Изобретение относится к технологическому оборудованию вагоноремонтных предприятий железнодорожного транспорта и предназначено для нагрева боковых рам тележек грузовых вагонов в буксовых проемах до температуры 250-300oС при ремонте их сваркой и наплавкой.
В существующей практике вагоноремонтных предприятий для нагрева изношенных мест буксовых проемов перед наплавкой или сваркой используются газовые горелки, которые не способны обеспечить эффективный прогрев металла по глубине. Такой процесс нагрева продолжителен по времени, требует значительных затрат ручного труда и расхода горючего газа и кислорода. Известны устройства для местного нагрева вагонных деталей. Например, "Устройство для индукционного нагрева хвостовиков автосцепок". Авторы - В.М. Круглов, С.И. Попов, патент России 2091987; "Устройство для индукционного нагрева подпятников надрессорных балок тележек грузовых вагонов". Авторы - В.М. Круглов, С. И. Попов, Ю.М. Никишин, заявка 98100990/09 (001516) с положительным решением от 23.04.99 г. Однако конструктивные особенности названных выше устройств не позволяют осуществить местный нагрев боковой рамы в буксовых проемах.
Цель изобретения - обеспечение быстрого и равномерного по глубине прогрева металла боковой рамы в местах буксовых проемов, подлежащих ремонту сваркой и наплавкой.
