Изобретение относится к зажимным приспособлениям металлорежущих станков и может быть использовано для крепления и самоцентрирования деталей с точной коррекцией установки.
Известно самоцентрирующее зажимное устройство (см. например а.с. N 348300, МКИ B 23 B 31/02), содержащее корпус, размещенные в нем кронштейн, ползуны с зажимными губками, соединенные винтовым механизмом с правой и левой резьбой, имеющим бурт в средней части, и узел синхронизации. Однако данная конструкция имеет существенные недостатки: ступенчатая коррекция центрирования и невозможность использования его как устройства с плавающими губами. Недостаток обусловлен тем, что коррекция центрирования обеспечивается за счет зубчатой муфты.
Наиболее близким решением по технической сущности к заявленному устройству является самоцентрирующее зажимное устройство, содержащее корпус, размещенный в нем кронштейн, ползуны с зажимными губками, соединенные винтовым механизмом с правой и левой резьбой, имеющим бурт в средней части и узел синхронизации (см. а.с. N 952567, кл. B 25 B 1/00, 1982).
Основными недостатками данного устройства являются большие затраты времени для корректирования центрирования обрабатываемой детали относительно инструмента и сложность конструкции. Недостатки обусловлены тем, что для обеспечения коррекции центрирования необходимо расконтрить резьбовые конусные пробки, одну из них сместить на величину коррекции, а другой переместить винтовой механизм до упора в первую пробку, а затем снова законтрить резьбовые пробки. Это трудоемко и сложно в изготовлении.
Цель изобретения сокращение времени коррекции центрирования и упрощение конструкции.
Указанная цель достигается тем, что в известном устройстве, содержащем корпус, размещенный в нем кронштейн, ползуны с зажимными губками, соединенные винтовым механизмом с правой и левой резьбой, имеющим бурт в средней части и узел синхронизации кронштейн выполнен с внутренним резьбовым отверстием, а узел синхронизации в виде резьбовой втулки, установленный с возможностью осевой фиксации в резьбовом отверстии кронштейн, охватывающей среднюю часть винтового механизмам и выполненной с возможностью взаимодействия с его буртом с одной стороны, и торцом гайки, расположенной на резьбе винтового механизма с возможностью осевой фиксации, с другой стороны. Кроме того, на наружной поверхности средней части винтового механизма выполнена дополнительная ступень большего диаметра, длина которой несколько больше длины охватывающей ее резьбовой втулки, при этом торец гайки винтового механизма контактирует с торцом его дополнительной ступени.
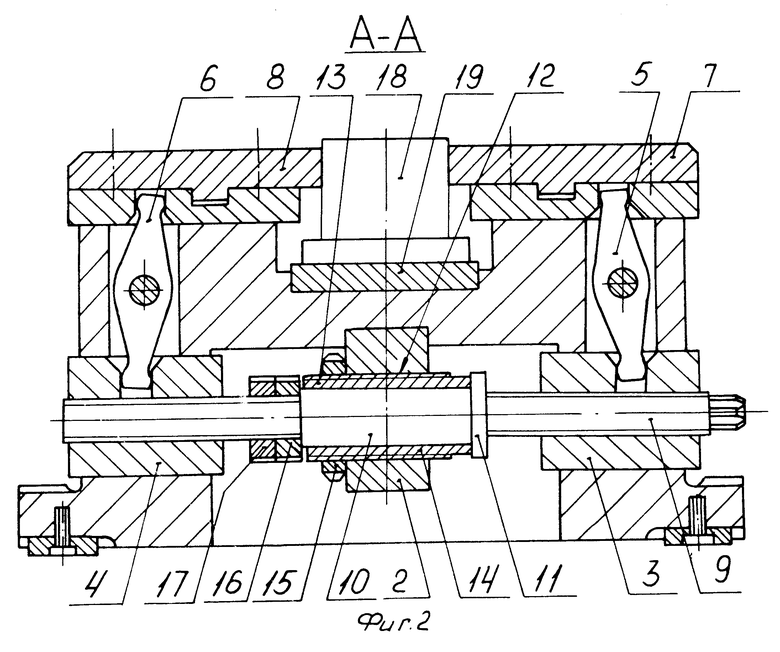
На фиг. 1 изображено самоцентрирующее зажимное устройство, вид сверху; на фиг. 2 разрез А-А на фиг. 1.
