Изобретение относится к металлургии, в частности к ремонту внутренней футеровки патрубка вакууматора.
Известен способ ремонта огнеупорной футеровки патрубка вакууматора, включающий установку шаблона в патрубок вакууматора, подачу сжатым воздухом расплавленной и нагретой до 80-100°C углеродистой массы в зазор между внутренней поверхностью патрубка и наружной поверхностью шаблона, после чего полученный слой массы подвергают коксованию путем нагрева патрубка до 500-600°C со скоростью 100-150°C/ч горелкой. После затвердевания массы шаблон удаляют, на внутренней поверхности патрубка остается слой пористого углеродистого материала [SU 998533, C21C 7/10, 1981].
Недостатком известного способа является низкое качество футеровки патрубка вакууматора из-за того, что при извлечении шаблона нарушается поверхностная структура ремонтной массы, требуется больше времени на выдержку, т.к. для извлечения шаблона необходимо выдержать время схватывания массы. Неоднородность слоя углеродистой огнеупорной массы в патрубке и непрочное его соединение с огнеупорными материалами вызывает отрыв частей слоя массы при взаимодействии с металлом и размывание металлом огнеупорной футеровки патрубка вакууматора.
Известен метод горячего ремонта патрубка вакууматора, включающий разделку ремонтируемой футеровки патрубка фрезой, в проделанное отверстие вставляется огнеупор, в качестве уплотнителя используется пек или термопластическая синтетическая смола. Когда огнеупор для ремонта вставляется в отверстие патрубка, уплотнитель смешивается с углеродом с помощью остаточного тепла в печи и огнеупор для ремонта крепится к внутренней поверхности патрубка [JP 2000-328135, C21C 7/10, 2000].
Для данного способа ремонта необходимо иметь дополнительное оборудование для просверливания отработанной поверхности футеровки патрубков вакууматора. Это очень сложный и дорогостоящий аппарат. Ремонтный огнеупор должен входить в приготовленное отверстие с зазором 3-35 мм. При условии точной подгонки ремонтного огнеупора данный способ будет эффективным.
Наиболее близким является способ ремонта внутренней футеровки патрубка вакууматора, включающий предварительное нанесение огнеупорной массы на шаблон, опускание на него неохлажденного вакууматора с патрубком. При опускании вакууматора шаблон с огнеупорной массой входит внутрь патрубка, в результате чего слой огнеупорной массы наносится на ремонтируемую поверхность внутренней футеровки, патрубок с вакууматором и шаблоном поднимают в исходное положение [SU 1312107, C21C 7/10, 1984].
Недостатком данного способа является применение в качестве шаблона металлической трубы, которая в процессе работы расплавляется, рабочей поверхностью футеровки остается неравномерно заполненный огнеупорной массой зазор между футеровкой и шаблоном, что вызывает неоднородность прочности по высоте патрубка, отрыв нанесенного слоя огнеупорной массы при взаимодействии с металлом.
Увеличение спроса на высококачественную сталь с повышенным уровнем чистоты приводит к растущему распространению процесса вакуумирования. Вакуум-камера имеет погружные патрубки, которые взаимодействуют с расплавленным металлом. Режим работы вакууматоров таков, что периодическое изменение температуры вызывает огромные нагрузки на патрубки вакууматоров. Вследствие термических, механических и химических воздействий футеровка патрубков требует частого ремонта или полной их замены.
Технический результат, достигаемый в заявляемом изобретении, заключается в увеличении срока службы футеровки патрубка вакууматора, увеличении прочности внутренней поверхности патрубка после ремонта.
Указанный технический результат достигается тем, что способ ремонта футеровки патрубка вакууматора включает нанесение огнеупорной массы на ремонтное изделие, опускание на него горячего вакууматора с патрубком, согласно предлагаемому изобретению, предварительно, методом заливки в форму бетона изготавливается ремонтное изделие с внутренним цилиндрическим отверстием, равным диаметру отверстия патрубка в первоначальном виде, и наружным диаметром, меньшим на 5-25 мм диаметра отработанной футеровки патрубка.
При этом на ремонтное изделие наносится равномерным слоем огнеупорная масса, по составу идентичная бетону, из которого выполнено изделие.
Бетон для изготовления ремонтного изделия может иметь периклазовый, периклазохромитовый, высокоглиноземистый или корундовый состав, а в огнеупорную массу может быть добавлен органический связующий компонент.
