Изобретение относится к легкой промышленности, в частности к способу изготовления текстильного ленточного стропа, который может быть применен в строительстве и других областях народного хозяйства для строповки грузов.
Известен способ изготовления грузовых канатных строп, включающий изготовление каната, нарезку каната на отрезки необходимой длины, заделку концов каната путем их опрессовки металлической втулкой или заплеткой с последующей обмоткой этих концов прядей проводкой [1]
Недостатком известного способа является низкий коэффициент использования прочности материала в стропе, который составляет порядка 50% от агрегатной прочности каната, равной произведению прочности одиночного силового элемента на количество силовых элементов, составляющих данное изделие.
Известен способ изготовления строп из ленточного материала, включающий выработку ленты, резку ленты до заданной длины, соединение концов отрезка ленты внахлест продольным швом с образованием по краям двух петель и нанесения дополнительного защитного слоя материала на поверхность петли [2]
Недостатком данного способа изготовления ленточных строп является низкий коэффициент использования прочности материала в изделии.
Наиболее близком аналогом заявленного изобретения является способ изготовления двухпетлевого текстильного ленточного стропа, включающий выработку ленты, содержащей основные и уточные нити из полимерного материала, резку ленты до заданной длины, соединение концов отрезка ленты внахлест продольным швом, складывание вдвое сшитой ленты с образованием по краям двух петель, укрепление петель поперечным швом у основания с последующей прошивкой плоской рабочей поверхности сложенной ленты [3]
Недостатком данного способа изготовления ленточного стропа является низкий коэффициент использования прочности силовых элементов в изделии, который составляет около 50% от агрегатной прочности этого изделия.
Технический результат, достигаемый в предлагаемом изобретении, заключается в повышении прочности ленточного стропа за счет увеличения коэффициента использования прочности нитей (силовых элементов), экономии текстильного сырья и повышении срока службы изделия.
Для достижения данного технического результата в способе изготовления двухпетлевого текстильного ленточного стропа, включающем выработку ленты, содержащей основные и уточные нити из полимерного материала, резку ленты до заданной длины, соединение концов отрезка ленты внахлест продольным швом, складывание вдвое сшитой ленты с образованием по краям двух петель, укрепление петель поперечным швом у основания с последующей прошивкой плоской рабочей поверхности сложенной ленты, вырабатывают круглую полую ленту на круглоткацкой машине при соотношении линейных плотностей основных и уточных нитей, равном соответственно 1:(0,18 1,78), а в продольною и поперечном швах линейная плотность швейной нити относится к линейной плотности основных нитей ленты соответственно как 1:(0,56 1,00).
Выработанную полую ленту перед резкой последовательно пропитывают латексом, коагулянтом и сушат, причем соотношение содержания сухого остатка в латексе, концентрации коагулянта и объемной пористости ленты равно соответственно (1,0 1,25):1,0:(1,6 6,9).
Перед соединением концов ленты внахлест на ленту надевают два чехла длиной 1/3 4/5 от длины петли в готовом стропе, при соотношении диаметра чехла и ширины ленты, равном соответственно 1:(0,31 0,34).
На рабочую поверхность готового стропа надевают чехол и фиксируют его, причем соотношение диаметра чехла и ширины ленты в стропе равно соответственно 1:(0,56 0,71).
Изготовление ленты на круглоткацких машинах, конструкции которых обеспечивают равномерность технологически необходимого уровня натяжения нитей основы и утка, позволяет получить ленту с более высоким коэффициентом использования прочности основных нитей в стропе, составляющем 0,76 0,82. В случае дополнительной пропитки ленты латексом, коагулянтом и с последующей сушкой коэффициент использования прочности основных нитей в ленте, за счет фиксации ее структуры и правильно подобранных параметров пошива стропа, повышается до 0,84, а надевание круглотканого чехла на петли и на рабочую длину стропа повышает срок службы изделия не менее, чем в 1,5 раза.
