Изобретение относится к металлургии цветных металлов и может быть направлено на совершенствование конструкции катодного кожуха электролизера для получения алюминия электролитическим способом.
Катодный кожух является одним из элементов алюминиевого электролизера и применяется для защиты заключенной внутри него футеровки от разрушающего действия усилий, возникающих в процессе работы алюминиевого электролизера. В связи с этим он должен обладать необходимой прочностью, так как от прочности катодного кожуха в большей степени зависит срок службы электролизера. Кроме того, катодный кожух должен обеспечивать отвод тепла, что способствует образованию защитного гарнисажа и настыли, наличие которых предотвращает разрушение футеровки и увеличивает срок службы, позволяет интенсифицировать работу электролизера. Это имеет большое значение для электролизеров большой мощности.
Известен катодный кожух алюминиевого электролизера, включающий стенки и днище, шпангоуты, охватывающие стенки и днище и установленные с шагом по длине кожуха, с использованием в качестве соединяющих шпангоуты элементов стенки и днище. Толщина соединяющих элементов составляет 0,025 0,06 шага установки шпангоутов, а отношение высоты сечения шпангоутов к толщине соединяющих элементов составляет 15 30 (патент РФ №2051204, М.кл. С25С 3/08, 1995).
Данный кожух имеет недостаточную жесткость, возникающие в нем в процессе эксплуатации напряжения от расширения футеровки приводят к пластическим деформациям кожуха, что снижает его срок службы.
Наиболее близким к предлагаемому изобретению по технической сущности является катодный кожух алюминиевого электролизера, включающий продольные и поперечные стенки и днище, шпангоуты по продольным сторонам, элементы жесткости по торцевым сторонам и фланцевый лист, и горизонтальный пояс жесткости, расположенный по периметру катодного кожуха выше торцов шпангоутов и элементов жесткости. Горизонтальный пояс жесткости выполнен коробчатого сечения и является опорой для фланцевого листа. Элементом жесткости одной из сторон горизонтального пояса служит стенка катодного кожуха. В частном случае исполнения, горизонтальный пояс жесткости выполнен из металлических полос, при этом полосы продольных и поперечных сторон соединены в замок и сварены между собой. Фланцевый лист соединен с катодным кожухом разборным соединением (патент РФ №2191225, М.кл. С25С 3/08, 2002).
Недостатком катодного кожуха - прототипа является то, что возникающие в процессе эксплуатации термические напряжения, особенно в пусковой период, и напряжения от расширения футеровки в результате ее пропитки солями из-за недостаточной жесткости катодного кожуха вызывают значительные вертикальные деформации. Деформации приводят к подъему средней части катодного кожуха, к раскрытию межблочных швов и проникновению расплава в цокольную часть футеровки. Кроме того, сплошной горизонтальный пояс жесткости коробчатого сечения, расположенный выше торцов шпангоутов, одной из сторон которого является стенка катодного кожуха, препятствует свободному прохождению воздуха для охлаждения стенок катодного кожуха. Как следствие, ухудшается отвод тепла и происходит перегрев стенок катодного кожуха из-за отсутствия защитного гарнисажа и настыли. Следовательно, снижается жесткость конструкции и происходит выход из строя электролизера из-за прорыва расплава через стенки катодного кожуха. Перечисленные недостатки приводят к снижению срока службы катодного кожуха и алюминиевого электролизера в целом.
Задачей изобретения является повышение срока службы электролизера за счет повышения прочности конструкции катодного кожуха.
Технический результат заключается в снижении вертикальных деформаций катодного кожуха и достижении равномерного распределения поперечных нагрузок между шпангоутами для обеспечения равномерного обжатия футеровки и улучшения вентиляции и равномерного охлаждения стенок и днища.
Для решения поставленной задачи в катодном кожухе, включающем продольные и торцевые стенки и днище, шпангоуты, охватывающие стенки и днище и установленные с шагом по длине кожуха, согласно заявляемого изобретения, на расстоянии от продольных стенок катодного кожуха в верхней части шпангоутов установлены продольные балки коробчатого сечения, жестко прикрепленные к ним посредством сварки или болтового соединения.
В частном случае изобретение может характеризоваться тем, что продольные балки коробчатого сечения установлены на расстоянии 20-300 мм от продольных стенок катодного кожуха.
Удаленное расположение балки коробчатого сечения от нагретых частей катодного кожуха позволяет максимально использовать механические свойства материала, из которого они изготовлены.
Жесткое закрепление балок коробчатого сечения с каждым шпангоутом позволяет:
- значительно снизить вертикальные деформации катодного кожуха, а именно уменьшить подъем средней части катодного кожуха в пусковой период, и соответственно минимизировать вероятность раскрытия межблочных швов и проникновение расплава в цокольную часть футеровки;
- равномерно распределить между шпангоутами поперечные нагрузки, создаваемые давлением футеровки на продольные стенки катодного кожуха, т.е. обеспечить равномерное обжатие футеровки по всей длине катодного кожуха и исключить возникновение на отдельно взятых шпангоутах нагрузок, приводящих к их разрушению;
- повысить срок службы катодного кожуха и футеровки.
