Изобретение относится к электротермии, а более конкретно к способу изготовления плоских графитовых электронагревателей, которые могут найти широкое применение при изготовлении электроконвекторов бытового назначения, подогревателей различных сред и др.
Известен состав для изготовления тонкопленочных нагревателей путем смешивания полимерной жидкой фазы с графитом и формования покрытия окунанием или наливом [1]
Указанный состав определяет способ, по которому можно изготавливать элементы с широким диапазоном свойств, однако он имеет существенные недостатки сложную технологию изготовления элементов заданных размеров и сложность аппаратурного оформления.
Известен также состав для изготовления электронагревательных панелей путем смешения сухих компонентов на основе графита, связующего и добавок с последующим горячим прессованием [2]
Недостатком данного способа является невозможность изготовления тонкопленочных нагревателей.
Наиболее близким к заявляемому по технической сущности и достигаемому результату является способ изготовления тонкопленочного графитового электрона-гревателя из термически расширенного графита [3]
Такой способ позволяет изготавливать электронагреватели, отличающиеся повышенной эластичностью, низкой трудоемкостью при изготовлении ленточных электронагревателей, но вместе с тем он имеет ряд существенных недостатков, среди которых основными являются невозможность изготовления из-за низкого значения удельного электрического объемного сопротивления работоспособных элементов заданных геометрических размеров, например размером 200х50 мм, высокая себестоимость изделий, так как применяется окисленный и термически вспученный графит, полученный по специальной технологии, включающей кислотную обработку чешуйчатого кристаллического графита с последующей отмывкой до рН 7. Стоимость этого графита на два порядка выше стоимости исходного графита.
Технический результат, достигаемый изобретением, расширение удельного объемного электрического сопротивления в высокоомную область, упрощение способа изготовления нагревателя с предварительно заданными размерами, снижение стоимости его изготовления.
Эти результаты достигаются тем, что на поверхность подложки наносят слой связующего толщиной не более величины чешуек графита, насыпным образом наносят токопроводящую массу, затем неприлипшие к связующему чешуйки графита удаляют отряхиванием.
Заявленный способ предполагает послойное нанесение токопроводящей массы, что обеспечивает работу электронагревателя при напряжении 220В в заданном температурном режиме.
Достижение технического результата гарантировано применением чешуйчатого кристаллического графита без его предварительной обработки химическими реагентами, укладкой чешуек графита в один слой на слой связующего, причем слой связующего выполняют толщиной не более величины чешуек графита, при этом чешуйки графита приклеиваются к плоскости, обращенной к подложке, обеспечением электрического контакта графитовых чешуек за счет примыкания друг к другу и в месте контакта двух или нескольких чешуек, где образуется переходное сопротивление, обеспечивающее достижение указанного результата. Стабилизация электрического сопротивления достигается фиксацией чешуек графита с помощью связующего термореактивной природы. В качестве связующего применяют преимущественно фенолоформальдегидное, кремнийорганическое или органосиликатное. Выбор типа связующего зависит от максимально возможной температуры нагрева. Для нанесения на поверхность подложки применяют 10-30%-ный раствор связующего. В качестве подложки применяют стеклопластик, асботекстолит, слюдопласт и другие термостойкие электроизоляционные материалы с рабочей температурой, превышающей рабочую температуру нагревателя на 50-70оС.
Предлагаемый способ получения нагревателей реализуется следующим образом. На подложку наносят слой связующего по лакокрасочной технологии и в течение 3-5 с наносят на него насыпанием чешуйчатый кристаллический графит, после чего не прилипшие к связующему чешуйки графита удаляют стряхиванием, например переворачиванием подложки. После этого на поверхности подложки остается сплошное графитовое покрытие. При термической обработке термореактивное связующее переходит в твердое необратимое состояние, фиксируя чешуйки графита относительно друг друга. При этом удельное объемное электрическое сопротивление составляет 0,05-0,2 Ом см в зависимости от количества нанесенных слоев графита. Практическим путем установлено, что более трех слоев наносить нецелесообразно, так как это не приводит к существенному изменению электрического сопротивления, но трудоемкость возрастает. Поэтому оптимальным является формование еще одного дополнительного слоя токопроводящего элемента.
Таким образом, применение предлагаемого способа позволяет увеличить удельное сопротивление в 10-12 раз по сравнению с прототипом, что дает возможность изготавливать нагреватели с различным диапазоном геометрических размеров для работы при 220В, упростить способ изготовления нагревателя заданного размера путем применения графита без его дополнительной обработки, при этом улучшаются условия труда, отпадает необходимость химической обработки, термической обработки графита, нейтрализации сточных вод.
П р и м е р 1. Готовят раствор бакелитового лака (ГОСТ 901-71) в растворителе N 746 (ГОСТ 18188-72) с сухим остатком 20 мас. на поверхность подложки из стеклотекстолита СФ-1-50Г (ГОСТ 10316-78) размером 500х50 мм наносят кистью раствор бакелитового лака и в течение 3 с равномерно насыпают слой чешуйчатого кристаллического графита ГЛ-1 (ГОСТ 5279-74). Не прилипшие к связующему чешуйки графита удаляют стряхиванием. Подложку с покрытием термообрабатывают при температуре 150оС в течение 1 мин, приклеивают токоподводы из вспученного графита и получают нагревательный элемент сопротивлением 350 Ом (удельное сопротивление 0,1 Ом см). Элемент подключают к источнику напряжением 220В и получают равновесную температуру поверхности нагревателя +140оС. Элемент применяют в конструкции электроконвектора.
