Изобретение относится к металлургии, в частности к ремонту внутренней футеровки патрубка вакууматора огнеупорной массой пластичной консистенции.
Известен способ ремонта внутренней футеровки патрубка вакууматора, включающий предварительное нанесение огнеупорной массы на шаблон, а затем опускание на него неохлажденного вакууматора с патрубком. При опускании вакууматора шаблон с огнеупорной массой входит внутрь патрубка, в результате чего слой огнеупорной массы наносится на ремонтируемую поверхность внутренней футеровки [1]
Однако по такой технологии эффективно ремонтировать можно лишь 20-50 см нижней части футеровки патрубка вакууматора, для ремонта футеровки по всей высоте патрубка этот способ непригоден вследствие низкой прочности как самого слоя огнеупорной массы, так и соединения этого слоя с футеровкой, а также неоднородной прочности по высоте патрубка, что вызывает отрыв частей слоя огнеупорной массы, так и соединения этого слоя с футеровкой, а также неоднородной прочности по высоте патрубка, что вызывает отрыв частей слоя огнеупорной массы при взаимодействии с металлом, размывание металлов огнеупорной футеровки патрубка вакууматора и снижает производительность вакууматора из-за ремонтного простоя.
Известен способ ремонта огнеупорной футеровки патрубка вакууматора, включающий установку шаблона в патрубок вакууматора, последующую подачу сжатым воздухом расплавленной и нагретой до 80-100оС углеродистой массы в зазор между внутренней поверхностью патрубка и наружной поверхностью шаблона, после чего полученный слой массы подвергают коксованию путем нагрева патрубка до 500-600оС со скоростью 100-150оС/ч горелкой. После затвердевания массы шаблон удаляют [2]
Для осуществления этого способа известно устройство, содержащее шаблон в виде полой цилиндрической трубы с отверстиями в верхней части для подачи массы, трубопровод, емкость для массы с нагревателем и горелки [2 прототип]
Недостатком известных способ и устройства является низкое качество футеровки патрубка вакууматора из-за неоднородности механических свойств слоя углеродистой огнеупорной массы в патрубке по высоте слоя и непрочное его соединение с огнеупорными материалами, что вызывает отрыв частей слоя массы при взаимодействии с металлом и размывание металлом огнеупорной футеровки патрубка вакууматора, снижает производительность вакууматора (велика время простоя вакууматора при ремонте).
Целью изобретения является снижение себестоимости производства стали за счет увеличения срока службы футеровки патрубка вакууматора, снижение расхода огнеупоров и увеличение производства стали за счет снижения времени простоя вакууматора, увеличение прочности как самого слоя огнеупорной массы, так и соединения слоя огнеупорной массы с ремонтируемой футеровкой по всей высоте патрубка, уменьшение возможности отрыва частей слоя огнеупорной массы от футеровки, уменьшение размывания металлом слоя огнеупорной массы и самой футеровки патрубка вакууматора.
Цель достигается тем, что в способе ремонта футеровки патрубка вакууматора, включающем установку шаблона в патрубок, подачу огнеупорной массы в зазор между ремонтируемой поверхностью и шаблоном через отверстия, выполненные в верхней части шаблона, выдержку шаблона в патрубке до затвердевания огнеупорной массы и последующее удаление шаблона, подачу огнеупорной массы в зазор осуществляют по винтовой образующей в процессе установки шаблона в патрубок при одновременном уплотнении введенной огнеупорной массы шаблоном.
Кроме того по завершении подачи огнеупорной массы в зазор верхнюю часть шаблона (головку) приподнимают над уровнем днища вакууматора, обсыпают головку теплоизолирующим порошком и опускают шаблон до погружения головки в порошок на период выдержки шаблона в патрубке до затвердевания огнеупорной массы.
Также в период выдержки шаблона в патрубке до затвердевания огнеупорной массы через отверстия в верхней части шаблона (головке) подают охлаждающий газ, например воздух.
