компаунд ЭКД-14 ТУ16-504.041-80 с отвердителем АМ-14 ТУ16-504.040-80.
После данной опрессовки пакета 5 с коэффициентом заполнения сталью, задающего степень его "рыхлости", и получения возможности капиллярного проникновения склеивающего пропиточного состава, возможно распределение склеивающего пропиточного состава не по всей поверхности между листами 1 статора в пакете 5 (см. фиг. 3 прототипа). Поэтому пакет 5 опрессовывают окончательно, для чего затягивают гайку 12 до тех пор, пока эластичное кольцо 8 не утопится в канавку 7 полностью. При этом опрессовка осуществляется оптимальным удельным давлением, при котором обеспечивается равномерное распределение склеивающего пропиточного состава по всей поверхности между листами 1 статора в пакете 5 (см. фиг. 4 прототипа).
Выбор оптимального удельного давления является важнейшим условием, так как опрессовка давлением выше оптимального увеличивает риск растрескивания склеенного пакета 5, а ниже оптимального - снижает коэффициент заполнения пакета 5 сталью и тем самым снижает магнитные свойства магнитопровода.
При выборе оптимального удельного давления эффективный коэффициент заполнения пакета 5 сталью Кэф определяют по формуле

где
Мф - фактическая масса пакета;
S - односторонняя площадь листа 1 статора в пакете, см2;
Нф - высота по железу набираемого пакета, см;
γст - удельная масса стали, г/см3.
Результаты практической отработка в АО «НИИЭМ» (является Заявителем изобретения) оптимального давления при склеивании от высоты приведены в таблице 1.

После окончательной опрессовки, не снимая нагрузки, пакет пластин магнитопровода 5 термообрабатывают для отверждения склеивающего пропиточного состава и получают шихтованный пакет статора электрической машины.
Таким образом, использование предлагаемого изобретение позволяет получить высокую эффективность заполнения шихтованного пакета сталью при равномерном распределении склеивающего пропиточного состава по поверхности пластин магнитопровода, обеспечивающих высокие показатели магнитных свойств магнитопровода статора электрической машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| Способ изготовления шихтованного пакета магнитопровода | 1980 |
|
SU951573A1 |
| Способ изготовления шихтованного пакета статора электрической машины | 1982 |
|
SU1173493A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| БЕСПАЗОВЫЙ ЦИЛИНДРИЧЕСКИЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2206168C2 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Способ изготовления магнитопроводов линейных электрических машин | 1990 |
|
SU1791908A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
Изобретение относится к области электротехники, а именно к способу изготовления шихтованных статоров электрических машин. Технический результат – обеспечение высокой эффективности заполнения шихтованного пакета сталью. В предлагаемом способе изготовления шихтованного пакета статора электрической машины обеспечивают подготовку отдельных пластин. При этом контролируют плоскостность и высоту заусенцев пластин магнитопровода, удаляют осыпающиеся частицы. Пластины набирают в пакет весовым методом на оправку. Осуществляют предварительную опрессовку пакета и вращение оправки для нанесения склеивающего пропиточного состава на шихтованную поверхность пакета до полного насыщения методом капиллярной пропитки. Производят окончательную опрессовку пакета путем приложения нагрузки вначале к внешней зоне ярма, а затем к внутренней зоне ярма и зубцовой зоне до получения заданного коэффициента заполнения сталью и осуществляют термообработку пакета. 3 ил.
Способ изготовления шихтованного пакета статора электрической машины, заключающийся в сборке пластин магнитопровода в пакет на оправке, предварительной опрессовке пакета, введении в межлистовое пространство склеивающего пропиточного состава, окончательной опрессовке пакета путем приложения нагрузки вначале к внешней зоне ярма, а затем к внутренней зоне ярма и зубцовой зоне до получения заданного коэффициента заполнения сталью, в термообработке, отличающийся тем, что контролируют плоскостность и высоту заусенцев пластин магнитопровода, удаляют с них осыпающиеся частицы, набирают их на один пакет весовым методом на оправку, которую вращают для нанесения склеивающего пропиточного состава на шихтованную поверхность пакета до полного насыщения методом капиллярной пропитки, обеспечивают эффективный коэффициент заполнения пакета сталью.
| Способ изготовления шихтованного пакета статора электрической машины | 1982 |
|
SU1173493A1 |
| Способ изготовления шихтованного пакета магнитопровода | 1980 |
|
SU951573A1 |
| Устройство для сборки пакета магнитопровода электрической машины | 1983 |
|
SU1292117A1 |
| 0 |
|
SU153081A1 | |
| DE 102009060170 A1, 30.06.2011 | |||
| US 8887377 B2, 18.11.2014. | |||