Это достигается следующим образом. Многовитковая индуктирующая катушка устройства, подключаемая к источнику переменного тока промышленной или повышенной частоты, напряжением 220/380 В создает магнитный поток, который с помощью двух Г-образных магнитопроводов, прижимающихся к опорной надбуксовой поверхности и направляющим для букс, замыкается через металл боковой рамы буксового проема, разогревая его.
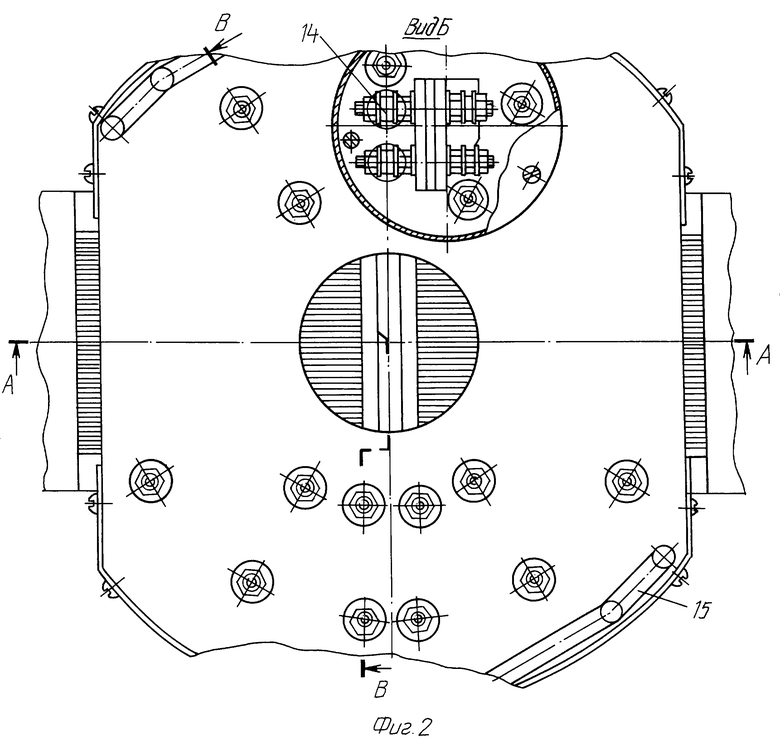
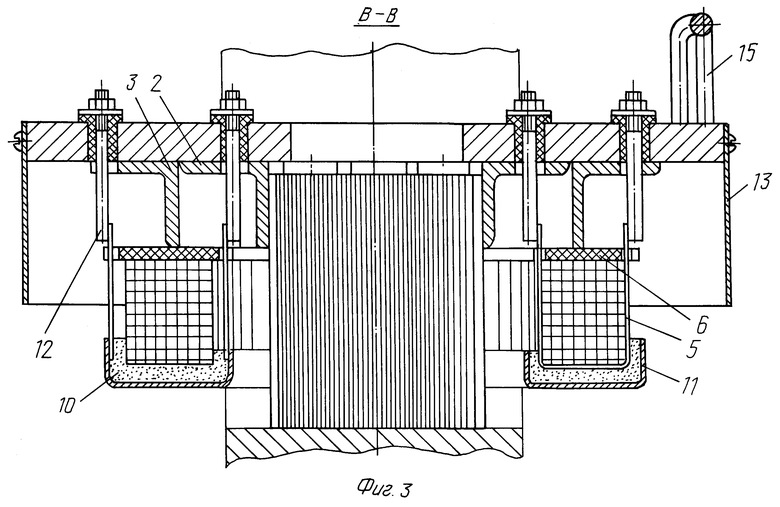
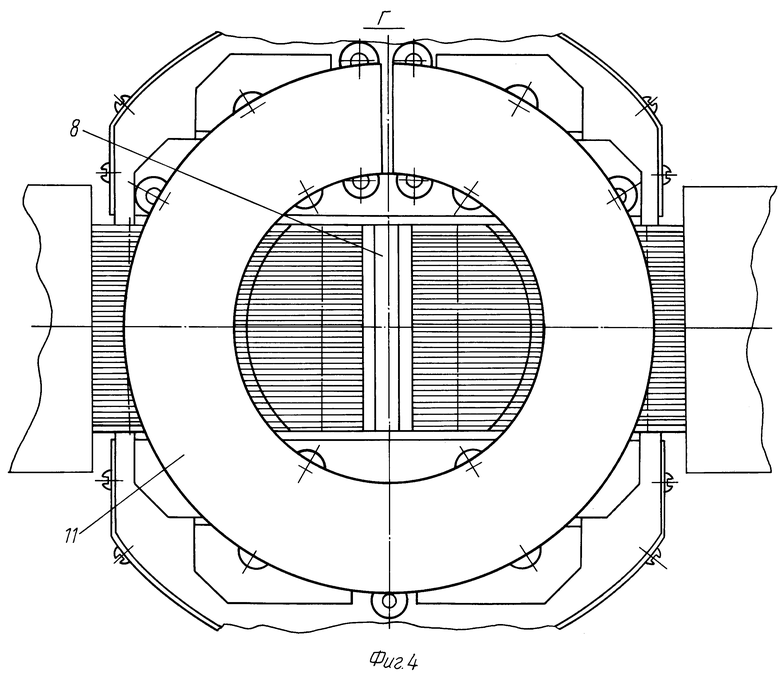
На фиг.1 изображено описываемое устройство в разрезе по А-А на фиг.2. На фиг. 2 - вид по стрелке Б на фиг.1. На фиг.3 - разрез по В-В на фиг.2. На фиг.4 - вид по стрелке Г на фиг.1.
Устройство для местного нагрева боковых рам тележек грузовых вагонов в буксовых проемах содержит основание 1, на котором закреплены с помощью сварки два направляющих уголка 2 и два опорных уголка 3, индуктирующую катушку 4, прикрепленную к основанию посредством трех хомутов 5, которые прижимают ее к опорным и направляющим уголкам. Между индуктирующей катушкой и уголками проложена электроизоляционная прокладка 6. Два Г-образных магнитопровода 7 размещены таким образом, что их горизонтальные полки, направленные в противоположные стороны, находятся между направляющими уголками, а вертикальные стойки находятся внутри индуктирующей катушки.
Магнитопроводы могут ограниченно перемещаться в радиальном направлении между перемычкой 8, закрепленной электросваркой между направляющими уголками и электроизоляционной прокладкой. Для снижения уровня вибрации при работе устройства служат резиновые амортизаторы 9, размещенные между магнитопроводами и основанием.
Нижняя торцевая поверхность катушки защищена от тепловых воздействий слоем теплоизоляционного материала 10 и от механических повреждений - кожухом 11 из немагнитной стали, который крепится к основанию при помощи шпилек 12. Для предотвращения эффекта короткозамкнутого витка кожух имеет сквозную радиальную прорезь шириной 2-5 миллиметров. С боковых сторон индуктирующая катушка защищена от механических повреждений обшивкой 13, выполненной из обычной стали.
Выводы 14 индуктирующей катушки присоединяются кабелем к источнику переменного тока напряжением 220/380 В промышленной или повышенной частоты.
Для транспортировки устройства служат две транспортировочные петли, совмещенные с транспортировочными ручками 15.
Включение и выключение электропитания производится с пульта управления.
Устройство работает следующим образом. Боковая рама тележки, подлежащая ремонту с применением сварки или наплавки, устанавливается на стеллаже буксовыми проемами вверх. С помощью подъемного механизма или вручную устройство устанавливается в один из буксовых проемов так, чтобы вертикальная ось устройства совпала с вертикальной осью буксового проема, вертикальные стойки Г-образных магнитопроводов опирались на опорную надбуксовую поверхность, а горизонтальные полки каждого магнитопровода касались направляющих для букс.
При подаче с пульта управления напряжения на индуктирующую катушку, по последней потечет ток, возбуждающий магнитный поток переменного направления, который, замыкаясь через магнитопроводы и металл боковой рамы, индуктирует в боковой раме вихревые токи, разогревающие ее в области буксового проема. При достижении температуры 250-300oС индуктирующую катушку обесточивают, а устройство убирают. Буксовый проем готов для проведения сварочно-наплавочных работ. По окончании ремонтных работ на прогретом буксовом проеме операцию повторяют на другом буксовом проеме.
Источники информации
1. Устройство для индукционного нагрева хвостовиков автосцепок. Патент Российской федерации от 27.09.97 г. 2091987. Авторы В.М. Круглов, С.И. Попов.
2. Устройство для индукционного нагрева подпятников надрессорных балок тележек грузовых вагонов. Заявка 98100990/09 (001516) с положительным решением от 23.04.99 г. Авторы В.М. Круглов, С.И. Попов, Ю.М. Никишин.
Изобретение относится к технологическому оборудованию вагоноремонтных предприятий железнодорожного транспорта и предназначено для нагрева боковых рам тележек грузовых вагонов в местах буксовых проемов до температуры 250-300oС при ремонте их сваркой или наплавкой. Сущность изобретения: два магнитопровода, имеющие Г-образную форму и размещенные стойками внутри индуктирующей катушки, а полками - над ней, опираются стойками на опорную надбуксовую поверхность, а полками прижимаются к направляющим для букс боковой рамы тележки грузового вагона. Изобретение позволит обеспечить быстрый и равномерный прогрев изделия. 4 ил.
Устройство для местного нагрева боковых рам тележек грузовых вагонов в буксовых проемах, содержащее основание с прикрепленными к нему сваркой двумя направляющими и двумя опорными уголками, индуктирующую катушку, прижатую к направляющим и опорным уголкам, прикрепленную с помощью хомутов к основанию, защищенную теплоизоляцией и стальным разрезным кожухом от механических повреждений, подключаемую к источнику тока напряжением 220/380 В промышленной или повышенной частоты, два Г-образных магнитопровода, размещенных стойками внутри индуктирующей катушки, а полками, направленными в противоположные стороны над ней, отличающееся тем, что стойки магнитопроводов предназначены для опоры на опорную надбуксовую поверхность, а полки - для прижима к направляющим для букс боковой рамы, и магнитопроводы имеют свободу радиального перемещения между перемычкой и электроизоляционной прокладкой.
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 1993 |
|
RU2091987C1 |
| Индуктор для термообработки углового сварного соединения | 1974 |
|
SU663135A1 |
| SU 7644152 А, 15.09.1980 | |||
| US 3835282 А, 10.09.1974 | |||
| Газовая фурма | 1987 |
|
SU1454783A1 |
| СЛУХОЦКИЙ А.Е | |||
| и др | |||
| Индукторы для индукционного нагрева | |||
| - Л.: Энергия, 1974, с.135. | |||