Цель достигается также тем, что в устройстве для ремонта футеровки патрубка вакууматора, содержащем шаблон с отверстиями в верхней части для подачи огнеупорной массы, трубопровод, емкость для массы, шаблон выполнен составным из двух частей, при этом нижняя часть выполнена конусной, а верхняя часть (головка) установлена с возможностью вращения вокруг вертикальной оси.
Кроме того к патрубку может крепиться металлический диск с наружным диаметром, большим наружного диаметра патрубка, перекрывающим зазор между ремонтируемой поверхностью и шаблоном, при этом в диске выполнено отверстие для прохода шаблона, а на его дно уложено уплотнение.
Принципиальное отличие предложенного технического решения от известных заключается в последовательной по винтовой образующей и послойной подаче огнеупорной массы по всей ремонтируемой поверхности патрубка вакууматора и по всему объему зазора между ремонтируемой поверхности и шаблоном при одновременном уплотнении шаблоном нанесенной массы.
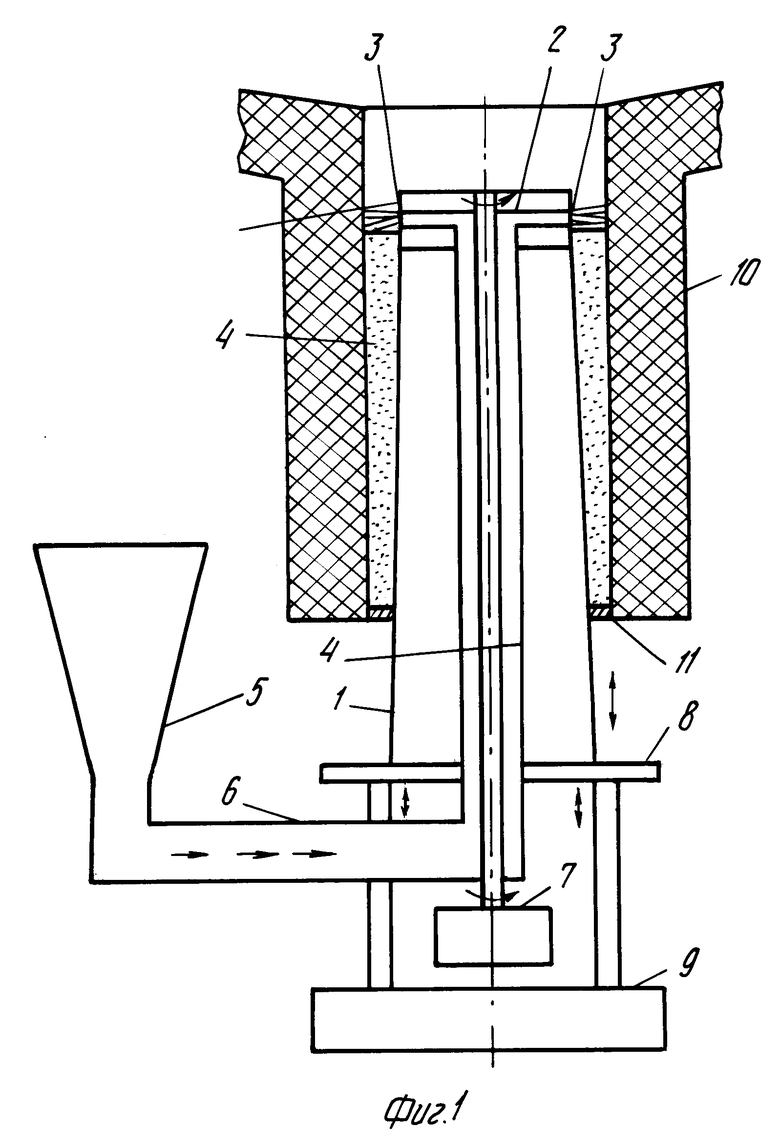
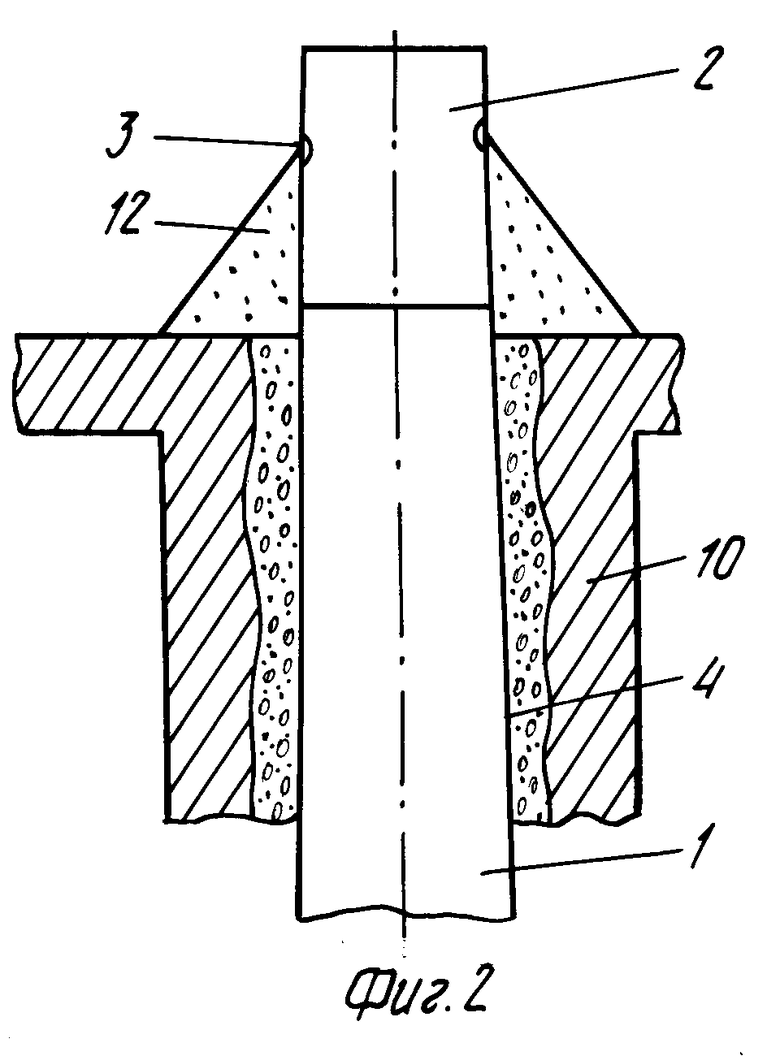
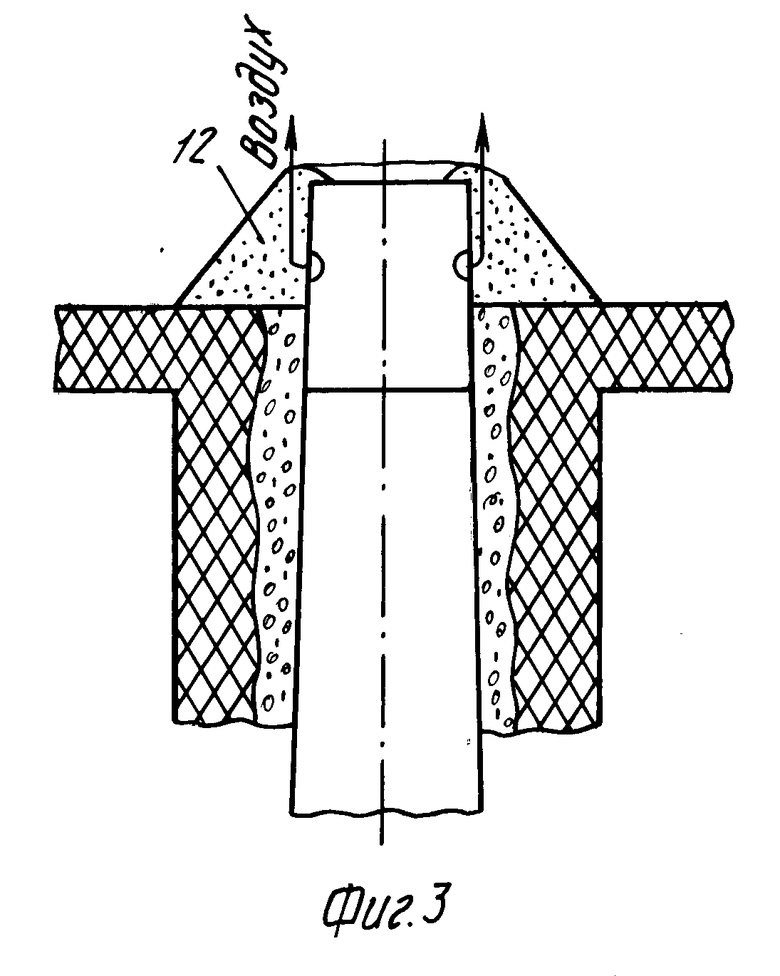
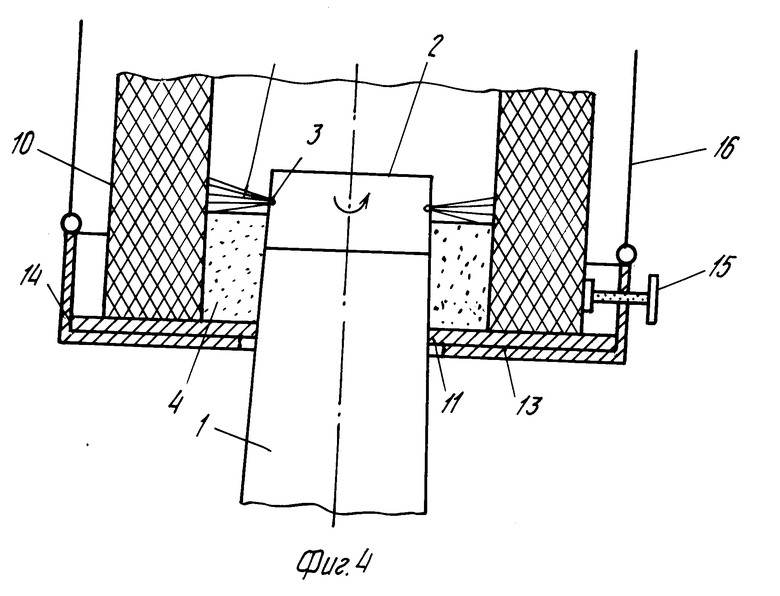
На фиг. 1 изображена схема выполнения способа ремонта футеровки патрубка вакууматора и устройство для его осуществления; на фиг. 2 схема создания теплоизоляционной защиты верхней части шаблона (головки) в позиции, когда головка приподнята над уровнем днища вакууматора и ее обсыпают теплоизолирующим порошком; на фиг. 3 схема расположения головки в позиции, когда опусканием шаблона она погружена в теплоизолирующий порошок и выдерживается в таком положении до затвердевания огнеупорной массы, при этом через отверстия головки пропускается охлаждающий газ; на фиг. 4 схема перекрывания зазора между ремонтируемой поверхностью футеровки и шаблоном на торце патрубка.
