Устройство для индукционного нагрева хвостовиков автосцепок относится к технологическому оборудованию вагоноремонтных предприятий и предназначено для нагрева под правку изогнутых хвостовиков автосцепок.
Известны термические печи, работающие на газообразном или жидком топливе и электрические печи сопротивления, в которых хвостовик автосцепки, помещаемый внутрь печи, нагревается до заданной температуры 800-850oC за счет передачи тепла от пламени или нагревательного элемента путем радиации и конвекции и выдерживается в течение часа с целью выравнивания температуры по толщине поперечного сечения хвостовика автосцепки.
Использование указанных печей для нагрева хвостовиков автосцепок не позволяет достичь высокой производительности, так как требует большой затраты времени для прогрева хвостовика по всей толще его поперечного сечения и неэкономично с точки зрения эффективности затрат тепла.
В термических печах невозможно осуществить локальный нагрев хвостовика в месте изгиба, поэтому его прогревают полностью. Кроме этого, термические печи, обладающие большой массой кладки и футеровки, требуют значительных непроизводительных затрат тепла для собственного прогрева, прежде чем температура внутри печи достигнет заданных значений. Кроме названных недостатков термические печи занимают значительные производственные площади, а печи, работающие на газообразном и жидком топливах, требуют постоянного контроля за их работой.
Известно устройство индукционного нагрева алюминиевых слябов по авт. св. N 1422407 кл. H 05 B 6/36 07.09.88, содержащее подключенный к источнику тока соленоидный индуктор с рабочим окном прямоугольной формы, магнитопроводы, установленные на его широких гранях и дополнительные индукторы.
Однако известное индукционное устройство не обеспечивает равномерный нагрев хвостовика автосцепки в заданной зоне.
Цель изобретения обеспечение равномерного нагрева изогнутого участка хвостовика автосцепки с целью последующей правки.
Это достигается за счет того, что каркас катушки индуктора с целью максимального приближения витков индуктора к хвостовику автосцепки и возможности нагрева хвостовика в заданной зоне выполнен в форме усеченной пирамиды высотой 0,75-0,85 длины хвостовика с фланцами, имеющими прямоугольные окна, являющиеся основаниями пирамиды, а индуктор навит таким образом, что размеры витков уменьшаются от большего основания к меньшему с коэффициентом уменьшения, равным 0,80 0,95.
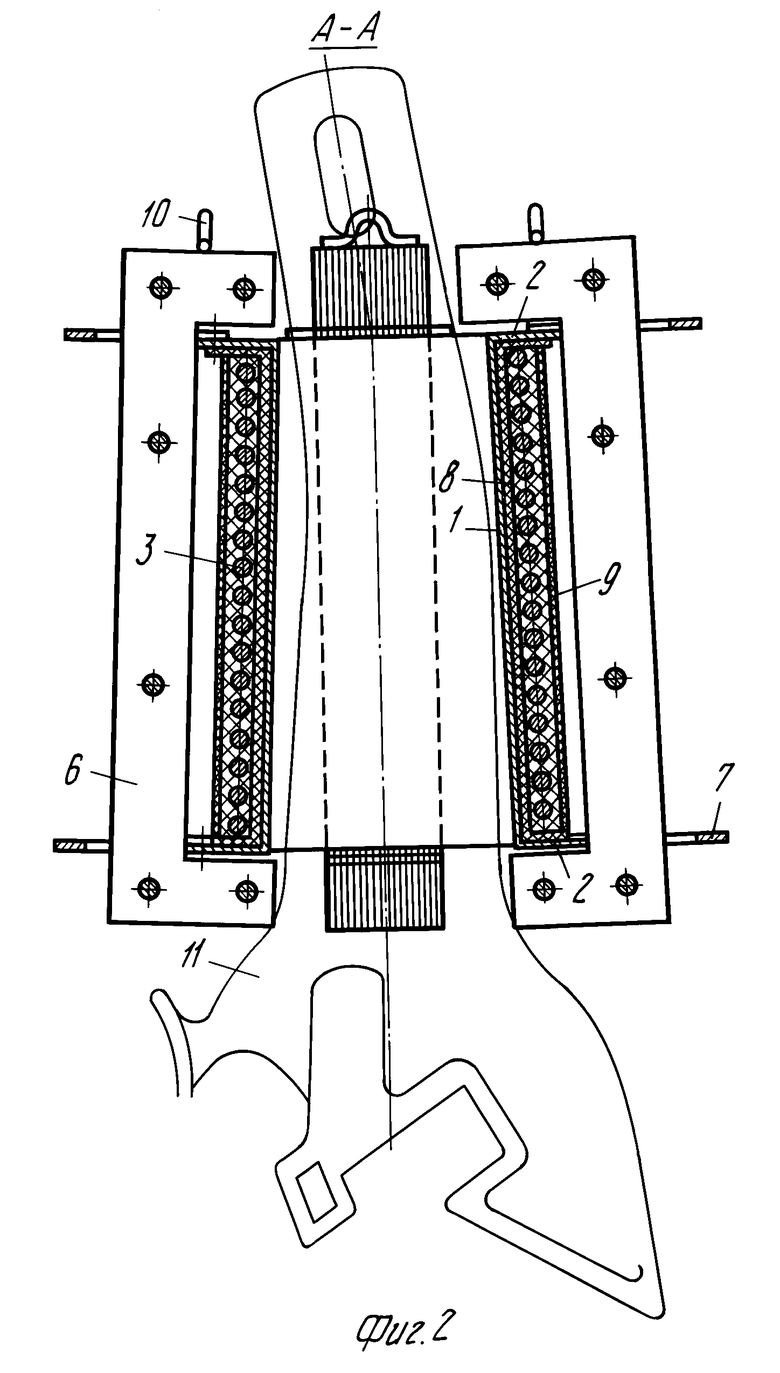
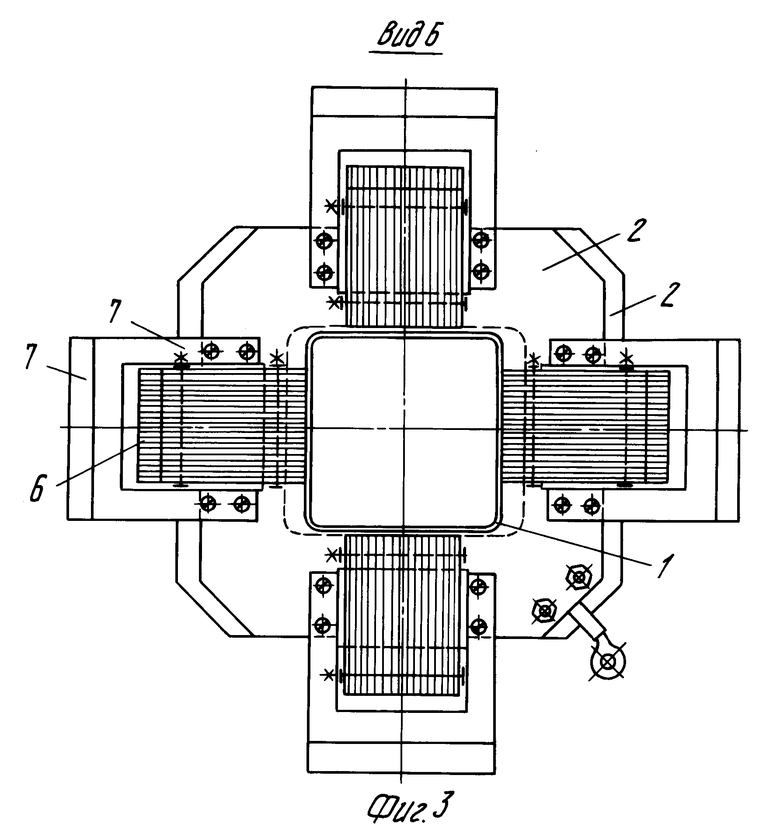
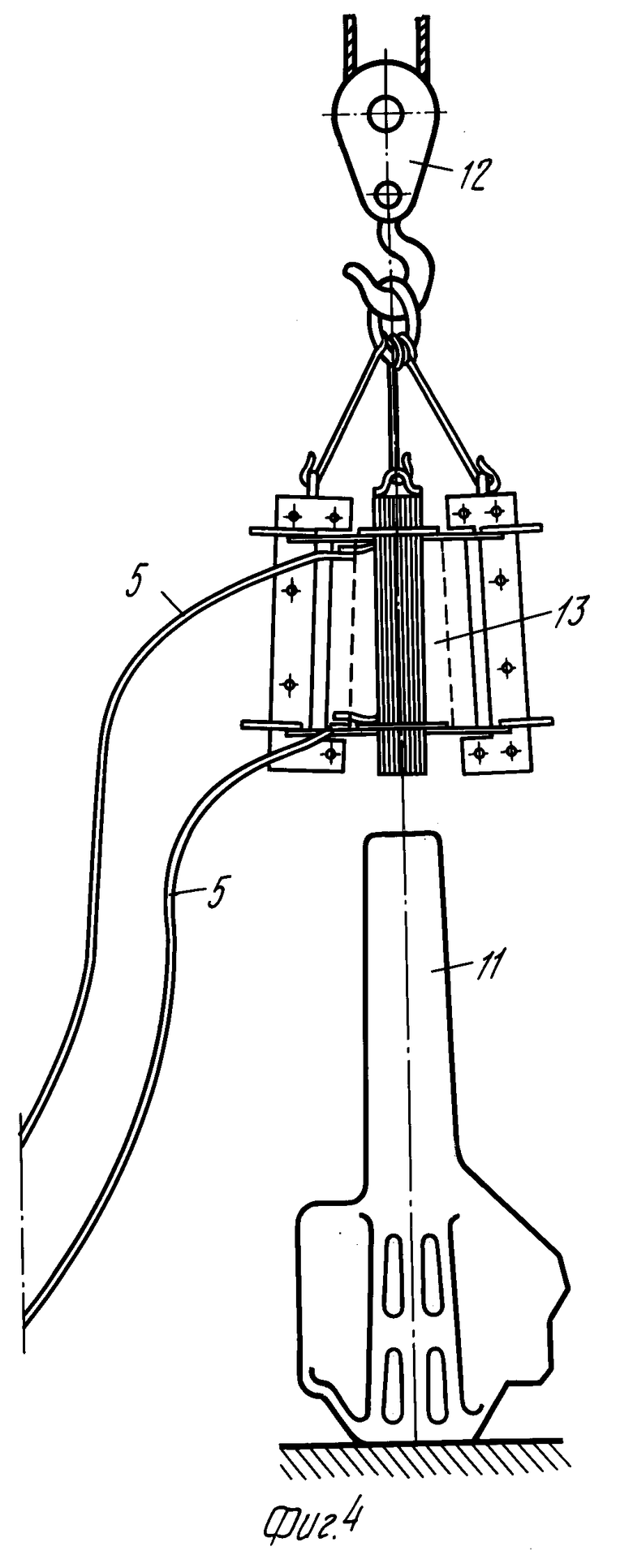
На фиг. 1 представлено описываемое устройство для индукционного нагрева хвостовика автосцепки; на фиг. 2 то же в разрезе по А-А на фиг. 1; на фиг. 3 вид по стрелке Б на фиг. 1; на фиг. 4 положение устройства перед надеванием на хвостовик сцепки.
Устройство для индукционного нагрева хвостовиков автосцепок содержит корпус катушки 1 с прикрепленными к нему фланцами 2, индуктор 3 с выводами 4, подключенными с помощью гибких проводов 5 к источнику переменного тока, четыре подвижных магнитопровода 6, каждый из которых огибает катушку с индуктором входя в прямоугольные вырезы в фланцах 2 корпуса катушки, и удерживаются направляющими скобами 7. Витки индуктора изолированы между собой электрической изоляцией, а от корпуса катушки и фланцев тепловой и электрической изоляцией 8. Снаружи индуктор закрыт электрической изоляцией 9.
С целью повышения коэффициента полезного действия витки индуктора, охватывающие нагреваемый хвостовик автосцепки, максимально к нему приближены за счет того, что корпус катушки выполнен в виде усеченной пирамиды, основаниями которой являются фланцы 2 корпуса катушки 1 с прямоугольными рабочими окнами. Для подъема и транспортировки устройства индукционного нагрева хвостовиков автосцепок служат транспортировочные петли 10.
Устройство работает следующим образом.
Подлежащая нагреву автосцепка с погнутым хвостовиком 11 устанавливается вертикально. С помощью подъемного механизма 12 устройство для нагрева хвостовиков автосцепок 13, подсоединенное проводами 4 к источнику переменного тока, подводится к автосцепке и надевается на хвостовик так, чтобы средина индуктора находилась в центре зоны, которую необходимо нагревать. После этого магнитопроводы помещают в направлении, перпендикулярном оси автосцепки до соприкосновения с хвостовиком. С пульта управления включается источник переменного тока, которым может быть сварочный трансформатор, питающий устройство для индукционного нагрева хвостовиков автосцепок. При прохождении переменного тока по индуктору возникает переменный магнитный поток, замыкающийся через зону хвостовика автосцепки, охватываемую индуктором и магнитопроводами. В толще металла хвостовика автосцепки индуктируются вихревые токи, которые вызывают разогрев его в зоне, охватываемой индукторами и магнитопроводами. При достижении температуры металла хвостовика автосцепки в указанной зоне заданной величины 800-850oC устройство обесточивают с пульта управления и снимают с хвостовика автосцепки. Автосцепку подают на пресс для производства правки хвостовика.
Источники информации
1. Авторское свидетельство N 1422407 (СССР).
2. Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог. ЦВ/4006-М "Транспорт", 1982.
Использование: в технологическом оборудовании вагоноремонтных предприятий, предназначено для нагрева под правку изогнутых хвостовиков автосцепок. Сущность изобретения: устройство для индукционного нагрева состоит из соленоидного индуктора, навитого на каркасе, электрической и тепловой изоляции и четырех магнитопроводов. Каркас и, соответственно, катушка индуктора, выполнены прямоугольными с окнами для загрузки изделия. Особенности выполнения и размеры катушки обеспечивают равномерность нагрева изделия. 4 ил.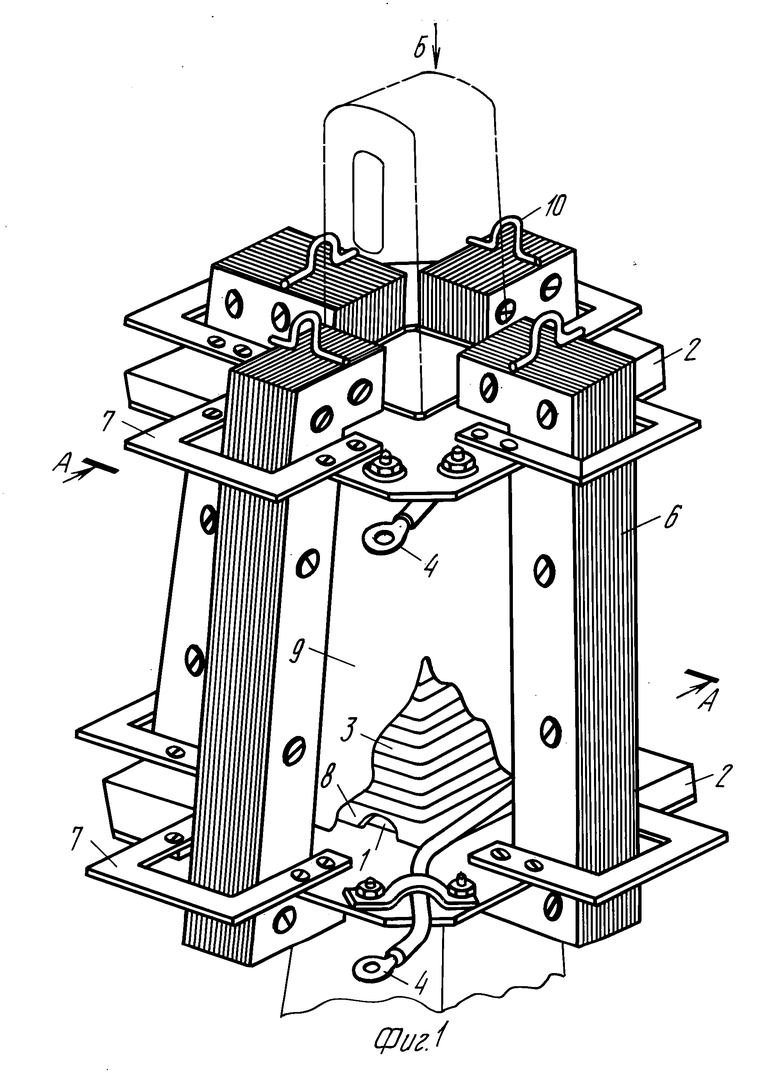
Устройство для нагрева хвостовиков автосцепок, содержащее соленоидный многовитковый индуктор, предназначенный для подключения к источнику переменного тока промышленной частоты, выполненный в виде катушки с рабочими окнами прямоугольной формы, электрической и тепловой изоляции и четырех магнитопроводов, размещенных вдоль боковых граней катушки, отличающееся тем, что катушка навита на корпусе из немагнитной стали в форме обелиска таким образом, что размеры прямоугольных витков уменьшаются от большего к меньшему витку с коэффициентом уменьшения 0,80 0,95.
| Устройство индукционного нагрева слябов | 1986 |
|
SU1422407A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