Предлагаемый изобретением способ ремонта внутренней футеровки отличается от ранее известных способов тем, что вместо распространенных ремонтов патрубков огнеупорными массами, которые наносились либо торкрет-машиной или при помощи металлического шаблона, в данном способе используется ремонтное изделие - цельный огнеупорный блок цилиндрической формы, имеющий внутреннее цилиндрическое отверстие, равное диаметру отверстия патрубка в первоначальном виде, а наружный диаметр меньше на 5-25 мм диаметра отработанной футеровки патрубка. Этот цельный огнеупорный блок изготавливается предварительно, по параметрам конкретного патрубка вакууматора, из материала низкой пористости, с высокой объемной плотностью и повышенной прочностью. Изготавливается огнеупорный блок методом заливки в форму бетона с необходимыми эксплуатационными характеристиками для каждого конкретного устройства вакуумирования из бетона периклазового, периклазохромитового, высокоглиноземистого или корундового состава.
Поскольку установка вакуумирования имеет вертикальный ход для погружения патрубков в сталеразливочный ковш, ремонтное изделие (огнеупорный блок) устанавливается на специальной площадке и вставляется в отработанный патрубок методом опускания в горячем состоянии для того, чтобы ремонтная масса спеклась с отработанной частью патрубка установки вакуумирования. Готовое ремонтное изделие (огнеупорный блок) обмазывается по наружной поверхности огнеупорной массой, идентичной по составу с бетоном, из которого выполнено изделие. Масса может увлажняться водой до определенной консистенции или быть готовой к применению, например с добавлением органических связующих компонентов.
На фиг.1 показан вид в разрезе отремонтированного по предложенному способу патрубка вакууматора, где 1 - ремонтное изделие (огнеупорный блок), 2 - отработанная футеровка патрубка, 3 - огнеупорная масса, 4 - патрубок вакууматора.
Ремонтное изделие (огнеупорный блок) 1 устанавливается так, чтобы его верхний торец встал на один уровень с футеровкой подины камеры установки вакуумирования. Патрубок 4, подлежащий ремонту, опускается на приготовленное ремонтное изделие (огнеупорный блок) 1 с нанесенным слоем огнеупорной массы 3 таким образом, чтобы изделие полностью углубилось в патрубок, а зазор между отработанной футеровкой 2 и наружной поверхностью изделия заполнился огнеупорной массой 3. Излишки массы удаляются. В таком виде патрубок выдерживается в течение времени, за которое огнеупорная масса полностью затвердевает. В зависимости от свойств массы происходит выдержка в течение 10-15 минут, при которой футеровку ставят на "дежурный" газ, для подогрева, чтобы не было термоудара. Происходит ремонт внутренней и торцевой частей патрубков вакууматоров.
Показателем стойкости вакууматора является стойкость патрубков, которая определяется безаварийными условиями их эксплуатации. Камеру выводят на перефутеровку при достижении остаточной толщины огнеупоров, которая в среднем составляет 100 мм с локальным износом до 80 мм и менее. С целью повышения стойкости патрубков предложено использовать при ремонте цельный огнеупорный блок, что позволит увеличить расчетную стойкость камеры на 33÷35%. В процессе эксплуатации футеровка патрубков испытывает высокие термические нагрузки, в результате чего происходит смещение огнеупорных колец, из которых выполняется внутренняя футеровка патрубков в первоначальном виде и, как следствие, раскрытие горизонтальных швов. В этом случае вакуум-камеру необходимо выводить на ремонт. После ремонта по предлагаемому данным изобретением способу с установленной в патрубок цельной огнеупорной деталью разрушение футеровки по горизонтальным швам исключается.
После внедрения данного способа ремонта внутренней футеровки патрубка вакууматора в производство повысилась прочность внутренней поверхности патрубка после ремонта, увеличился срок службы футеровки патрубка и надежность работы вакууматора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2051182C1 |
| Футеровка нижней части вакуум-камеры | 2022 |
|
RU2776656C1 |
| Способ ремонта внутренней футеровки патрубка вакууматора | 1984 |
|
SU1312107A1 |
| ОГНЕУПОРНАЯ БЕТОННАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ АГРЕГАТОВ | 2006 |
|
RU2325364C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| Способ горячего восстановления рабочего слоя футеровки выпускного отверстия конвертера | 1990 |
|
SU1786095A1 |
| КОРУНДОВАЯ ТОРКРЕТ-МАССА | 2002 |
|
RU2214983C1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| Способ футеровки патрубка вакууматора и шаблон для его осуществления | 1984 |
|
SU1252356A1 |
| ЖАРОПРОЧНЫЙ БЕТОН ДЛЯ ФУТЕРОВКИ КОВШЕЙ РАФИНИРОВАНИЯ КРЕМНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ НА ЕГО ОСНОВЕ | 2003 |
|
RU2248337C2 |
Изобретение относится к металлургии, в частности к ремонту внутренней футеровки патрубка вакууматора. Способ включает нанесение огнеупорной массы на ремонтное изделие, опускание на него горячего вакууматора с патрубком, для чего предварительно изготавливается ремонтное изделие методом заливки в форму бетона, имеющее внутреннее цилиндрическое отверстие, равное диаметру отверстия патрубка в первоначальном виде, а наружный диаметр меньше на 5-25 мм диаметра отработанной футеровки патрубка. Изобретение позволяет увеличить срок службы футеровки патрубка и прочность внутренней поверхности патрубка после ремонта. 3 з.п. ф-лы, 1 ил.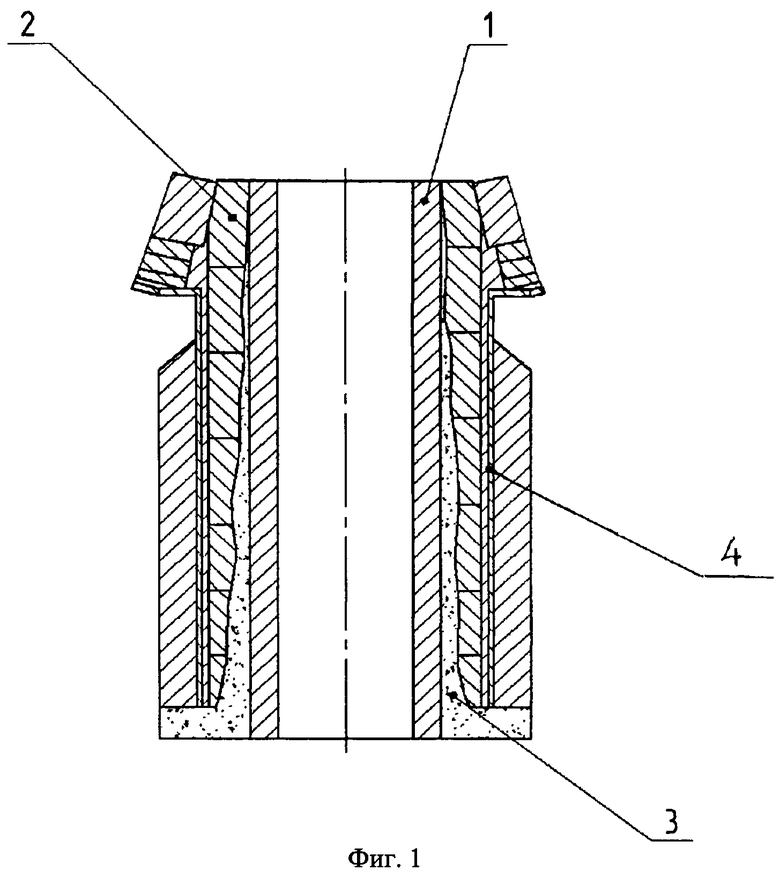
1. Способ ремонта футеровки патрубка вакууматора, включающий нанесение огнеупорной массы на ремонтное изделие, опускание на него горячего вакууматора с патрубком, отличающийся тем, что предварительно методом заливки в форму бетона изготавливают ремонтное изделие с внутренним цилиндрическим отверстием, равным диаметру отверстия патрубка в первоначальном виде, и наружным диаметром, величина которого меньше на 5-25 мм диаметра отработанной футеровки патрубка.
2. Способ по п.1, отличающийся тем, что бетон для изготовления ремонтного изделия имеет периклазовый, периклазохромитовый, высокоглиноземистый или корундовый состав.
3. Способ по п.1, отличающийся тем, что используют огнеупорную массу по составу, идентичную бетону, из которого выполнено ремонтное изделие.
4. Способ по п.1, отличающийся тем, что в огнеупорную массу добавляют органический связующий компонент.
| Способ ремонта внутренней футеровки патрубка вакууматора | 1984 |
|
SU1312107A1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2051182C1 |
| Способ футеровки патрубка вакууматора и шаблон для его осуществления | 1984 |
|
SU1252356A1 |
| Измерительная головка системы гидростатического нивелирования | 1981 |
|
SU949339A1 |

