Изобретение относится к машиностроению и может быть использовано при изготовлении узлов соединения труб, являющихся элементами катодной защиты от электрохимической коррозии трубопроводов, как общего, так и специального назначения, особенно при их подземной прокладке.
Известен способ изготовления электроизолирующей вставки (см. патент Франции N 2109371, кл. F 16 L 17/00, 1970), заключающихся в изготовлении двух симметричных фланцев с патрубками под вварку в трубопровод и расположенными по окружности отверстиями под болты с последующим размещением между ними уплотнительного кольца из электроизолирующего материала, например резины.
Данный способ обладает рядом существенных недостатков, а именно: низкое значение величины объемного электрического сопротивления, связанное с ограничением толщины изолирующего кольца, а следовательно, пониженная электрическая прочность при пробое, высокая стоимость, связанная с использованием дорогостоящих металлических поковок.
Известен также способ изготовления электроизолирующей вставки (см. патент Великобритании акц. заявка N 1286480, 1968 год), включающий изготовление двух металлических законцовок с буртовыми утолщениями на торцах, с последующим их соосным соединением с размещением между ними кольца из электроизолирующего материала, например резины, и охватом законцовок втулкой, имеющей внутренний выступ, с упором последнего в бурт одной из законцовок. При этом противоположный конец охватывающей втулки соединяется с буртом второй законцовки сваркой. Данный способ позволяет значительно снизить стоимость изготавливаемой втулки, т.к. исключает необходимость использования дорогостоящего проката и позволяет изготавливать буртовые утолщения из вальцованного проката.
Известен также способ изготовления электроизолирующей вставки (см. патент Великобритании, заявка N 1347419, 1971 ), включающей изготовление двух металлических законцовок с наружными буртовыми утолщениями, монтаж законцовок соосно на вал с зазором, установку вала в намоточное приспособление, заполнение зазора электроизолирующим материалом, укладку на наружную поверхность законцовок силовой втулки из слоев армирующего наполнителя, пропитанного полимерным связующим, отверждение связующего, демонтаж законцовок и силовой втулки с вала.
При этом достигается значительное увеличение электрического сопротивления втулки за счет увеличения длины изолирующего кольца, но повышается стоимость, т. к. предполагается применение дорогостоящего точного вала для обеспечения соосности законцовок и размещения их в намоточном приспособлении. Кроме того, способ включает две трудоемкие операции: монтаж законцовок на вал и демонтаж готовой вставки с него.
Техническим результатом заявленного способа изготовления электроизолирующей втулки является снижение стоимости и повышение точности втулок.
Сущность заявленного изобретения заключается в том, что в известном способе изготовления электроизолирующей вставки, включающем получение двух металлических законцовок, образование между их смежными торцами кольцевого зазора, размещение законцовок в намоточном приспособлении, формирование на наружных поверхностях законцовок силовой втулки из армированного пластика и демонтаж из намоточного приспособления, в намоточное приспособление устанавливают моноблочную трубчатую заготовку законцовок, на наружной поверхности которой формируют силовую втулку из армированного пластика, а заготовки и кольцевой зазор между ними получают после демонтажа трубчатой заготовки из намоточного приспособления, например, механической обработкой.
Кроме того, кольцевой зазор между законцовками заполняют диэлектрическим материалом, например стеклопластиком.
Получение заготовки законцовок в виде моноблочной трубы позволяет исключить применение дорогостоящего вала и разместить их непосредственно в намоточном приспособлении, обеспечив высокую степень соосности законцовок.
Размещение моноблочной трубчатой заготовки законцовок непосредственно в намоточном приспособлении и формирование на ее наружной поверхности силовой втулки из армированного пластика позволяет исключить трудоемкие операции сборки законцовок и их демонтаж с вала.
Получение законцовок и кольцевого зазора между ними механической обработкой после формирования силовой втулки и демонтаж из намоточного приспособления позволяет обеспечить требуемую точность положения наружных торцев вставки, что облегчает ее вмонтирование в трубопровод.
Заполнение кольцевого зазора между законцовками диэлектрическим материалом, например стеклопластиком, обеспечивает защиту силовой втулки из армированного пластика, а также позволяет уменьшить гидро- или газодинамические потери потока транспортируемой среды.
