Изобретение относится к металлургии цветных металлов, в частности электролитическому получению алюминия, катодным устройствам электролизеров для получения алюминия.
Известно катодное устройство алюминиевого электролизера, включающее подину, выполненную из предварительно изготовленных углеродистых подовых блоков с вмонтированными в них катодными стержнями, нижняя часть которых залита слоем жаропрочного и химически стойкого цемента высотой 200 - 300 мм (авт. св. СССР N 248239, кл. C 22 D 3/02, C 22 D 3/12, опублик. 10.07.69).
Недостатком такого катодного устройства является то, что при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы слой жаропрочного и химически стойкого цемента отслаивается от углеродистых подовых блоков из-за разности коэффициентов линейного расширения, в результате чего в нем образуются трещины и разрывы, через которые жидкий алюминий и криолитоглиноземный расплав легко проникает к катодным стержням и под подовые блоки к теплоизоляционным материалам, разъедая катодные стержни и вызывая физико-химические превращения в теплоизоляционных материалах, приводящие к возникновению значительных деформирующих напряжений. Это отрицательно сказывается как на сроке службы алюминиевого электролизера, так и на сортности получаемого алюминия.
Кроме того, следует отметить трудоемкость и продолжительность выполнения монтажных работ, связанных с нанесением слоя жаропрочного и химически стойкого цемента на углеродистые подовые блоки и последующими операциями по его отвердеванию и сушке.
Наиболее близким к изобретению является катодное устройство алюминиевого электролизера, включающее металлический катодный кожух с окнами для пропуска катодных стержней, подовые блоки с катодными стержнями, размещенную между подовыми блоками и стенками катодного кожуха футеровку из жаропрочного бетона и уплотнение вывода катодных стержней, выполненное вокруг катодных стержней в виде уплотняющей заделки (Справочник металлурга по цветным металлам. Производство алюминия. - М.: Металлургия, 1971, с.186 - 195, 241).
Недостатком такого катодного устройства является то, что при наличии между подовыми блоками и стенками катодного кожуха жесткой, выполненной из жаропрочного бетона футеровки, препятствующей свободному расширению подовых блоков при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы, и из-за разности коэффициентов линейного расширения подовых блоков и футеровки возникают значительные усилия, способные вызвать образование трещин в футеровке и подовых блоках, а также скалывание горизонтальных участков подовых блоков. Наличие трещин в футеровке и подовых блоках позволяет жидкому алюминию и криолитоглиноземному расплаву легко проникать к катодным стержням и под подовые блоки к теплоизоляционным материалам, разъедая катодные стержни и вызывая физико-химические превращения в теплоизоляционных материалах, приводящие к возникновению значительных деформирующих напряжений. Это отрицательно сказывается как на сроке службы алюминиевого электролизера, так и на сортности получаемого алюминия.
Кроме того, в период обжига и пуска алюминиевого электролизера и в начальный период его работы в результате термического расширения катодных стержней происходит их перемещение относительно футеровки из жаропрочного бетона, что может также привести к образованию трещин в футеровке вследствие сцепления (адгезии) материала футеровки с катодными стержнями.
Задача изобретения - создание конструкции катодного устройства алюминиевого электролизера, обеспечивающей в период обжига и пуска алюминиевого электролизера и в начальный период его работы сохранение целостности подовых блоков и размещенной между этими блоками и стенками катодного кожуха футеровки за счет компенсации напряжений, возникающих в результате их термического расширения и способных вызвать образование в них трещин, что позволит повысить срок службы алюминиевого электролизера и сортность получаемого алюминия.
Это достигается тем, что в катодном устройстве алюминиевого электролизера, включающем металлический катодный кожух с окнами для пропуска катодных стержней, подовые блоки с катодными стержнями, размещенную между подовыми блоками и стенками катодного кожуха футеровку из самотвердеющего жаропрочного материала и уплотнение вывода катодных стержней, выполненное вокруг катодных стержней в виде уплотняющей заделки, размещенная между подовыми блоками и стенками катодного кожуха футеровка выполнена секционированной с размещением между ее секциями прослойки из сжимаемого материала, при этом в местах прилегания футеровки к катодным стержням расположен слой материала, обеспечивающего скольжение катодных стержней и футеровки относительно друг друга и компенсацию их термического расширения.
Толщина прослойки между секциями футеровки может быть определена по зависимости
где
B - проектная толщина прослойки между секциями футеровки;
Li - линейные расширения;
Bmin - минимальная толщина прослойки при максимальном ее сжатии;
N - количество секций.
Между футеровкой и уплотняющей заделкой и/или стенками катодного кожуха может быть расположен слой сжимаемого материала.
Разделение размещенной между подовыми блоками и стенками катодного кожуха и выполненной из жаропрочного самотвердеющего материала футеровки на секции и размещение между этими секциями прослойки из сжимаемого материала, а также расположение в местах прилегания футеровки к катодным стержням слоя материала, обеспечивающего скольжение катодных стержней и футеровки относительно друг друга и компенсацию их термического расширения, обеспечивает при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы возможность термического расширения футеровки, подовых блоков и катодных стержней без возникновения усилий, способных вызвать образование трещин в футеровке и подовых блоках и скалывание горизонтальных участков подовых блоков.
Разделение футеровки на секции и размещение между этими секциями прослойки из сжимаемого материала обеспечивает при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы футеровке и подовым блокам возможность свободного термического расширения, при котором происходит упругое сжатие прослойки и плотное прижатие соседних секций футеровки друг к другу. При этом все усилия, способные вызвать образование трещин в футеровке и подовых блоках и скалывание горизонтальных участков подовых блоков, локализуются в зазоре между секциями футеровки и компенсируются упругим сжатием прослойки из сжимаемого материала. При этом расположение в местах прилегания футеровки к катодным стержням слоя материала, обеспечивающего скольжение катодных стержней и футеровки относительно друг друга и компенсацию их термического расширения, позволяет катодным стержням и футеровке свободно перемещаться относительно друг друга, обеспечивая при этом компенсацию напряжений, возникающих в результате их термического расширения. Это исключает образование трещин в футеровке и обеспечивает за счет сохранения целостности футеровки защиту катодных стержней от воздействия расплавленного алюминия и препятствует проникновению расплава под подовые блоки в случае его возможного проникновения через трещины в периферийных швах, тем самым способствуя повышению срока службы алюминиевого электролизера и сортности получаемого алюминия.
Таким образом, все усилия, способные вызвать образование трещин в футеровке и подовых блоках и скалывание горизонтальных участков подовых блоков, будут локализованы в зазоре между секциями футеровки и скомпенсированы упругим сжатием прослойки из сжимаемого материала и/или слоем материала, размещенного в местах прилегания футеровки к катодным стержням.
При этом следует также отметить, что разделение футеровки на секции способствует также повышению качества выполнения монтажных работ и снижению расхода жаропрочного самотвердеющего материала. Учитывая, что время схватывания жаропрочного самотвердеющего материала, как правило, меньше продолжительности выполнения работ по укладке этого материала, разделение футеровки на секции позволяет осуществлять последовательное выполнение каждой секции футеровки за один прием, при приготовлении и использовании необходимого для каждой секции количества жаропрочного самотвердеющего материала, а это положительно сказывается как на качестве каждой секции футеровки, так и на качестве футеровки в целом.
Толщина прослойки между секциями футеровки может быть определена по зависимости
где
B - проектная толщина прослойки между секциями футеровки;
Li - линейные расширения;
Bmin - минимальная толщина прослойки при максимальном ее сжатии;
N - количество секций.
При толщине прослойки, определенной по вышеуказанной зависимости, при максимальном термическом расширении футеровки и подовых блоков обеспечивается плотное прижатие соседних секций футеровки друг к другу, исключая при этом избыточное давление соседних секций футеровки друг на друга.
Размещение между футеровкой и уплотняющей заделкой и/или стенками катодного кожуха слоя сжимаемого материала компенсирует возможные термические напряжения, возникающие в процессе работы алюминиевого электролизера, а также напряжения от расширения футеровки и подовых блоков в результате их пропитки солями, тем самым способствуя повышению срока службы алюминиевого электролизера.
Размещение между футеровкой и стенками катодного кожуха слоя сжимаемого материала компенсирует, с одной стороны, возможные деформации стенок катодного кожуха из-за термических напряжений, возникающих в процессе работы электролизера, а с другой - напряжения от термического расширения футеровки и подовых блоков и напряжения, возникающие в результате их пропитки солями, что способствует повышению срока службы алюминиевого электролизера.
Размещение между футеровкой и уплотняющей заделкой слоя сжимаемого материала исключает образование трещин в уплотняющей заделке при термическом расширении футеровки и подовых блоков, что сохраняет целостность уплотняющей заделки, обеспечивая тем самым герметичность вывода катодного стержня. Это препятствует проникновению воздуха к угольной футеровке, тем самым способствуя повышению срока службы алюминиевого электролизера. При этом снижается также вероятность протечек расплава через прорезанные в продольных стенках катодного кожуха окна для пропуска катодных стержней.
Таким образом, предлагаем катодное устройство алюминиевого электролизера позволяет повысить срок службы алюминиевого электролизера и сортность получаемого алюминия.
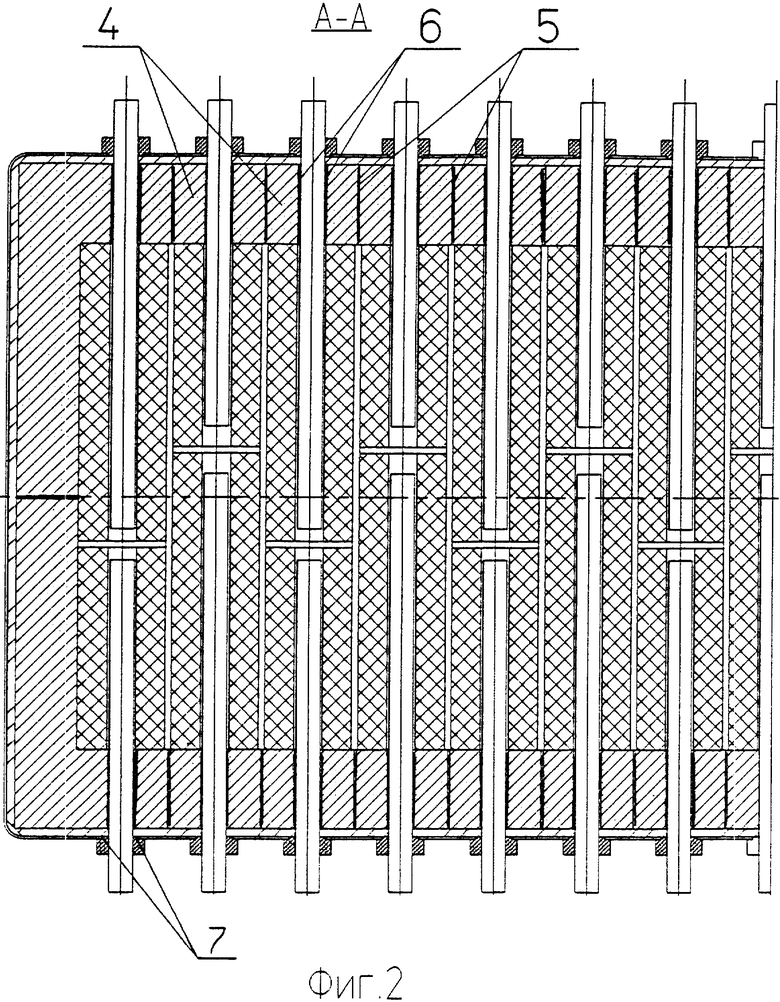
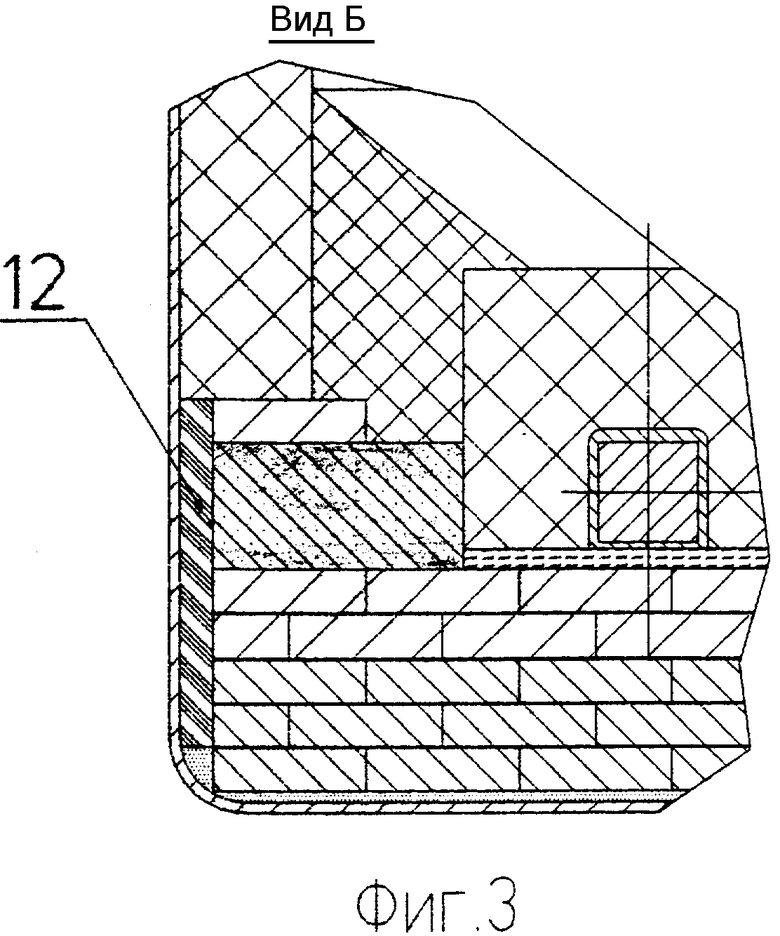
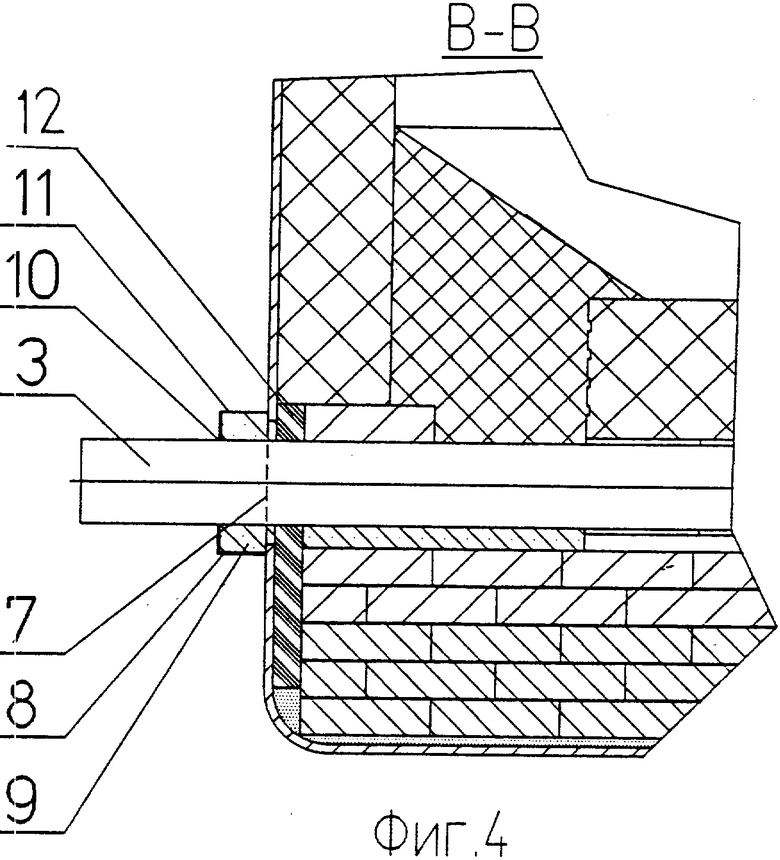
На фиг. 1 изображен продольный разрез катодного устройства алюминиевого электролизера; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг.1; на фиг. 4 - разрез В-В на фиг.1.
Катодное устройство алюминиевого электролизера включает металлический катодный кожух 1, подовые блоки 2 с катодными стержнями 3, размещенную между подовыми блоками 2 и стенками катодного кожуха 1 футеровку 4. Футеровка 4 выполнена из самотвердеющего жаропрочного материала, например, из жаропрочного бетона. Футеровка 4 разделена на 30 секций. Между секциями футеровки 4 размещена прослойка 5 из сжимаемого материала. В качестве материала прослойки 5 может быть использован муллито-кремнеземистый картон. Толщина прослойки 5 из сжимаемого материала составляет 1 мм. В местах прилегания футеровки 4 к катодным стержням 3 расположен слой 6 материала, обеспечивающего скольжение катодных стержней 3 и футеровки 4 относительно друг друга и компенсацию их термического расширения. В качестве такого материала может быть использована полиэтиленовая пленка или промасленная бумага. Для пропуска катодных стержней 3 в продольных стенках катодного кожуха 1 прорезаны окна 7. Уплотнение вывода катодных стержней 3 может быть выполнено в виде присоединенного к катодному кожуху 1 металлического короба 8 и уплотняющей заделки 9 вокруг катодного стержня 3, выведенного из катодного кожуха 1 через окно 7. При этом уплотняющая заделка 9 может быть выполнена из самотвердеющего материала, например, шамотного плотного бетона. Крепление металлического короба 8 к катодному кожуху 1 осуществляется посредством сварки. Сварка может производиться по всему периметру металлического короба 8 либо только в нескольких местах. При использовании уплотняющей заделки 9 из самотвердеющего материала металлический короб 8 может быть выполнен с двумя отверстиями 10, 11, при этом отверстие 10 предназначено для пропуска катодного стержня 3, а отверстие 11 - для подачи самотвердеющего материала заделки. Между футеровкой 4 и уплотняющей заделкой 9 может быть расположен слой 12 сжимаемого материала. Слой сжимаемого материала может быть также расположен между футеровкой 4 и катодным кожухом 1. В качестве такого сжимаемого материала могут быть использованы муллито-кремнеземистые плиты толщиной 30 мм.
Промышленная применимость катодного устройства алюминиевого электролизера подтверждается нижеприведенным примером его практического выполнения.
После сборки и установки катодного кожуха днище внутри кожуха выравнивается слоем шамотного заполнителя, на который затем осуществляется кладка футеровки, состоящей из нескольких нижних рядов пенодиатомитового кирпича и нескольких верхних рядов шамотного кирпича. После чего поверхность кирпичной кладки покрывается слоем подовой массы, на который устанавливаются подовые блоки с заделанными в них катодными токоподводящими стержнями. После установки подовых секций, состоящих из подовых блоков и заделанных в них катодных стержней, в местах прилегания к катодным стержням футеровки из жаропрочного самотвердеющего материала наносят слой материала, обеспечивающего скольжение катодных стержней и футеровки относительно друг друга и компенсацию их термического расширения. В качестве такого материала используется полиэтиленовая пленка толщиной 100 микрон. Затем с наружной стороны катодного кожуха на каждый катодный стержень устанавливается металлический короб. Крепление металлического короба к катодному кожуху осуществляется сваркой. При этом сварные швы могут располагаться либо по всему периметру металлического короба, либо только в нескольких местах. После соединения с катодным кожухом металлический короб через имеющееся в нем отверстие заполняется самотвердеющим материалом заделки. В качестве материала заделки используется бетон. Заполнение металлического короба бетоном выполнется ручным способом с последующим вибрационным его уплотнением.
Кроме того, возможно заполнение металлического короба самотвердеющим материалом через имеющееся в нем отверстие с использованием нагнетательных устройств под давлением, после чего вдоль стенок катодного кожуха устанавливаются поперечные перегородки на расстоянии, соответствующем размеру секций футеровки. Затем пространства между перегородками заполняются жаропрочным бетоном. Заполнение бетоном этих пространств осуществляется в один прием, при приготовлении и использовании необходимого для заполнения одной секции количества бетона, при этом между секциями размещается прослойка из сжимаемого материала. В качестве такого материала используется муллито-кремнеземистый картон. Предварительно перед заполнением бетоном между катодным кожухом, уплотняющей заделкой и жаропрочным бетоном размещается слой сжимаемого материала. В качестве такого материала используются муллито-кремнеземистые плиты толщиной 30 мм. Затем следует кладка шамотного кирпича над слоем бетона, после чего устанавливается бортовая футеровка. Завершающей и самой ответственной операцией монтажа катодного устройства является набойка швов между подовыми блоками и периферийных швов между подовыми блоками и бортовой футеровкой. Периферийные швы между подовыми блоками и бортовой футеровкой набиваются с подъемом в сторону бортовой футеровки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ ВЫВОДА КАТОДНЫХ СТЕРЖНЕЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2108414C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| УПЛОТНЕНИЕ ВЫВОДА КАТОДНЫХ СТЕРЖНЕЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2303655C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ | 2005 |
|
RU2303654C2 |
| АНОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ И САМООБЖИГАЮЩИМСЯ АНОДОМ | 1997 |
|
RU2118408C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169213C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2090659C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2320780C2 |
Использование: металлургия цветных металлов, в частности электролитическое получение алюминия, катодные устройства электролизеров для получения алюминия. Сушность изобретения: в катодном устройстве алюминиевого электролизера, включающем металлический катодный кожух с окнами для пропуска катодных стержней, подовые блоки с катодными стержнями, размещенную между подовыми блоками и стенками катодного кожуха футеровку из самотвердеющего жаропрочного материала и уплотнение вывода катодных стержней, выполненное вокруг катодных стержней в виде уплотняющей заделки, размещенная между подовыми блоками и стенками катодного кожуха футеровка выполнена секционированной с размещением между ее секциями прослойки из сжимаемого материала, при этом в местах прилегания футеровки к катодным стержням расположен слой материала, обеспечивающего скольжение катодных стержней и футеровки относительно друг друга и компенсацию их термического расширения. Технический результат - повышение срока службы алюминиевого электролизера и сортности получаемого алюминия. 2 з.п.ф-лы, 4 ил.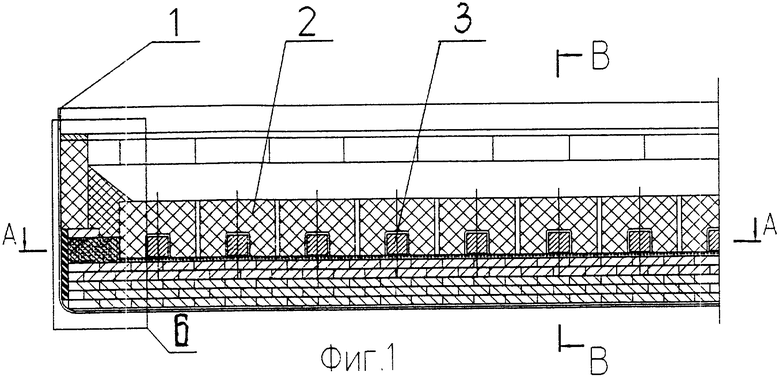
где B - проектная толщина прослойки между секциями футеровки;
Li - линейные расширения;
Bmin - минимальная толщина прослойки при максимальном ее сжатии;
N - количество секций.
| SU, авторское свидетельство, 248239, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Справоч ник металлурга по цветным металлам | |||
| Производство алюминия | |||
| - М.: Металлург ия, 1971, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |

