Изобретение относится изготовлению изделий из армированных пластмасс, а именно емкостей, автоцистерн, баллонов для хранения и транспортировки агрессивных жидкостей и газов, и может быть использовано в химической, нефтяной, атомной промышленностях, на транспорте и т.д.
Известен способ изготовления емкостей для хранения и транспортировки агрессивных жидкостей и газов, включающий намотку на оправку армирующих нитей, пропитанных полимерным связующим, полимеризацию связующего и демонтажа оправки [1]
Данный способ является дорогостоящим, так как реализуется на дорогостоящем намоточном оборудовании с программным управлением, а также требует трудоемкого и сложного оснащения, металлических разборных оправок или разрушаемых одноразовых оправок, изготавливаемых в специальных формах. Высокие затраты, связанные с реализацией данного способа, как правило, не оправдываются при единичном и мелкосерийном производстве.
Наиболее близким к предлагаемому является способ изготовления емкости для хранения и транспортировки агрессивных жидкостей и газов, включающий формирование цилиндрической боковой стенки, содержащей металлическую обечайку с внутренним профилем, соответствующим наружному профилю смол из армированного пластика и футеровочный слой [2]
Этот известный способ обладает следующими недостатками:
сложностью обеспечения требуемого качества футеровочного слоя на боковой стенке вследствие дефектов, образующихся при намотке силовых слоев;
высокой сложностью мехобработки в случае некругого, например эллиптического, широко используемого на автотранспорте, поперечного сечения боковой стенки.
Цель изобретения устранение отмеченных недостатков.
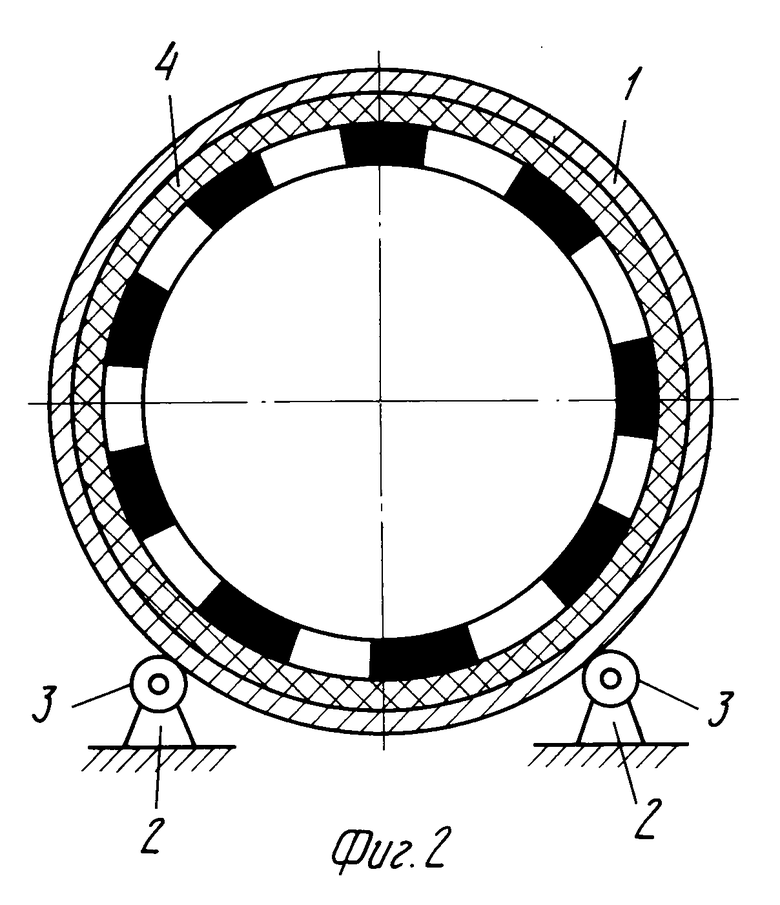
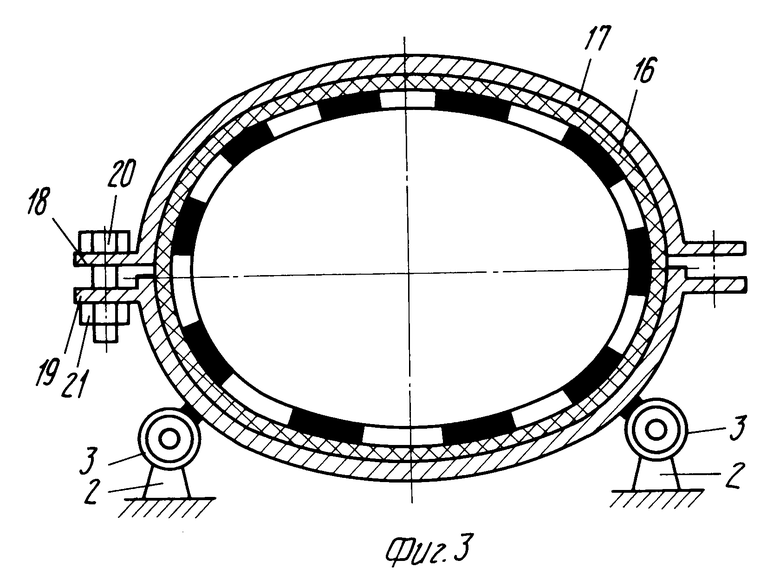
На фиг. 1 изображена емкость с металлической обечайкой, продольный разрез; на фиг. 2 боковая стенка емкости, находящаяся на стапеле, поперечное сечение; на фиг. 3 емкость с удаляемой металлической обечайкой, поперечное сечение.
Способ осуществляется следующим образом.
Изготавливают металлическую обечайку 1 вальцовкой плоского листа и сваркой продольного шва. Устанавливают обечайку 1 и в стапель 2 на поддерживающие ролики 3, после чего на внутреннюю поверхность обечайки 1 укладывают боковую стенку 4 из армированного пластика и футеровочный слой 5 (кроме зон контакта А и Б), после этого формуют основные стенки 6 и 7 днищ (не обозначены) из армированного пластика с футеровочными слоями 8 и 9 (кроме зон контакта А и Б), затем на основные стенки 6 и 7 наносят приформовочные слои 10 и 11 из армированного пластика и футеровочные слои 12, 13 и 14, 15 в контактных зонах А и Б днищ и боковой стенки 1 и приформовывают роликами в зонах А и Б. Для обеспечения требуемого контактного давления при выкладке боковой стенки 4 металлическую обечайку 1 периодически проворачивают так, чтобы укладываемый материал находился горизонтально, а контактные усилия направлялись вертикально вниз. После приформовки днищ производят отверждение пластика в печи в случае связующего горячего отверждения, и на воздухе в случае связующего холодного отверждения.
В случае воздействия агрессивной среды на наружную поверхность емкости 16 (фиг. 3) металлическую обечайку 17 изготавливают с продольным разъемом и отбортовками 18 и 19 с отверстиями, обечайку собирают с помощью болтов 20 и гаек 21. Формование емкости производят по описанной выше схеме, после чего обечайку 17 удаляют.
Пример 1. Техническая характеристика емкости.
Назначение Для автоперевозок
Транспортируемая жидкость 15 HCl
Объем, м 3
Вес, кг 1200
Наружный радиус, мм 600
Длина, мм 3000
Внутреннее давление, МПа 0
Изготавливали металлическую обечайку 1 из стали ГОСТ535-88 путем вальцовки листа и сварки продольного шва. Устанавливали ее в стапель 2 на ролики 3. На внутреннюю поверхность обечайки наносили 6 слоев (4) ткани Т10 -80 ГОСТ19170-73, пропитанных связующим ПН-13-92К ТУ6-05-751768-47-93 и 2 слоя (5) футеровки в виде связующего ПН-13-92Г ТУ6-05-751768-47-93, образующих вместе боковую стенку емкости (не обозначена). В зонах А и Б футеровочный слой 5 не наносили. Затем формовали основные стенки 7 и 6 днищ (не обозначены) из ткани Т10-80, ГОСТ 19170-73, пропитанной связующим ПН-13-92К, с футеровочными слоями 8 и 9 на основе связующего ПН-13-92 Г. После чего на основе стенки днищ укладывали слои 10 и 11 на основе ткани Т10 -80 и связующего ПН-13-92К, на контактные поверхности А и Б днищ и боковой стенки 1 -футеровочные слои 12, 13 и 14, 15 соответственно на основе связующего ПН-13-92Г ТУ6-05-751768-37-93. Затем производили соединение днищ и боковой стенки путем приформовки слоев 10 и 11 к боковой стенке с помощью прикатного ролика.
После соединения днищ с боковой стенкой оболочку выдерживали при t 18±2oC в течение 3 сут для отверждения и набора требуемых свойств пластика.
Пример 2.