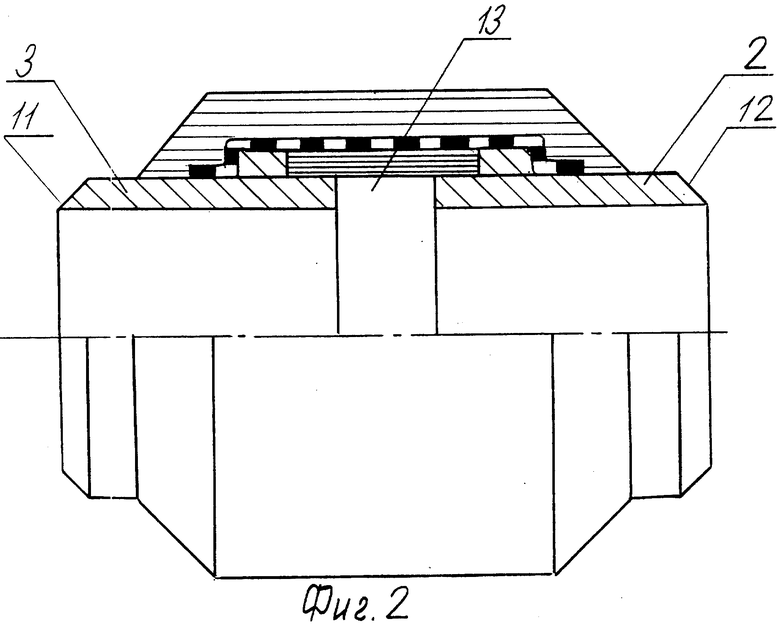
Способ поясняется чертежами, где на фиг. 1 трубчатая заготовка законцовок электроизолирующей вставки в намоточном приспособлении; на фиг. 2 - электроизолирующая вставка с кольцевым зазором; на фиг. 3 - электроизолирующая вставка с кольцевым зазором, заполненным диэлектрическим материалом.
Способ осуществляется следующим образом. Трубчатую моноблочную заготовку 1 (фиг. 1) законцовок 2, 3 (фиг. 2) с наружными утолщениями 4, 5 устанавливают в намоточное приспособление 6 и проводят укладку на наружную поверхность заготовки 1 силовой втулки 7 путем намотки кольцевых слоев 8 армированного пластика, заполняющих пространство между утолщениями 4, 5, укладки продольных слоев 9 и намотки кольцевых слоев 10 из армированного пластика для формирования наружных поверхностей втулки 7. Затем производят демонтаж трубчатой заготовки 1, из намоточного приспособления 6, размещают ее в термоэлектрической печи (на чертеже не показана) и производят отверждение пластика по известному режиму.
После отверждения пластика трубчатую законцовку 1 размещают в токарном стакане (на чертеже не показан), производят мехобработку ее наружных торцев 11, 12 и разрезку заготовки 1, образуя кольцевой зазор 13.
Кольцевой зазор 13 может быть заполнен диэлектрическим материалом 14 (фиг. 3), например стеклопластиком холодного отверждения.
Пример конкретного выполнения. Изготавливали электроизолирующую вставку для транспортного газопровода со следующими характеристиками:
Условный проходной диаметр, мм - 700
Условное эксплуатационное давление, МПа - 7,0
Наружный диаметр, мм - 800
Электрическое сопротивление, МОм - 10,0
Температура эксплуатации, oC - -50...+100
Изготовили заготовку 1 законцовок 2, 3 из трубы 12Х12Н10Т ТУ 14-3-1109-82, обработав наружную поверхность и приварив утолщения 4, 5 из вальцованного прутка из стали 20 ГОСТ 1050-88. Полученную заготовку 1 установили в намоточный станок КУ 421 и провели намотку кольцевых слоев из жгута РВМН10 ГОСТ 17139-79, пропитанного связующим ЭТФМ ТУ 92-932-2-211-88, затем из этого же материала вручную уложили продольные слои 9 и намотали кольцевые слои 10. После этого заготовку сняли с намоточного станка, поместили в печь АРП16 и провели отверждение пластика по режиму:
подъем температуры до 90oC в течение 1 ч;
выдержка при 95oC в течение 4 ч;
подъем температуры до 125oC в течение 1 ч;
выдержка при 130oC в течение 5 ч;
подъем температуры до 160oC в течение 1 ч;
выдержка при 165oC в течение 10 ч;
охлаждение до 70oC не менее 6 ч;
охлаждение до 40oC свободное.
