f
5
/
1чЭ ГчЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева прямоугольных изделий | 1990 |
|
SU1753629A1 |
| Индуктор для нагрева деталей | 1987 |
|
SU1585904A1 |
| Устройство для равномерного индукционного нагрева плоских слитков | 1987 |
|
SU1494252A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| Устройство индукционного нагрева жидкостей проточного типа | 2021 |
|
RU2759438C1 |
| ПРОТОЧНЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТИ | 2023 |
|
RU2821538C1 |
| Индукционное нагревательное устройство | 1983 |
|
SU1107348A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 1993 |
|
RU2091987C1 |
| Индукционная печь для нагрева плоских слитков | 1986 |
|
SU1390821A2 |
Изобретение относится к индукционному нагреву в машиностроении, металлургии. Целъ изобретения состоит в повышении КПД и равномерности нагрева алюминиевых слябов. Устройство состоит из соленоидального индук- .тора 1, охватьшающего нагреваемый сляб, дополнительных индукторов 3 и в 4, выполненных в виде стержней, расположенных снаружи солено1вдального индуктора 1 на его широких сторонах, перпендикулярно его виткам вплотную друг к другу. С наружной стороны дополнительные индукторы охвачены магни-2 топроводами 5 и 6. Вследствие нагрева сляба в двух ортогональных магнитных полях, создаваемых индуктором, обес- пе ивается дополнительный подогрев широких граней сляба и обеспечивается их равномерный нагрев. 1 з.п. ф-лы, 3 ил. сд
Jg OnOOQQOOQL
юооооЬосхзосг:
sj
6
(PliZ.I
Изобретение относится к индукционному нагреву в области металлургии, машиностроении, в частности к нагреву алюминиевых слябов,
Целью изобретения является повышение КГЩ и-равномерности нагрева алюминиевых слябов.
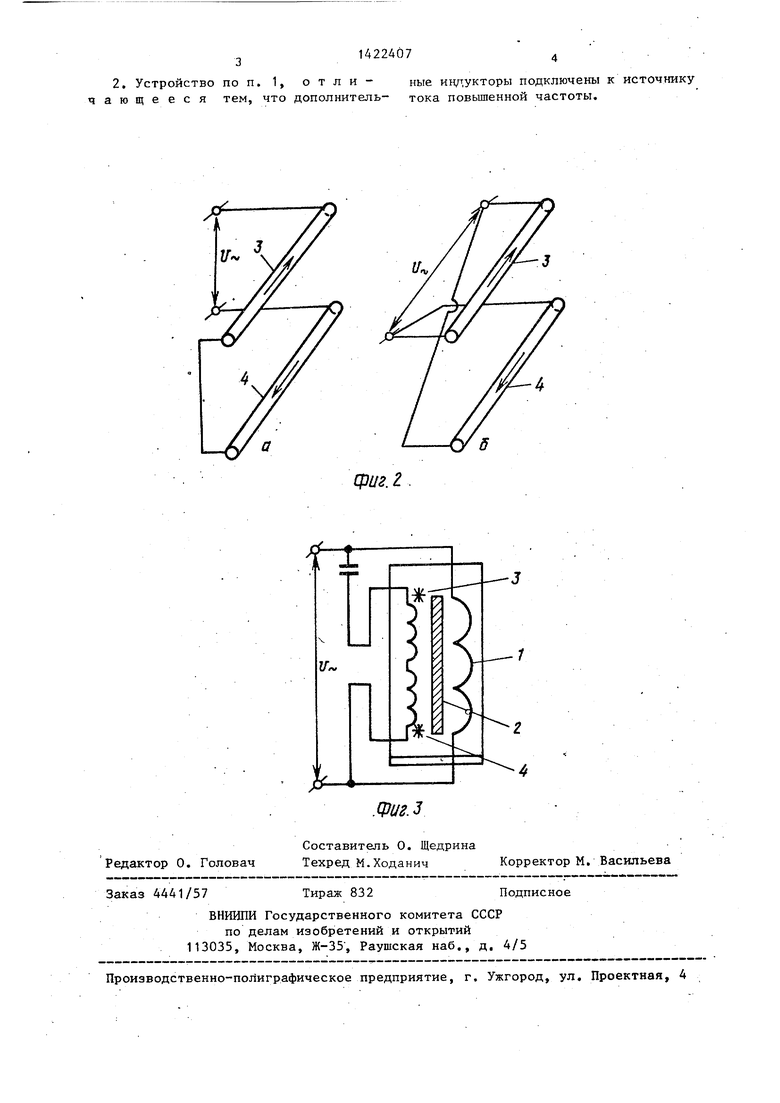
На фиг„ 1 показано, устройство, об1ций ВИД1 на фиг. 2 и 3 - соединение дополнительных индукторов.
Устройство для равномерного нагрева слябов из алюминиевых сплавов сос- т оит КЗ соленоидального индуктора 1, охватьшающего нагреваемьш сляб 2,- дополнительных индукторов 3 и 4, выполнен HJiBc в виде стержней, расположенных снар у7ки соленоидального индуктора 1 , на его широких сторонах, перпендикулярно его виткам вплотную друг к дру- гу. С наружной стороны дополнительные индукторы охвачены магниуопроводами 5 и 6.
Устройство для равномерного ивдук
цйонного нагрева слябов из алюминиевых сплавов работает следующим об- разом.
При подключении индуктора 1 в: источнику переменного тока переменное магнитное поле наводит в слябе 2 ин- дукционные токи, вь зывающие его наг- рев.
Магнитное поле, создаваемое стерж 1ШМИ, наводит индукционные токи в зонах широких граней сляба, подогре- ва:я их и обеспечивая, тем самым, рав номерньй нагрев сляба
В устройстве нагре сляба осуществляется в двух ортогональных магнит- ньрс полях, создаваемых индуктором и дополнительными обмотками, При этом нагрев широких граней сляба усиливается .
Соединение дополнительных обмОток (фиг, 2) между собой обеспечивает Ьазнонаправленность токов, протекающих по нимо
Пакеты стержней, в виде которых выполнены дополнительные индукторы в устройстве,- расположенные по, раз- ные стороны от сляба, должны быть включены согласно друг с другом для обеспечения разнонаправленности ин- Дударованных на двух (разных) широких гранях сляба магнитных потоков, создаваемых стержнями, расположенными по разные стороны от сляба. При этом безразлично, как дополнительные лндукторы в устройстве соединены
g
5 0
5
5
0
5
п
между собой в электрическом отношении или непосредственно калодый индуктор подключен к источнику питания. Важно лишь их магнитное соединение.
Повышение производительности и ЩЦ устройства может быть достигнуто путем подключения дополнительных обмоток к источнику питания, частота которого, например, в 9 раз больше частоты источника питания индуктора.
При протекании по стержням дополнительных обмоток тока с частоте, большей чем частота тока индуктора, глубина проникновения тока в металл стержней, как и в материал сляба, уменьшается пропорционально корню квадратному от степени увеличения частоты. При этом актив1 ое сопротивление загрузки (сляба) увеличивается пропорционально уменьшению глубины проникновения тока в сляб: активное сопротивление индуктора не изменяется., в результате соответственного и естественного уменьшения высоть) стержней. Так, при увеличении частоты в 9 раз,.активное сопротивление загрузки увеличивается в 3 раза. При этом ,Р1Д дополнительных обмоток увеличи-, вается в 1,5 раза при условии, что при частоте тока дополнительных обмоток, равной частоте тока индуктора, КПД дополнительных обмоток равен 0,5.
Производительность устройства увеличивается при таком подключении дополнительных обмоток за счет быстрого прогрева сляба по глубине в зонах широких граней, так как увеличивается градиент температуры между -поверхностью сляба и. точками, расположенными в глубине сляба.
Формула изобретения
I -
1, Устройство индукционного нагрева слябов, содержащее подключенный к источнику переменного тока соленоидный индуктор с рабочим окном прямоугольной формы, магнитопроводы, установленные на его широких гранях, и дополнительные индукторы, отличающееся тем, что, с целью повышения КПД и равномерности нагрева алюминиевых слябов, каждьй из дополнительных индукторов выполнен в виде пакета стержней, расположенных вдоль продольной оси индуктора на его широких гранях, причем пакеты противоположньЙС граней соединены между собой согласно.
314224074
чающееся тем, что дополнитель- тока повьипенной частоты.
1
Физ.г
| Устройство для облицовки дна каналов | 1983 |
|
SU1170035A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| А. И. Косырев, А. Ф. Астахов, А. Ф. Белов, В. А. Цыценко,В. В. Сорокин и В. К. Александров | 0 |
|
SU249506A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