Назначение емкости Стационарная, для хранения 15% HCl, возможно воздействие на наружную поверхность паров HCl, H2SO4
Объем, м 6
Вес, кг 20000
Длина, мм 3500
Радиус, мм 1000
Внутреннее давление, МПа 0
Изготавливали металлическую обечайку 17 с разъемом и отбортовками 18 и 19 из стали 3. Перед нанесением армированного пластика обечайку собирали с помощью 40 болтов 20 и гаек 21. Днище и боковую стенку 4 формировали из тех же материалов и по схеме, приведенной в примере 1. Металлическую обечайку 17 после отверждения пластика удаляли. Обе емкости проверили на герметичность нагружением внутренним избыточным давлением 0,06 МПа в течение 60 мин, в обоих случаях спада давления не зарегистрировано.
Правильный выбор варианта изготовления зависит от условий ее эксплуатации, так для автоцистерн наиболее предпочтителен вариант, когда металлическая обечайка не удаляется и защищает пластик от ударов и столкновений. Для стационарных емкостей, особенно в случае воздействия на их наружную поверхность агрессивных сред, более предпочтителен вариант с удаляемой металлической обечайкой.
Реализация предлагаемого способа позволяет снизить стоимость емкостей за счет упрощения оснастки и отсутствия необходимости применения дорогостоящего программного намоточного оборудования, а также расширить область применения емкостей из армированного пластика, в частности применения их в качестве автоцистерн с эллиптическим поперечным сечением, изготовление которых известным способом затруднительно, а зачастую невозможно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ | 1996 |
|
RU2119114C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2091348C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ КАРТОФЕЛЯ НА КРАХМАЛ В ДОМАШНИХ УСЛОВИЯХ | 1993 |
|
RU2087122C1 |
| СПОСОБ ОЧИСТКИ И ЗАЩИТЫ ТВЕРДЫХ ПОВЕРХНОСТЕЙ (ЕГО ВАРИАНТЫ), УСТРОЙСТВО И МАТЕРИАЛЫ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118917C1 |
| ОХЛАЖДАЕМАЯ МЕТАЛЛОКЕРАМИЧЕСКАЯ РАБОЧАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 1995 |
|
RU2095579C1 |
| СПИЧКА | 1993 |
|
RU2037479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ | 1996 |
|
RU2114732C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ВСПЕНЕННОГО КОМПОНЕНТА СТРОИТЕЛЬНОГО РАСТВОРА | 1995 |
|
RU2080992C1 |
| ТЕРМОВЫКЛЮЧАТЕЛЬ ЭЛЕКТРОПРИБОРА | 1996 |
|
RU2087980C1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ С ТЕРМОВЫКЛЮЧАТЕЛЕМ | 1996 |
|
RU2097943C1 |
Использование: изготовление изделий из армированных пластмасс. Сущность изобретения: способ изготовления емкости для хранения и транспортировки агрессивных жидкостей и газов включает изготовление цилиндрической боковой стенки и днищ из армированного пластика с футеровочными слоями с последующим соединением боковой стенки и стенки днищ, при этом перед формированием боковой стенки и днищ изготавливают металлическую обечайку с внутренним профилем, соответствующим наружному профилю боковой стенки, из армированного пластика, после чего боковую стенку с футеровочным слоем формируют на внутренней поверхности металлической обечайки, футеровочные слои на поверхности контакта боковой стенки с днищами наносят непосредственно перед их соединениями с боковой стенкой, а при формировании днищ слои армированного пластика совместно с футеровочными слоями, образующие поверхности контакта днищ с боковой стенкой, формируют непосредственно перед соединением с боковой стенкой. Металлическую обечайку после соединения днищ с боковой стенкой могут удалять. 1 з.п. ф-лы, 3 ил.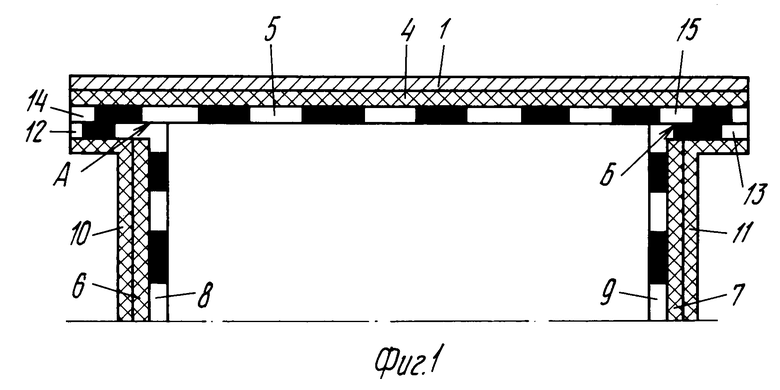
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник по композиционным материалам / Под ред | |||
| Дж | |||
| Любина | |||
| Кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1988, с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заявка ЕПВ N 06019471, кл | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