П р и м е р 2. То же, что по примеру 1, но перед термообработкой прессуют при давлении 0,008 кг/см2 и получают элемент сопротивлением 1240 Ом (удельное сопротивление 0,7 Ом см). При подключении на 220В элемент выходит из строя из-за его местного перегрева в результат выдавливания связующего в межчешуйчатый промежуток.
П р и м е р 3. На элемент, изготовленный по примеру 1, наносят второй слой связующего и графита и получают нагревательный элемент общим сопротивлением 140 Ом (удельное сопротивление 0,03 Ом см). Элемент применяется для подогрева картерного масла транспортных средств.
П р и м е р 4. Элемент по примеру 1 получен последовательным нанесением третьего слоя связующего и графита. Сопротивление элемента 120 Ом (удельное сопротивление 0,02 Ом см). Элемент пригоден для подогрева жидких сред при 220 В.
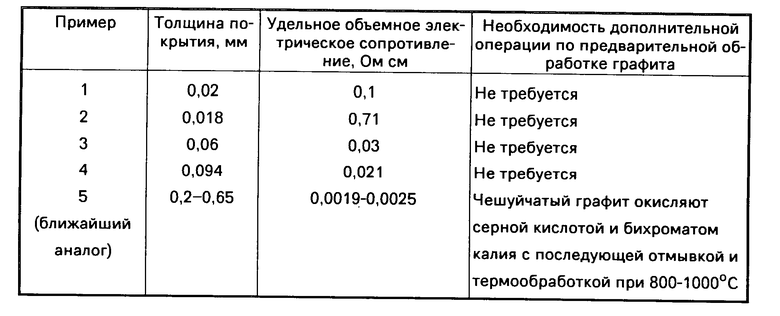
В таблице приведены параметры, характеризующие способ изготовления нагревателей, в сравнении с ближайшим аналогом.
Из таблицы следует, что графитовый нагреватель, изготовленный по предлагаемому способу, отличается от ближайшего аналога большим удельным сопротивлением (примерно на порядок), позволяющим изготавливать изделия для работы при 220В, при этом используется графит без его предварительной химико-термической обработки.
Формование второго слоя токопроводящего элемента приводит к уменьшению сопротивления, а формование третьего слоя не оказывает существенного влияния на электрические характеристики.
Таким образом, предлагаемый способ изготовления нагревателей имеет следующие преимущества перед известным. Применяется более дешевое и доступное сырье чешуйчатый графит. Он прост по технологии и аппаратурному оформлению. Для формования элементов требуется условие в 100 раз ниже, а удельное электрическое сопротивление в 10-12 раз выше, что позволяет изготавливать малогабаритные нагреватели на напряжение питания 200В.
Предлагаемый способ изготовления электронагревателя из графита опробован при изготовлении нагревательных элементов для бытового электроконвектора мощностью 500 В, размером 550 х 150 х 100 мм. Для этого три элемента, изготовленных по примеру 1, крепят на дюралюминиевые радиаторы, выполненные в виде пластин размером 530 х 120 х 0,8 мм, с обеспечением теплового контакта. Нагревательные элементы подключают к сети напряжением 220 В.
Бытовой электроконвектор характеризуется следующими техническими характеристиками: Напряжение питания, В 220 Установленная мощность, В 500
Температура воздуха на выходе из конвектора, оС 50
Температура, оС
корпуса конвектора 45
теплорассеивающей пластины 85
нагревательного элемента 88 Технические характеристики изделия удовлетворяют требованиям, предъявляемым к бытовым отопительным приборам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ ИЗ ГРАФИТА | 1999 |
|
RU2153777C1 |
| УСТРОЙСТВО ДЛЯ РАЗОГРЕВА КАРТЕРНОГО МАСЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2005 |
|
RU2285810C1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ | 2011 |
|
RU2460750C1 |
| Способ изготовления высокотемпературного стержневого электронагревателя | 1989 |
|
SU1734242A1 |
| Способ формирования электропроводящих слоев и структур различной конфигурации из чешуек восстановленного оксида графена (мультиграфена) | 2022 |
|
RU2794890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА | 1992 |
|
RU2037217C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТЫ ДЛЯ ИЗГОТОВЛЕНИЯ УГЛЕРОДНОГО МАТЕРИАЛА | 1997 |
|
RU2134656C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 1993 |
|
RU2066514C1 |
| Способ получения расслоенного графита и многослойного графена | 2021 |
|
RU2787431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО МАТЕРИАЛА | 2008 |
|
RU2387105C2 |
Сущность: при изготовлении графитового нагревателя на поверхность подложки наносят слой связующего, а на него слой чешуйчатого кристаллического графита. Слой связующего выполняют толщиной не более величины чешуек графита. После нанесения слоя графита равномерным насыпанием не прилипание к связующему чешуйки стряхивают. Затем проводят термообработку. Способ обеспечивает увеличение удельного объемного электрического сопротивления, при этом упрощается способ и снижается его стоимость. 1 з. п. ф-лы, 1 табл.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент СССР N 1570636, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