Самоцентрирующее зажимное устройство содержит корпус 1 с закрепленным в нем кронштейном 2, винтовой механизм, ползуны 3 и 4 которого кинематически посредством рычагов 5 и 6 связаны с зажимным губками 7 и 8. Ползуны 3 и 4 соединены винтом 9 с правой и левой резьбами. В средней части винта выполнены дополнительная ступень 10 большего диаметра, чем его резьбовой диаметр, и бурт 11, расположенный ассиметрично относительно его середины. В кронштейне 2 выполнено сквозное резьбовое отверстие 12, в которое встроен узел 13 синхронизации в виде резьбовой втулки 14, установленной в резьбовом отверстии 12 крошнштейна 2 и охватывающей дополнительную ступень 10 винта 9 винтового механизма. При этом длина втулки 14 на 0,005-0,02 мм меньше длины дополнительной ступени 10. Резьбовая втулка 14 имеет на правом конце лыски под ключ и от вывинчивания контрится гайкой 15. На резьбовой поверхности винта 9 с его левой стороны расположена гайка 16, контактирующая с торцом его дополнительной ступени 10. Гайка 16 от отвинчивания фиксируется контргайкой 17. Имеются и другие детали выполненные по общим правилам конструирования станочных приспособлений.
Самоцентрирующее зажимное устройство работает следующим образом. Обрабатываемую деталь 18 устанавливают на базовую пленку 19 и зажимают, вращая винт 9. При этом ползуны 3 и 4 расходятся, а зажимные губки 7 и 8 через рычаги 5 и 6 начинают перемещаться к центру устройства и, входя в контакт с деталью 18, зажимают ее. При разжиме детали 18 работа элементов устройства происходит в обратном порядке. В случае смещения детали 18 относительно режущего инструмента (условно не показан), например влево, производят коррекцию центрирования детали. Для этого отвинчивают гайку 15 и вворачивая резьбовую втулку 14 в резьбовое отверстие 12 кронштейна 2 перемещают винтовой механизм 9 с ползунами 3 и 4 влево. При этом зажимные губки 7 и 8 и деталь 18 будет перемещаться вправо. После окончательного центрирования детали 18 относительно инструмента, втулку 14 контрят гайкой 15.
Предлагаемое устройство может работать и в качестве зажимного устройства с плавающими губками. Это достигается образованием необходимого зазора между торцами дополнительной ступени 10 винта 9 и торцом гайки 16, путем расфиксации последней контргайкой 17, отвертыванием ее на необходимую величину и последующей фиксацией.
Предлагаемое самоцентрирующее зажимное устройство позволяет в два раза сократить время коррекции центрирования детали и существенно упростить его конструкцию. Эффект достигнут за счет изменения конструкции узла синхронизации устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоцентрирующее зажимное устройство | 1980 |
|
SU952567A1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1995 |
|
RU2088395C1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| МЕМБРАННЫЙ ПАТРОН ДЛЯ УСТАНОВКИ БЛОКА ШЕСТЕРЕН | 1997 |
|
RU2120356C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1991 |
|
RU2083345C1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2066611C1 |
| Самоцентрирующее зажимное устройство | 1986 |
|
SU1414607A1 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
Изобретение относится к зажимным приспособлениям металлорежущих станков и может быть использовано для крепления и самоцентрирования деталей с точной коррекцией установки. В корпусе размещены кронштейн, ползуны 3 и 4 с зажимными губками, соединенные винтовым механизмом, гайки которого выполнены с правой и левой резьбой. Винт имеет бурт в средней части. Узел синхронизации выполнен в виде резьбовой втулки, установленной с возможностью осевой фиксации в резьбовом отверстии кронштейна. Втулка охватывает среднюю часть винта и имеет возможность взаимодействия с его буртом с одной стороны и с торцом гайки, расположенной на резьбе винта, а также возможность осевой фиксации с другой стороны. Кроме того, на наружной поверхности средней части винта винтового механизма выполнена дополнительная ступень большего диаметра, чем диаметр резьбы, длина этой ступени несколько больше длины охватывающей ее резьбовой втулки. При этом торец гайки винтового механизма контактирует с торцом дополнительной ступени винта. 1 з.п. ф-лы, 2 ил.
| Самоцентрирующее зажимное устройство | 1980 |
|
SU952567A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