Наличие зазора между балкой коробчатого сечения и стенкой катодного кожуха обеспечивает беспрепятственное прохождение воздуха для охлаждения стенок, тем самым способствуя улучшению теплообмена и созданию защитного гарнисажа и настыли.
Зазор между балкой коробчатого сечения и стенкой катодного кожуха, составляющий 20-300 мм, определен из условий эффективного охлаждения продольных стенок катодного кожуха и вентиляции корпуса.
При зазоре менее 20 мм ухудшается циркуляция воздуха между стенкой катодного кожуха и балкой коробчатого сечения. Объем воздуха, проходящий через маленький зазор, не достаточен для нормального охлаждения стенок, что приводит к перегреву продольных стенок в зоне установки балок коробчатого сечения и соответственно к снижению их несущей способности, а также к невозможности образования защитной настыли и гарнисажа.
Зазор более 300 мм не приводит к повышению интенсивности охлаждения продольных стенок, а габариты и масса узла и катодного кожуха в целом увеличивается.
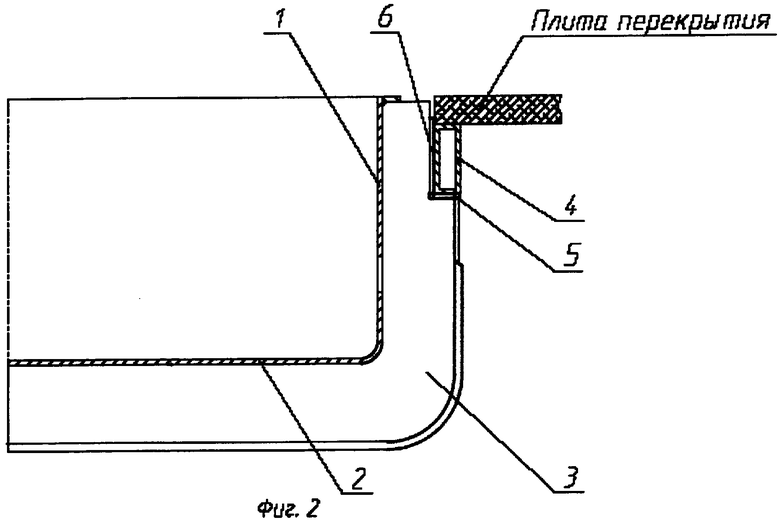
Изобретение поясняется чертежами, где на фиг.1 показана половина вида катодного кожуха сбоку, на фиг.2 - поперечный разрез катодного кожуха.
Катодный кожух алюминиевого электролизера состоит из продольных стенок 1, днища 2, шпангоутов 3, продольных балок коробчатого сечения 4. Для установки продольных балок коробчатого сечения 4 шпангоуты 3 снабжены опорными горизонтальными и вертикальными площадками 5 и 6.
Сборка катодного кожуха осуществляется следующим образом.
На сборочной площадке с соответствующим шагом устанавливаются шпангоуты 3. Затем в шпангоуты вставляется обечайка, состоящая из продольных стенок 1, торцевых стенок (не показаны) и днища 2, и приваривается к ним. Далее устанавливаются продольные балки коробчатого сечения 4.
Продольные балки коробчатого сечения 4 устанавливаются на горизонтальные опорные площадки шпангоутов 5 и прижимаются к вертикальным опорным площадка 6. При этом между балками 4 и опорными площадками 5 и 6 не должно быть зазора. Зазоры между балкой и опорными площадками устраняются металлическими прокладками. По окончании устранения зазоров балки жестко фиксируют к горизонтальным и вертикальным площадкам шпангоутов посредством сварки или болтового соединения.
Таким образом, установка в верхней части шпангоутов продольных балок коробчатого сечения на расстоянии от стенки катодного кожуха позволяет повысить срок службы алюминиевого электролизера, а так же интенсифицировать его работу.
В настоящее время опытный катодный кожух проходит стадию испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕБЕР ОХЛАЖДЕНИЯ НА КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2376402C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321682C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2230834C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2324009C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308547C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2190041C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2013 |
|
RU2536617C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2191225C1 |
Изобретение относится к металлургии цветных металлов, в частности к конструкции катодного кожуха электролизера для получения алюминия электролитическим способом. Катодный кожух содержит продольные и торцевые стенки и днище, шпангоуты, охватывающие стенки и днище и установленные с шагом по длине кожуха. На расстоянии 20-300 мм от продольных стенок катодного кожуха в верхней части шпангоутов установлены продольные балки коробчатого сечения, жестко прикрепленные к ним посредством сварки или болтового соединения. Установка в верхней части шпангоутов продольных балок коробчатого сечения на расстоянии от стенки катодного кожуха позволяет повысить срок службы алюминиевого электролизера, а также интенсифицировать его работу. 1 з.п. ф-лы, 2 ил.
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2191225C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2051204C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2230834C1 |
| Катодный кожух алюминиевого электролизера | 1987 |
|
SU1560634A1 |
| US 4087345 A, 02.05.1978. | |||