Устройство состоит из шаблона, выполненного составным из двух частей, нижняя часть 1 выполнена конусной, а верхняя часть (головка) 2 установлена с возможностью вращения вокруг своей вертикальной оси. Головка 2 имеет отверстия 3 для подачи огнеупорной массы 4, которая поступает из емкости 5 по трубопроводу 6. Вращение головки 2 осуществляется механизмом 7, а нижняя часть 1 шаблона опирается на площадку 8, вертикально перемещаемую механизмом 9. Нижняя часть зазора между шаблоном и ремонтируемой поверхностью футеровки патрубка 10 уплотнена волокнистым сжимаемым материалом 11. Во время выдержки шаблона в патрубке 10 головку 2 шаблона защищают теплоизолирующим порошком 12, а через отверстия 3 в головке пропускают охлаждающий газ, например воздух. Для перекрывания зазора между футеровкой патрубка 10 и шаблоном применяется уплотнение из волокнистого сжимаемого материала 11, укладываемое на металлический диск 13. Для обеспечения центровки к диску 13 приварена цилиндрическая стенка 14, охватывающая наружную футеровку патрубка 10, в которой имеются три регулирующих и фиксирующих винта 15, расположенных под углом 120о друг относительно друга. Диск подвешивается тросом 16.
П р и м е р 1. Проведение горячего ремонта внутренней футеровки всасывающего патрубка порционного вакууматора массой пластичной консистенции.
К патрубку 10 вакууматора подвешивают металлический диск 13, предназначенный для перекрытия зазора между внутренней футеровкой всасывающего патрубка 10 (на его торце) и шаблоном, входящим в патрубок во время ремонта. Диск 13 центрируют для совмещения центра отверстия в нем с вертикальной осью патрубка, фиксируют это положение регулирующими и фиксирующими винтами 15 посредством приваренной к диску 13 цилиндрической стенки 14, охватывающей наружную футеровку патрубка. Для плотного перекрытия зазора между шаблоном и футеровкой (на торце патрубка) предварительно на металлический диск 13 приклеивают жидким стеклом уплотнение 11. В качестве уплотнения используют волокнистую муллитокремнеземистую плиту либо волокнистый муллитокремнеземистый картон толщиной 30 мм с прорезанным отверстием. Центр указанного отверстия совмещают с центром отверстия в металлическом диске. Диаметр отверстия в уплотнении 11 (в волокнистой муллитокремнеземистой плите либо картоне) берут равным наименьшему диаметру конусной части шаблона 1, а диаметр отверстия в металлическом диске 13 берут равным наибольшему диаметру конусного шаблона (диаметр нижней части 1 шаблона). Так как уплотнение 11 выполнено из волокнистого материала (волокнистой муллитокремнеземитой плиты либо картона), то оно сжимается, обеспечивая возможность прохождения через отверстием в нем нижней части 1 шаблона, имеющей больший диаметр вследствие конусности. При подвешивании диска 13 к патрубку 10 уплотнение 11 плотно зажимается между плоскостью металлического диска и торцом патрубка.
Размещают шаблон соосно с вертикально расположенным патрубком вакууматора. Огнеупорную массу состава, мас. корунд 80; высокоглиноземистый цемент 20; вода 13 (сверх 100%) загружают в расходную емкость 5. В вертикально расположенный патрубок 10 вакууматора соосно вводят верхнюю часть шаблона (головку) 2, включают механизм 7 вращения головки 2 и начинают подачу огнеупорной массы 4 через отверстия 3 во вращающейся головке 2 в зазор между футеровкой и шаблоном, одновременно с подачей огнеупорной массы осуществляют подъем шаблона. Скорость подъема шаблона соответствует скорости подъема уровня огнеупорной массы 4 в заполняемом зазоре. При подъеме шаблона за счет конусности его невращающейся части происходят сжимание и уплотнение огнеупорной массы в зазоре.
После нанесения огнеупорной массы по всей высоте внутренней футеровки патрубка шаблон приподнимают над уровнем днища вакууматора на 300 мм и подают на днище излишки огнеупорной массы до полного освобождения от нее расходной емкости. Затем через трубопровод 6 подачи массы пропускают 200 кг сухого спеченного периклазового порошка фракции 3-0 мм для очистки тракта от применявшейся для ремонта огнеупорной массы и предотвращения схватывания ее остатков, а также для создания вокруг головки 2 теплозащитной засыпки. После израсходования засыпанного в расходную емкость 5 периклаза отключают механизм 7 вращения головки 2, а шаблон опускают на 250 мм. Выдерживают шаблон в патрубке в течение 30-40 мин до затвердевания огнеупорной массы 4. В период выдержки с целью охлаждения головки 2 шаблона через выпускные отверстия 3 пропускают сжатый воздух с избыточным давлением 0,1-0,5 кгс/см2. После выдержки отключают подачу сжатого воздуха и шаблон извлекают из патрубка механизмом 9 вертикального перемещения.