Предлагаемый способ иллюстрируется фигурами, поэтапно показывающими способ изготовления двухпетлевого текстильного ленточного стропа, где на фиг. 1 показано кольцо, образованное соединением концов ленты внахлест;
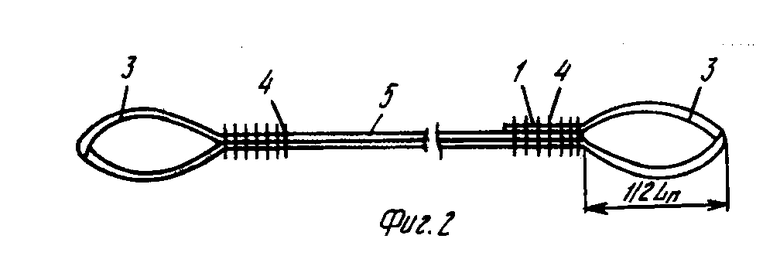
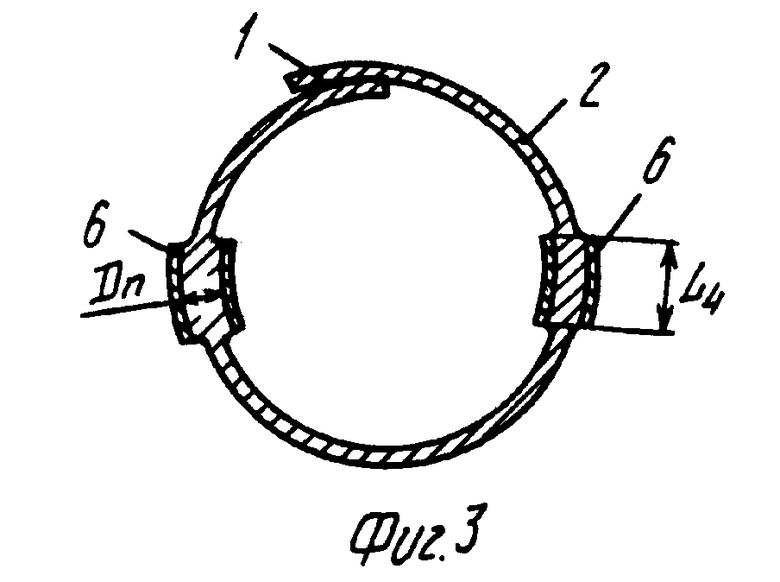
на фиг. 2 вид прошитого ленточного стропа с образованными петлями; на фиг. 3 поперечное сечение ленты в зоне петель с надетыми на ленту отрезками круглотканого чехла;
на фиг. 4 вид части стропа с надетыми на его рабочую поверхность и петлю отрезками круглотканого чехла.
При осуществлении данного способа на круглоткацкой машине марки ТКП-110У методом точечного скользящего прибоя с компенсацией и поддержанием на необходимом уровне натяжения основных, например, лавсановых нитей вырабатывают полую круглую ленту в виде полого цилиндра. Полученную ленту нарезают на отрезки заданной длины, соединяют концы ленты внахлест 1 и прошивают лавсановой швейной нитью с образованием продольных строчек с образованием кольца 2. Затем складывают вдвое сшитую ленту и прошивают продольным швом для скрепления поверхностей ленты кольца с образованием по краям двух петель 3. Основания петель укрепляют поперечными швами 4 и с последующей прошивкой плоской рабочей поверхности 5 сложенной ленты стропа.
При необходимости полую ленту последовательно пропитывают хлоропреновым или полиуретановым латексом и коагулянтом (хлористым кальцием или триаммонийфосфатом) с последующей сушкой.
Для повышения эксплуатационных свойств стропа перед соединением концов ленты 2 внахлест 1 на нее надевают два отрезка 6 круглотканого лавсанового чехла длиной 2/3 4/5 от длины петли, а после пошива стропа на его рабочую поверхность 5 также надевают отрезок 7 круглотканого лавсанового чехла, который затем на ней фиксируют.
