Изобретение относится к области обработки металлов давлением, а точнее к трубосварочному производству, и может быть использовано как при проектировании новых, так и при модернизации работающих конструкций двухвалковых неприводных вертикальных клетей.
В трубоэлектросварочном производстве с каждым годом возрастает потребность в расширении сортамента сварных труб и повышении качества труб.
С учетом расширения сортамента и часто встречающимся в трубоэлектросварочном производстве выпуском труб небольшими партиями становится актуальным время перевалок оборудования агрегата при переходе на производство сварных труб другого типоразмера.
Двухвалковые неприводные вертикальные клети используются в трубосварочных агрегатах для формовки, профилирования и в качестве сварочных клетей.
Наличие собственных подшипниковых узлов усложняет конструкцию рабочих вертикальных валков двухвалковых клетей и увеличивает время, необходимое для их замены при переходе на производство сварных труб другого типоразмера.
Известна сварочная клеть стана высокочастотной сварки труб, см. а.с. СССР №547249, М. кл. В21С 37/08, заявл. 30.05.75, опубл. 25.02.77.
Она содержит станину, в пазах которой размещены подушки. На каждой подушке на осях размещены по два опорных ролика, взаимодействующих с ребордами вертикальных рабочих валков.
Для перемещения подушек в плоскости, перпендикулярной к оси трубосварочного агрегата, на станине смонтированы винтовые механизмы радиальной регулировки вертикальных рабочих валков.
Вертикальные рабочие валки, не имеющие подшипниковых опор, размещаются свободно между парой опорных роликов и своими нижними торцевыми плоскостями опираются на подушки. При этом ось калибра, образованного вертикальными рабочими валками, располагается несколько ниже оси трубосварочного агрегата.
Основной недостаток клети заключается в том, что опорные ролики, увеличивая радиальную жесткость калибра, увеличивают габариты, массу и стоимость изготовления и эксплуатации клети.
Вторым недостатком клети является свободное размещение вертикальных рабочих валков, которые, имея степень свободы в вертикальных плоскостях, параллельных оси трубосварочного агрегата, не могут гарантировать надежную фиксацию в других направлениях, что отрицательно сказывается на качестве формовки, сварки или профилирования изготавливаемых труб.
Из известных двухвалковых неприводных вертикальных клетей наиболее близкой по технической сущности является клеть, описанная в а.с. СССР№211712, кл. 21h 32/10, заявл. 03.11.66, опубл. 19.11.68.
Эта клеть содержит станину, в которой с возможностью горизонтального перемещения в ее направляющих навстречу друг другу размещены подушки, рабочие валки, консольно расположенные на оси, установленной в подшипниковых опорах подушек и имеющей свободный резьбовой конец, и механизм осевой регулировки каждого рабочего валка, включающий гайку с внутренней резьбой, расположенную на свободном резьбовом конце оси, втулку и шайбу, соединенную с осью винтом. Подшипниковые опоры подушек содержат верхний и нижний подшипники, закрепленные на подушках с помощью крышки и болтов.
Основной недостаток клети состоит в недостаточной жесткости калибра, образованного вертикальными рабочими валками, что отрицательно отражается на качестве сварных труб, в части несоблюдения их геометрических размеров и механических свойств продольных сварных швов.
Другой недостаток клети состоит в том, что для перемещения узла валка по вертикали необходимо открепить болты крышки, крепящей верхний подшипник качения, отрегулировать валок, добавить или снять регулировочные прокладки подшипников и окончательно надежно закрепить валок. Это в значительной степени увеличивает время на смену валков при переходе на производство другого типоразмера сварных труб. Выполнение оси с внутренним сквозным отверстием и наличие подшипниковой опоры для винта усложняет конструкцию, увеличивает ее трудоемкость изготовления.
Задача настоящего изобретения заключается в создании двухвалковой неприводной вертикальной клети, позволяющей повысить качество сварных труб и сократить время на смену валков при переходе на производство другого типоразмера сварных труб.
Поставленная задача достигается тем, что в двухвалковой неприводной вертикальной клети, содержащей станину, в которой с возможностью горизонтального перемещения в ее направляющих навстречу друг другу размещены подушки, вертикальные рабочие валки, консольно расположенные на оси, установленной в подшипниковых опорах подушек и имеющей свободный резьбовой конец, и механизм осевой регулировки каждого рабочего валка, включающий гайку с внутренней резьбой, расположенную на свободном резьбовом конце оси, втулку и шайбу, соединенную с осью винтом, согласно изобретению механизм осевой регулировки каждого рабочего валка снабжен стаканом с фланцем для закрепления на торце рабочего валка и буртом, взаимодействующим с втулкой, на наружной цилиндрической поверхности стакана смонтирован корпус с подшипниковыми опорами и консольными наружными штырями с правой и левой резьбами, соединенными с регулируемой гайкой, а гайка механизма осевой регулировки выполнена с буртом, взаимодействующим с буртом стакана, причем во втулке и упомянутой гайке выполнены соосные радиальные отверстия.
Такое конструктивное выполнение механизмов осевой регулировки рабочих валков позволит повысить качество сварных труб и сократить время на смену валков при переходе на производство другого типоразмера сварных труб. Кроме того, предложенное решение позволит повысить надежность за счет упрощения конструкции и уменьшить трудоемкость изготовления.
Корпуса с подшипниковыми опорами, консольными наружными штырями и регулируемой гайкой жестко соединяют между собой оси с рабочими валками, выполняя роль вторых опор, повышают жесткость калибра и, как следствие, качество сварных труб.
Предложенное конструктивное решение позволит не только удерживать сформованную в горизонтальной клети трубную заготовку, но и осуществлять сложную формовку, профилирование и калибровку за счет уменьшения деформации консольной оси с вертикальными рабочими валками.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
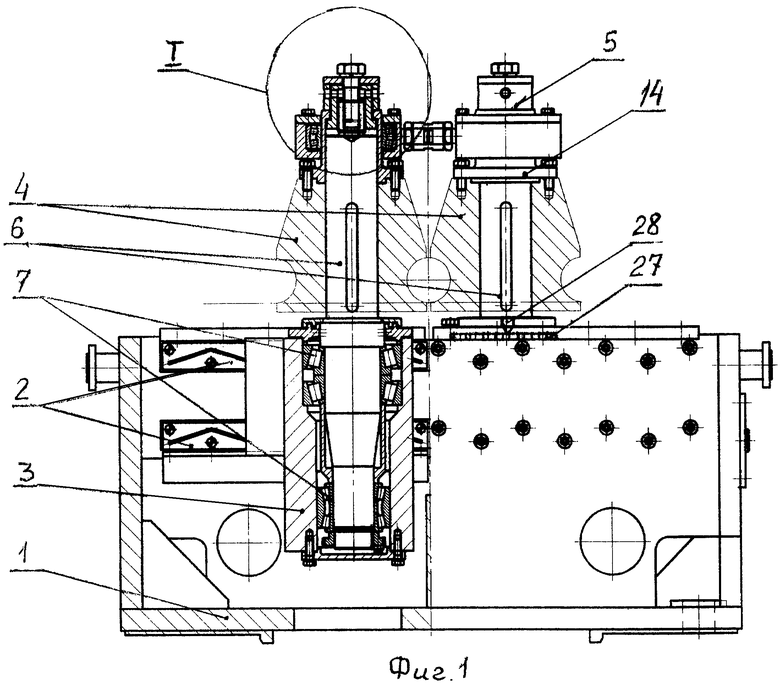
- на фиг.1 изображена двухвалковая неприводная вертикальная клеть;
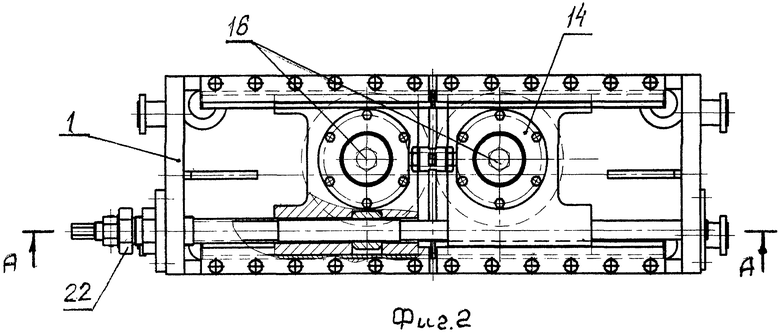
- на фиг.2 - то же, вид в плане;
- на фиг 3 - вид I на фиг.1;
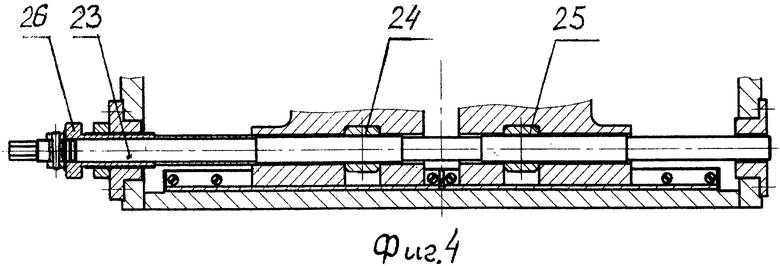
- на фиг.4 - разрез А-А на фиг.2.
Двухвалковая неприводная вертикальная клеть содержит станину 1, в которой с возможностью горизонтального перемещения в ее направляющих 2 навстречу друг другу размещены подушки 3, вертикальные рабочие валки 4 и их механизм осевой регулировки 5.
Вертикальные рабочие валки 4 консольно расположены на оси 6, установленной в подшипниковых опорах 7 подушек 3 и имеющей свободный резьбовой конец 8.
Механизм осевой регулировки 5 каждого рабочего валка 4 включает втулку 9, гайку 10 с буртом 11 и внутренней резьбой, расположенной на свободном резьбовом конце 8 оси 6, и шайбу 12. Кроме того, каждый механизм осевой регулировки 5 вертикального рабочего валка 4 снабжен стаканом 13 с фланцем 14 для закрепления на торце рабочего валка 4 и буртом 15, взаимодействующим с буртом 11 гайки 10.
Втулка 9 крепится винтом 16, резьба которого взаимодействует с внутренней резьбой, выполненной в свободном конце 8 оси 6, и шайбой 12.
На наружной цилиндрической поверхности стакана 13 смонтирован корпус 17 с подшипниковыми опорами 18 и консольными наружными штырями 19 с правой и левой резьбами, соединенными с регулируемой гайкой 20.
Во втулке 9 и гайке 10 выполнены соосные радиальные отверстия 21.
Для перемещения подушек 3 служит винтовой механизм 22, состоящий из винта 23 с правой и левой резьбами и гаек 24,25, расположенных в подушках 3. На винте закреплена опора скольжения 26. Кроме того, на станине установлена шкала 27, а на подушке 3 - стрелка 28 для контроля размера между осями 6 вертикальных рабочих валков 4.
Настройка рабочих валков вертикальной клети осуществляется следующим образом.
Подушки 3 вместе с рабочими валками 4 перемещают по направляющим 2 в горизонтальном направлении навстречу друг другу с помощью винтового механизма 22, состоящего из винта 23 с правой и левой резьбами и гаек 24, 25.
Для установки технологического размера между осями 6 рабочих валков 4 вращение винта 23 осуществляют до совпадения стрелки 28 и показаний на шкале 27.
В случае несовпадения оси калибра клети с осью агрегата для их совмещения необходимо по часовой или против часовой стрелки вращать опору скольжения 26.
Для подъема и опускания вертикальных рабочих валков 4 следует по часовой или против часовой стрелки вращать одновременно гайки 10 и втулки 9 посредством выполненных в них соосных радиальных отверстий 21.
В результате горизонтального перемещения подушек 3 с рабочими валками 4 и вертикального перемещения рабочих валков 4 обеспечивается соответствие формы рабочих валков профилю необходимого калибра в данной клети.
Предложенная двухвалковая неприводная вертикальная клеть по сравнению с известными позволит повысить качество сварных и профильных труб за счет повышения жесткости калибра и сократить время на смену валков при переходе на производство другого типоразмера труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОВАЛКОВАЯ КЛЕТЬ | 2009 |
|
RU2422221C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |

Изобретение предназначено для повышения качества сварных труб и сокращения времени на смену валков при переходе на производство труб другого типоразмера. Двухвалковая неприводная вертикальная клеть содержит станину, в которой с возможностью горизонтального перемещения в ее направляющих навстречу друг другу размещены подушки, вертикальные рабочие валки и механизм осевой регулировки рабочего валка, рабочие валки консольно расположены на оси, установленной в подшипниковых опорах подушек и имеющей свободный резьбовой конец, механизм осевой регулировки рабочего валка включает гайку с внутренней резьбой, расположенную на свободном резьбовом конце оси, втулку и шайбу, соединенную с осью винтом. Повышение жесткости калибра, тем самым качества производимых труб обеспечивается за счет того, что механизм осевой регулировки каждого рабочего валка снабжен стаканом с фланцем для закрепления на торце рабочего валка и буртом, взаимодействующим с втулкой, на наружной цилиндрической поверхности стакана смонтирован корпус с подшипниковыми опорами и консольными наружными штырями с правой и левой резьбами, соединенными с регулируемой гайкой, при этом гайка механизма осевой регулировки выполнена с буртом, взаимодействующим с буртом стакана, во втулке и упомянутой гайке выполнены соосные радиальные отверстия. 4 ил.
Двухвалковая неприводная вертикальная клеть, содержащая станину, в которой с возможностью горизонтального перемещения в ее направляющих навстречу друг другу размещены подушки, вертикальные рабочие валки, консольно расположенные на оси, установленной в подшипниковых опорах подушек и имеющей свободный резьбовой конец, и механизм осевой регулировки рабочего валка, включающий гайку с внутренней резьбой, расположенную на свободном резьбовом конце оси, втулку и шайбу, соединенную с осью винтом, отличающаяся тем, что механизм осевой регулировки каждого рабочего валка снабжен стаканом с фланцем для закрепления на торце рабочего валка и буртом, взаимодействующим с втулкой, на наружной цилиндрической поверхности стакана смонтирован корпус с подшипниковыми опорами и консольными наружными штырями с правой и левой резьбами, соединенными с регулируемой гайкой, а гайка механизма осевой регулировки выполнена с буртом, взаимодействующим с буртом стакана, при этом во втулке и гайке механизма осевой регулировки выполнены соосные радиальные отверстия.
| ОПОРНЫЙ УЗЕЛ ДЛЯ ТРУБОСВАРОЧНОГО СТАНА | 0 |
|
SU211712A1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
| JP 57171518 А, 22.10.1982. | |||