П р и м е р 2. Устанавливают шаблон под вакууматор соосно патрубку. Опускают вакууматор с патрубком так, что шаблон входит внутрь патрубка. Одновременно с опусканием патрубка начинают вращать головку 2 и через отверстие 3 подавать огнеупорную массу 4 в зазор между шаблоном и ремонтируемой поверхностью футеровки патрубка. Огнеупорная масса 4 имеет состав, мас. корунд 87; высокоглиноземистый цемент 13; вода 10 (сверх 100%). По мере опускания вакууматора с патрубком и соответственно более глубокого вхождения шаблона внутрь патрубка происходит механическое уплотнение огнеупорной массы 4 в зазоре между футеровкой и шаблоном за счет увеличения диаметра конусного шаблона в нижней его части 1. После нанесения огнеупорной массы по всей высоте внутренней футеровки патрубка шаблон выдерживают в патрубке до затвердевания огнеупорной массы, затем и шаблон извлекают из патрубка, поднимая вакууматор с патрубком.
Использование предлагаемого способа ремонта футеровки патрубка вакууматора и предлагаемого устройства для его осуществления обеспечивает по сравнению с существующими способами получения более плотного и более прочного слоя огнеупорной массы при более равномерных механических свойствах по всей высоте патрубка, а также получение более прочного сцепления слоя огнеупорной массы с ремонтируемой поверхностью футеровки, что позволяет в 1,5-3 раза увеличить продолжительность работы вакууматора без остановки на холодные ремонты, во столько же раз снизить расход огнеупоров.
Уменьшение простоев вакууматора, кроме снижения трудозатрат, позволяет увеличить количество вакуумированных плавок, требующих меньшего расхода ферросплавов и раскислителей и имеющих меньшую продолжительность рафинирования металла в печи, т.е. снизить продолжительность плавки. Кроме того рост производства вакуумированного металла повышает цену металла и увеличивает прибыль.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА | 2011 |
|
RU2469101C1 |
| Способ ремонта внутренней футеровки патрубка вакууматора | 1984 |
|
SU1312107A1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 2006 |
|
RU2319914C1 |
| СКОЛЬЗЯЩИЙ ЗАТВОР СТАЛЕРАЗЛИВОЧНОГО ИЛИ ПРОМЕЖУТОЧНОГО КОВША | 1991 |
|
RU2007269C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ РЕМОНТА КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098222C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СТЕНКИ И КОНДУКТОМЕТРИЧЕСКИЙ ДАТЧИК ТЕПЛОВОГО ПОТОКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2098756C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| УСТРОЙСТВО ДЛЯ РАЗОГРЕВА ПРОМЕЖУТОЧНЫХ КОВШЕЙ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ | 1994 |
|
RU2081723C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
Способ включает установку шаблона в патрубок, подачу огнеупорной массы в зазор между ремонтируемой поверхностью и шаблоном через отверстия, выдержку шаблона в патрубке до затвердевания огнеупорной массы и последующее удаление шаблона, а устройство содержит шаблон с отверстиями в верхней части, трубопровод и емкость для массы. Новым в способе является подача массы в зазор по винтовой образующей в процессе установки шаблона в патрубок при одновременном уплотнении введенной массы шаблоном, а в устройстве выполнение шаблона составным из двух частей, при этом нижняя часть выполнена конусной, а верхняя часть (головка) установлена с возможностью вращения вокруг вертикальной оси. 2 с. и 3 з. п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ футеровки патрубка вакууматора | 1981 |
|
SU998533A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