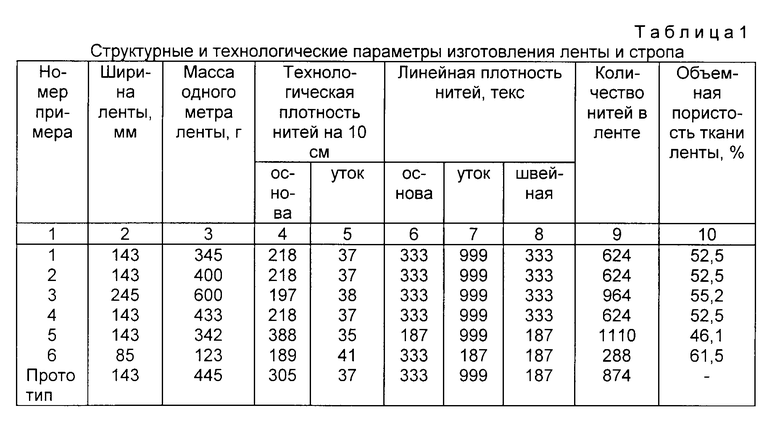
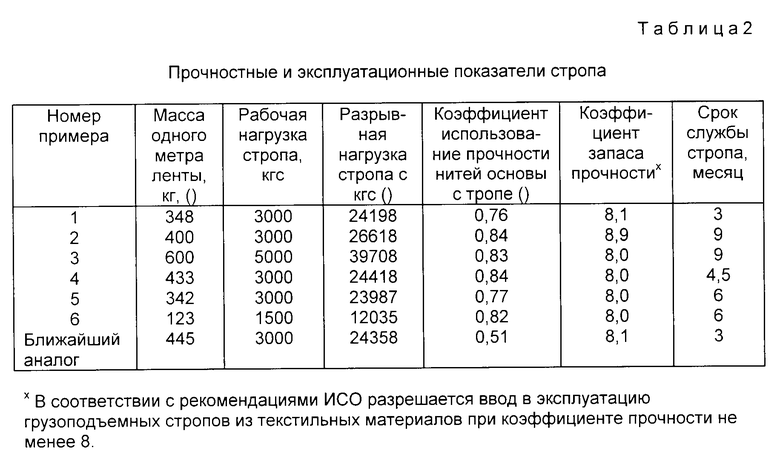
Предлагаемое изобретение иллюстрируется следующими примерами, приведенными в таблицах 1 и 2.
Выбранное соотношение линейных плотностей основных (То) и уточных (Ту) нитей в пределах 1:(0,18 1,78) обеспечивает наибольшую фиксацию структуры ленты, а также позволяет получить наибольший коэффициент использования прочности нитей основы (Ко) в ленте, выработанной на круглоткацкой машине (см. табл. 2 гр. 5).
Выбранное соотношение линейных плотностей швейной нити (Тш) и основных нитей (То) в пределах 1:(0,56 1,0) обеспечивает наибольшую прочность швейных соединений, а следовательно, и стропа в целом.
Изменение соотношения концентрации латекса (Cл) ( табл. 1 гр. 24) в сторону уменьшения (меньше 1,0) при данных соотношениях концентраций коагулянта (Cл) и объемной пористости структуры ленты (Rv) не позволяет достаточно полно зафиксировать структуру ленты, даже и при дополнительном расходе латекса и, как следствие этого, не дает желаемого результата увеличения срока службы изделия. Изменение соотношения концентрации латекса (Cл) в сторону увеличения больше 1,25 при данных соотношениях концентрации коагулянта (Cл) и объемной пористости структуры ленты (Rv) необоснованно увеличивает расход латекса.
Изменение соотношения объемной пористости ленты (Rv) в сторону уменьшения меньше 1,6 или в сторону увеличения больше 6,9 приводит к трудностям фиксации структуры ленты и, как следствие этого, не дает желаемого результата увеличения срока службы изделия.