После охлаждения заготовки 1 ее установили в токарный станок КЖ-16122Ф2 и произвели обработку торцев 11, прорезали канавку 13 шириной 80 мм, после чего ее заполнили стеклотканью Т-10-80 ГОСТ 19170-73, пропитанной эпоксидным связующим холодного отверждения следующего состава, мас.ч:
Компаунд КДА-1, ТУ6-69-13802-70 - 100
Отвердитель ПЭПА-1, ТУ6-02-594-85 - 10
и выдержали при комнатной температуре в течение 24 ч. После этого вставку в специальном приспособлении проверили на прочность и герметичность гидравлическим давлением 9,0 МПа, разрушений и течей не обнаружено.
Стоимость изготовленной вставки составила 11,2 млн.руб.
Изготавливали также вставку по способу-прототипу, ее стоимость составила 13,1 млн.рублей, при этом стоимость вала для сборки законцовок составила 140 млн.руб. (в ценах на 1.10.1995 г.).
Реализация заявляемого способа позволяет снизить стоимость вставок за счет исключения операции сборки законцовок и демонтажа вставок с вала, а также исключения необходимости применения и изготовления вала, так такового.
Кроме того, заявляемый способ облегчает монтаж вставки в трубопровод за счет применения единой моноблочной трубчатой заготовки законцовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ ТРУБЫ | 1996 |
|
RU2111403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2002 |
|
RU2235939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1995 |
|
RU2111404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ ТРУБ | 2003 |
|
RU2249150C1 |
| КОМПЛЕКТ ЭЛЕКТРОИЗОЛИРУЮЩИХ ВСТАВОК ДЛЯ ТРУБОПРОВОДОВ С ФЛАНЦАМИ | 1994 |
|
RU2078278C1 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| МОНОБЛОК ЭЛЕКТРОИЗОЛИРУЮЩИЙ ТРУБОПРОВОДНЫЙ | 2000 |
|
RU2186288C2 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2076985C1 |
Способ изготовления электроизолирующей вставки относится к области машиностроения и может быть использован при изготовлении узлов соединения труб, являющихся элементами катодной защиты от электрохимической коррозии. В намоточное приспособление устанавливают моноблочную трубчатую заготовку законцовок, на наружной поверхности которой формируют силовую втулку из армированного пластика, а законцовки и кольцевой зазор между ними получают после демонтажа трубчатой заготовки из намоточного приспособления, например, механической обработкой. Изобретение позволяет снизить стоимость изготовления. 1 з.п. ф-лы, 2 ил.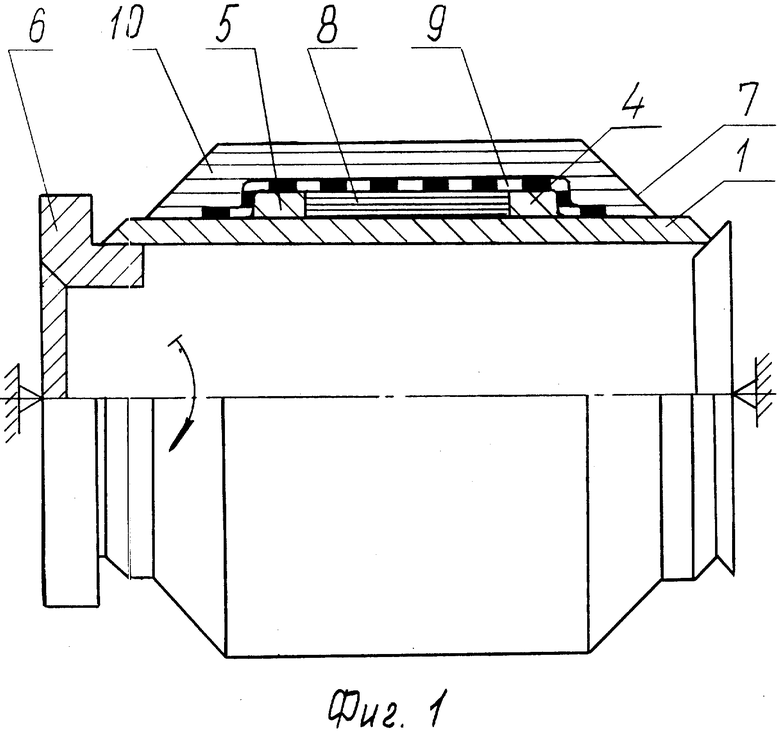
| FR, патент, 2109371, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| GB, заявка, 1286480, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| GB, заявка, 1347419, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