Необходимо отметить, что надевание чехла на петли стропа при соотношении параметров Lч/Lп (табл. 1 гр. 23) менее 2/3 при данном соотношении параметров Dп/Bл не дает желаемого результата увеличения срока службы изделия, т.к. не позволяет полностью перекрыть рабочую поверхность петли. Соотношение параметров Lч/Lп более 4/5 при данном соотношении параметров Dп/Bл не позволяет сделать петлю при пошиве стропа.
Соотношение диаметра чехла, надеваемого на ленту (Dп), к ширине ленты (Bл) меньше 0,31 приводит к невозможности надевания чехла на ленту и пошиву петли. В случае увеличения соотношения параметров Dп/Bл больше 0,34 необоснованно увеличивается расход текстильного сырья для чехла и не обеспечивается надежная фиксация чехла в петле, что ухудшает эксплуатационные свойства стропа.
Соотношение диаметра чехла, надеваемого на рабочую поверхность стропа (Dр), к ширине ленты (Bл) (табл. 1 гр. 22) меньше 0,65 приводит к невозможности надевания чехла на рабочую поверхность стропа. В случае увеличения соотношения параметров Dр/Bл больше 0,71 необоснованно увеличивается расход текстильного сырья для чехла.
Анализ данных табл. N 1 и табл. N 2 показывает, что для обеспечения одной и той же грузоподъемности стропа при использовании изобретения расход текстильного сырья сокращается приблизительно на 30% за счет повышения коэффициента использования прочности силовых элементов нитей в ленте (см. гр. 5 табл. 2).
Пропитка ленты латексом, коагулянтом и сушкой позволяет дополнительно увеличить коэффициент использования прочности основных нитей в стропе не менее чем на 10% (табл. 2 гр. 5).
Применение дополнительно чехлов в петлях и на рабочей поверхности стропа увеличивает срок службы изделия от 1,5 до 3,0 раз ( см. гр. 7 табл. 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНАТ ВНЕШНЕЙ ПОДВЕСКИ ВЕРТОЛЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141445C1 |
| ЗАЩИТНАЯ ОДЕЖДА | 1996 |
|
RU2113811C1 |
| ТЕРМОСТОЙКАЯ ТКАНЬ | 1996 |
|
RU2111298C1 |
| КАНАТ ЛЕНТОЧНЫЙ ВНЕШНЕЙ ПОДВЕСКИ ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796553C1 |
| Способ получения напорного рукава | 1990 |
|
SU1806238A3 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОКОМПОНЕНТНОЙ НИТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2114223C1 |
| ДАТЧИК УГЛА НАКЛОНА ГОРНОЙ МАШИНЫ | 1992 |
|
RU2018635C1 |
| Строп текстильный грузовой монтажный (СТГМ) | 2024 |
|
RU2840739C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ (ВАРИАНТЫ) | 1996 |
|
RU2103427C1 |
| УЗЕЛ | 1992 |
|
RU2049175C1 |


Использование: для строповки грузов при производстве труб, в строительстве и других областях народного хозяйства. Сущность изобретения: на круглоткацкой машине при соотношении линейных плотностей основных и уточных нитей, равном соответственно 1:(0,18 - 1,78) вырабатывают полую ленту, режут ленту на отрезки заданной длины. Затем концы отрезка ленты соединяют внахлест продольным швом, складывают вдвое сшитую ленту с образованием петель, укрепляют их поперечным швом. Соотношение линейных плотностей швейной нити продольного и поперечного швов к линейной плотности основных нитей ленты находится в пределах 1:(0,56 - 1,00). Как на петли, так и на рабочую поверхность стропа могут быть надеты чехлы. 3 з.п. ф-лы, 2 табл., 4 ил.
0,34).
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вращающийся опрокид | 1931 |
|
SU25573A1 |
| Стропы грузовые канатные для строительства | |||
| Технические условия | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4239271, кл | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент, 4052095, кл | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |

